1.本实用新型涉及液体运载火箭燃料贮箱制造技术领域,尤其涉及一种火箭燃料贮箱箱底热冲旋复合成形设备。
背景技术:
2.运载火箭燃料贮箱箱底是一种大直径薄壁椭球结构壳体,目前我国现役运载火箭贮箱箱底大多采用“瓜瓣、顶盖分体成形
→
零件组焊”的工艺进行制造。一般一个箱底由6个瓜瓣及1个顶盖通过搅拌摩擦焊进行组装成形,该工艺在国内航天制造企业沿用几十年,制造技术已十分成熟。但是应该注意的是该工艺存在以下问题:(1)制造周期长,尤其是瓜瓣的组焊工序对焊接装备及人员操作水平要求较高,同时焊接过程导致的变形问题比较严重,为保证瓜瓣的装配精度需要不断人工修配,导致生产效率不高。(2)产品拼焊焊缝较多,一般一个箱底含6条母线方向的纵缝和一条顶盖焊接的环缝,焊缝的存在导致产品的整体强度降低,影响产品的质量可靠性。(3)为保证焊接区的安全系数需要对该位置采用局部增厚的方式进行加强处理,不利于航天产品的减重要求。
3.基于瓜瓣拼焊贮箱箱底存在的以上问题,国内外均开展了运载火箭贮箱箱底整体制造技术研究。目前贮箱箱底整体制造主要采用旋压技术,而在具体的旋压方案选择上,该工艺又细分为有外旋和内旋两种方式。其中外旋提出了一种先通过打鼓预成形,然后通过模具旋压成形的方式制造贮箱箱底。该种方式成形主要存在的问题有:(1)打鼓成形精度低,产品的型面精度保证主要通过后续的模具旋压进行保证。(2)考虑到一般火箭贮箱箱底主要通过可热处理强化铝合金制造,旋压毛坯热处理过程中极易产生变形,变形后的毛坯很难再次安装在原有模具上进行旋压整形,也就是说旋压模具的使用通用性较差。(3)采用上述专利提出的方法旋压工艺对操作人员的生产经验依赖度较高,旋压道次的选择因人而异,导致效率也较差。针对内旋贮箱箱底工艺,又提出了一种基于特殊设计的旋压装备,通过分步式旋压路径设计实现剪旋和普旋分步成形,该工艺避免了大直径封头旋压容易失稳的难题,但是也存在以下问题:(1)装备依赖度较高,该方法需要对现有旋压装备进行大规模的改造甚至特殊制造,装备投资较大;(2)该工艺更适用于相对较薄板材的室温成形,对于较厚原材料成形难度较大。
4.因此本领域亟需制造效率高、专用设备依赖度低、良品率高且制造成本低的火箭燃料贮箱箱底成形设备。
技术实现要素:
5.本实用新型的目的在于克服现有技术的不足,提供一种火箭燃料贮箱箱底热冲旋复合成形设备。该复合成形设备制造贮箱箱底效率高、制造精度高、对专用设备依赖度低、生产周期短、良品率高且生产成本低。
6.本实用新型提供了一种火箭燃料贮箱箱底热冲旋复合成形设备,该复合成形设备包括:冲压装置、旋压装置、防变形工装和加热炉,其中,预压毛坯设置在所述冲压装置上,
用于通过所述冲压装置进行冲压成型得到预成形坯;所述预成形坯设置在所述旋压装置上,用于通过所述旋压装置进行旋压成型得到旋压件;所述旋压件顶部中心开设有圆孔,用于对所述旋压件进行固溶热处理时进行水蒸气的排放;所述旋压件设置在所述防变形工装上,通过吊装工具放入到加热炉中加热,并吊装到水槽中淬火;所述加热炉用于在贮箱箱底制造过程中对贮箱箱底进行退火热处理以及时效热处理。
7.本实用新型的实施方式中,所述冲压装置包括:通用下模、压边圈和预压上模,其中,所述预压毛坯放置在所述通用下模上,利用所述压边圈将所述预压毛坯的周边压紧;所述预压上模位于所述预压毛坯的上部,压力机带动所述预压上模上下移动,用于对所述预压毛坯进行冲压。
8.进一步的,所述通用下模与所述压边圈之间通过固定件进行固定安装。
9.本实用新型的实施方式中,所述通用下模以及所述预压上模接触所述预压毛坯的面均为光滑面,用于降低所述通用下模对所述预压毛坯表面的损伤。
10.本实用新型的实施方式中,所述预压毛坯通过所述冲压装置进行多次冲压成型,直到所述预压毛坯的冲压深度达到设定冲压深度。
11.进一步的,每次冲压完成后将所述预压毛坯放入加热炉中进行退火热处理。
12.本实用新型的实施方式中,所述旋压装置包括:固定支座、压顶杆、内旋模和外旋模,其中,预成形坯放置在所述固定支座上,利用所述压顶杆将所述预成形坯压紧;所述内旋模和所述外旋模分别设置于所述预成形坯的内外两侧,且所述内旋模与所述外旋模相互对应;启动驱动电机,带动所述固定支座与所述压顶杆转动,进而带动所述预成形坯转动。
13.进一步的,所述内旋模和所述外旋模接触所述预成形坯的表面光滑,用于降低对所述预成形坯表面的损伤。
14.本实用新型的实施方式中,该复合成形设备还包括:加热喷枪,所述加热喷枪设置在所述旋压装置下部,用于所述旋压装置进行旋压时对所述预成形坯进行加热。
15.本实用新型的实施方式中,该复合成形设备还包括型面样板,用于对所述旋压件进行校准检查。
16.根据上述实施方式可知,本实用新型提供的一种火箭燃料贮箱箱底热冲旋复合成形设备具有以下益处:该复合成形设备的制造过程中能够对贮箱箱底的制造精度进行精准把握,避免在制造过程中出现开裂、厚度不均以及热处理变形等情况,大大提升了制造速度以及制造良品率。另外,利用该成型设备制造贮箱箱底对专用设备依赖度低,能够利用同一套制造设备对不同尺寸的贮箱箱底进行制造,大大降低了制造成本,提升了制造速度,克服了现有技术中制造成本较高、设备依赖度高、生产周期长、良品率低等问题。
17.应了解的是,上述一般描述及以下具体实施方式仅为示例性及阐释性的,其并不能限制本实用新型所欲主张的范围。
附图说明
18.下面的附图是本实用新型的说明书的一部分,其绘示了本实用新型的示例实施例,所附附图与说明书的描述一起用来说明本实用新型的原理。
19.图1为本实用新型提供的一种火箭燃料贮箱箱底热冲旋复合成形设备实施例一的流程图。
20.图2为本实用新型提供的一种火箭燃料贮箱箱底热冲旋复合成形设备中冲压预成形实施图。
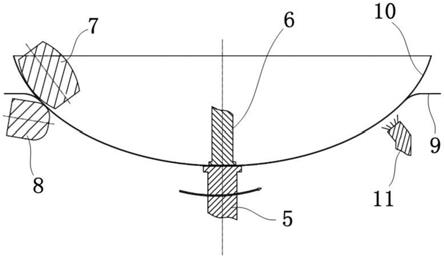
21.图3为本实用新型提供的一种火箭燃料贮箱箱底热冲旋复合成形设备中旋压成形实施图。
22.附图标记说明:
23.1-通用下模、2-压边圈、3-预压上模、4-预压毛坯、5-固定支座、6-压顶杆、7-内旋模、8-外旋模、9-预成形坯、10-旋压件、11-加热喷枪。
具体实施方式
24.现详细说明本实用新型的多种示例性实施方式,该详细说明不应认为是对本实用新型的限制,而应理解为是对本实用新型的某些方面、特性和实施方案的更详细的描述。
25.在不背离本实用新型的范围或精神的情况下,可对本实用新型说明书的具体实施方式做多种改进和变化,这对本领域技术人员而言是显而易见的。由本实用新型的说明书得到的其他实施方式对技术人员而言是显而易见的。本技术说明书和实施例仅是示例性的。
26.本实用新型提供了一种火箭燃料贮箱箱底热冲旋复合成形设备。该复合成形设备包括:冲压装置、旋压装置、防变形工装和加热炉。其中,预压毛坯4设置在所述冲压装置上,用于通过冲压装置进行冲压成型得到预成形坯9。预成形坯9设置在旋压装置上,用于通过旋压装置进行旋压成型得到旋压件10。
27.旋压件10顶部中心开设有圆孔,用于对旋压件10进行固溶热处理时进行水蒸气的排放。
28.旋压件10设置在防变形工装上,通过吊装工具放入到加热炉中加热,并吊装到水槽中淬火。
29.加热炉用于在贮箱箱底制造过程中对贮箱箱底进行退火热处理以及时效热处理。
30.本实用新型的具体实施方式中,如图2所示,冲压装置包括:通用下模1、压边圈2和预压上模3。将退火软化后的圆坯料即预压毛坯4放置在通用下模1上,然后利用压边圈2将预压毛坯4的周边压紧。通用下模1与压边圈2之间通过固定件进行固定安装,固定件优选为螺栓、螺钉等固定件。预压上模3位于预压毛坯4的上部,压力机带动预压上模3上下移动,用于对预压毛坯4进行冲压。通用下模1以及预压上模3接触预压毛坯4的面均为光滑面,用于降低通用下模1对预压毛坯4表面的损伤。
31.为了达到预设的预压深度,需要预压毛坯4通过冲压装置进行多次冲压成型,直到预压毛坯4的冲压深度达到设定冲压深度。且在每次冲压完成后将预压毛坯4放入加热炉中进行退火热处理。退火热处理能够使得预压毛坯4软化,方便进行下一次预压,且能够降低预压的过程中造成预压毛坯撕裂或局部厚度不均。
32.本实用新型的具体实施方式中,如图3所示,旋压装置包括:固定支座5、压顶杆6、内旋模7和外旋模8。其中,预成形坯9放置在固定支座5上,利用压顶杆6将预成形坯9压紧。
33.内旋模7和外旋模8分别设置于预成形坯9的内外两侧,且内旋模7与外旋模8相互对应。内旋模7与外旋模8共同作用夹紧预成形坯9,并与预成形坯9进行相对运行,对预成形坯9的表面进行旋压压制。
34.启动驱动电机,驱动电机带动固定支座5与压顶杆6转动,进而带动预成形坯9转动。预成形坯9转动时,内旋模7与外旋模8对预成形坯9的型面进行旋压,使预成形坯9达到预设的弧度。
35.内旋模7和外旋模8接触预成形坯9的表面光滑,用于降低对预成形坯9表面的损伤。
36.该复合成形设备还包括:加热喷枪11以及型面样板。其中,加热喷枪11设置在旋压装置下部,用于旋压装置进行旋压时对预成形坯9进行加热,使得预成形坯9受热软化,使得旋压更加顺畅,能够尽量降低旋压过程对预成形坯9造成的变形以及损坏,且更加容易使得预成形坯9的表面弧度趋于一致。型面样板用于对旋压件10进行校准检查。
37.图1所示为本实用新型提供的一种火箭燃料贮箱箱底热冲旋复合成形设备制作火箭贮箱箱底的流程图。该制作流程包括:
38.步骤s1:板料切圆下料。具体实施方式中,根据贮箱箱底型面方程计算出成形后的型面轮廓弧长,考虑铝合金变形过程中的均匀延伸率(一般按照3-5%进行预估),进而计算出所需板料圆坯的理论直径d。根据上述计算的圆坯理论直径d,同时考虑工艺余量δd(δd根据后续机加工序装卡量进行预估),利用水切割或者激光切割等方式切割直径为d
毛坯
的圆坯料(d
毛坯
=d δd)。
39.步骤s2:圆坯料退火热处理。该步骤中,退火是一种金属热处理工艺,指的是将金属缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却。目的是降低硬度,改善切削加工性;降低残余应力,稳定尺寸,减少变形与裂纹倾向;细化晶粒,调整组织,消除组织缺陷。该步骤进行退火热处理是为了将圆坯料进行软化,方便后续步骤的进行。具体的,例如,将圆坯料置于循环空气电炉中,在t
初始
±
10℃的温度下保温t
初始
±
10min的时间,出炉后便可进行冲压预成形。
40.步骤s3:对圆坯料进行多次冲压预成形,得到预成形坯。该步骤的具体实施方式包括:
41.步骤s31:将退火软化的圆坯料取出后放置于冲压装置上。将退火软化后的圆坯料即预压毛坯4放置在通用下模1上,然后利用压边圈2将预压毛坯4的周边压紧,防止在对预压毛坯4施压时发生移动。
42.步骤s32:吹除圆坯表面上的杂质。为避免杂质污染,预压之前需要利用压缩空气快速将固定于通用下模1上的预压毛坯4表面上的杂质等进行吹除。
43.步骤s33:启动压力机使预压上模下降,完成第一道次的冲压预成形工序。预压上模3位于预压毛坯4的上部,压力机带动预压上模3上下移动。杂质吹除完成后,启动压力机使预压上模3以一定的速度缓慢下降,对预压毛坯4进行下压操作,完成第一道次的冲压预成形工序,使预压毛坯4的冲压深度达到h1。
44.步骤s34:将完成第一道次的预压毛坯进行中间退火热处理。为了保证预压的过程中预压毛坯4不会发生开裂以及厚度不均的情况,在进行下一次冲压之前,还需要对冲压深度达到h1的预压毛坯4再次进行退火热处理,软化预压毛坯4。具体的,退火热处理需要将预压毛坯4在t
中间
±
10℃的温度下保温t
中间
±
10min的时间。
45.步骤s35:重复上述过程,进行多道次的冲压预成形,得到最终的预成形坯。中间退火完成后,重复步骤s31~s34,使预压毛坯4的冲压深度达到预设深度h
冲压
,得到预成形坯9。
46.步骤s4:对预成形坯进行旋压成形,得到旋压件。该步骤的具体实施方式包括:
47.步骤s41:将预成形坯安装在旋压装置上,启动驱动电机,开始进行旋压成形工艺。预成形坯9放置在固定支座5上,利用压顶杆6将预成形坯9压紧。预成形坯9的内外两侧设置有内旋模7和外旋模8,且内旋模7与外旋模8相互对应。内旋模7与外旋模8共同作用夹紧预成形坯9,并与预成形坯9进行相对运行,对预成形坯9的表面进行旋压压制。
48.启动驱动电机,驱动电机带动固定支座5与压顶杆6转动,进而带动预成形坯9转动。预成形坯9转动时,内旋模7与外旋模8对预成形坯9的型面进行旋压,使预成形坯9达到预设的弧度。
49.步骤s42:旋压过程中利用加热喷枪对预成形坯预热,经过多道次的旋压成形使预成形坯满足设计要求,得到最终旋压件。在对预成形坯9旋压的过程中,利用加热喷枪11对预成形坯9进行t
预热
时间的预热,在一定程度上软化预成形坯9,使得旋压更加顺畅,且能够尽量降低旋压过程对预成形坯9造成的变形以及损坏。经过多道次的旋压成形,使得预成形坯9达到设计要求,最终得到合适的旋压件10。
50.步骤s5:对旋压件进行固溶热处理。该步骤的具体实施方式包括:
51.步骤s51:将旋压件顶部切割开一个圆孔。该圆孔是用于后续固溶过程中水蒸气的排放。本实施例中,旋压件10顶部利用激光切割开直径约为300mm的圆孔。具体的开口大小还需要根据实际操作进行决定。
52.步骤s52:将旋压件放置于防变形工装上,旋压件的开口朝下入水。
53.步骤s53:将旋压件和防变形工装一起吊装到加热炉中,进行固溶淬火热处理。具体的,将旋压件10和防变形工装一起吊装到循环空气电炉中,以一定的升温速度进行加热,且保证在不少于t
升温
的升温时间内将温度升到t
固溶
±
5℃,并进行一定时间的保温,保温时间为t
固溶
。保温结束后,快速将旋压件10转移到常温水槽中进行淬火处理,淬火时间≤t
转移
,冷却时间不少于t
冷却
。
54.步骤s54:热处理处理后,将旋压件从防变形工装上拆下,并对旋压件的变形情况进行检查。对旋压件10的变形情况进行检查时需要利用型面样板对旋压件10的型面及口部圆度等关键部位的变形情况进行检查。
55.步骤s6:固溶热处理后的旋压件进行校准旋压,得到合格旋压件。具体的,在距离旋压件10口部300mm的范围内进行多道次的校旋处理,并不断利用产品型面样板对校旋的效果进行检查,最终校旋得到型面及口部圆度符合要求的旋压件10。
56.步骤s7:对合格旋压件进行时效热处理。对旋压件10进行时效热处理能够提高旋压件10最终的使用强度。时效热处理时使用循环空气电炉,旋压件10可以以自由状态或者使用防变形工装进行装卡,在温度t
时效
±
5℃的环境下保温t
时效
的时间,保温结束后出炉空冷即可。
57.本实用新型的具体实施方式中,上述的温度和时间需要根据材料以及尺寸不同来确定,以达到最佳的效果。
58.以上所述仅为本实用新型示意性的具体实施方式,在不脱离本实用新型的构思和原则的前提下,任何本领域的技术人员所做出的等同变化与修改,均应属于本实用新型保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。