1.本发明涉及液冷散热模块制作的技术领域,特别涉及一种内存液冷散热模块制作方法。
背景技术:
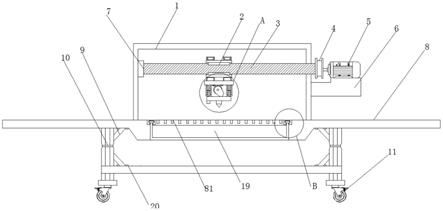
2.液冷散热模块由两连接腔体、堵头及将两连接腔体连通的若干扁铜管组成,两连接腔体上分别设有进液嘴和出液嘴。连接腔体、堵头及扁铜管焊接为一体,且相邻两铜管之间的间距尺寸有要求。
3.目前制作液冷散热模块时分两步焊接:连接腔体、堵头及扁铜管加工完成后,先采用高熔点焊料焊接连接腔体和堵头形成腔体组元,再将腔体组元与扁铜管直接采用低熔点焊料焊接,完成液冷散热模块的制作,这种制作方法存在以下缺陷:
4.1、需要采用阶梯温度焊料分步焊接,采用的焊接方法都是普通的高频焊接或者火焰焊接,焊接温度可控难度较大,且二次焊接时存在很大比例连接腔体与堵头焊接的焊缝二次重熔的现象。
5.2、由于扁铜管的间距尺寸为功能尺寸,要求严格,采用焊接形式控制该间距尺寸难度很大。
6.3、焊接工序复杂,产品质量控制难度增加。
7.4、直接采用扁铜管与连接腔体焊接,由于扁铜管的内径尺寸小,焊料很容易堵住扁铜管的内腔。
8.5、扁铜管焊接时会达到退火温度,扁铜管经过高温退火后,强度会变低,耐压强度也会降低。
技术实现要素:
9.针对现有技术存在的问题,本发明提供一种内存液冷散热模块制作方法。
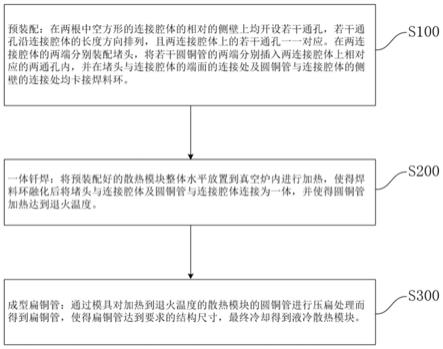
10.为实现上述目的,本发明提出的内存液冷散热模块制作方法,包括以下步骤:
11.s100,预装配:在两根中空方形的连接腔体的相对的侧壁上均开设若干通孔,若干通孔沿连接腔体的长度方向排列,且两连接腔体上的若干通孔一一对应。在两连接腔体的两端分别装配堵头,将若干圆铜管的两端分别插入两连接腔体上相对应的两通孔内,并在堵头与连接腔体的端面的连接处及圆铜管与连接腔体的侧壁的连接处均卡接焊料环。
12.s200,一体钎焊:将预装配好的液冷散热模块整体水平放置到真空炉内进行加热,使得焊料环融化后将堵头与连接腔体及圆铜管与连接腔体连接为一体,并使得圆铜管加热达到退火温度。
13.s300,成型扁铜管:通过模具对加热到退火温度的液冷散热模块的圆铜管进行压扁处理而得到扁铜管,使得扁铜管达到管控的功能尺寸要求,最终冷却得到液冷散热模块。
14.优选地,在步骤s100中,圆铜管的两端还均开设有与连接腔体的内部连通的缺口,缺口沿圆铜管的长度方向的深度小于连接腔体的内径。圆铜管的两端插入通孔内时,圆铜
管的端面与连接腔体的内壁抵接而实现定位。
15.与现有技术相比,本发明的有益效果在于:采用整体预装配后放置到真空炉一体钎焊的焊接工艺,焊接温度更加容易控制,不会出现焊缝重熔的现象,焊接处连接强度有保证,且制作成本降低。焊接工艺简单,产品制作工艺可控,产品合格率提升。通过模具对加热到退火温度的液冷散热模块的圆铜管进行压扁处理而得到扁铜管,使得扁铜管的间距尺寸更加容易控制,产品功能尺寸精度提高,且不会出现焊料堵住扁铜管的内腔的问题。由于铜材退火后,只有通过形变才能使其硬化,通过模具对加热到退火温度的液冷散热模块的圆铜管进行压扁处理而得到扁铜管,还使得扁铜管强度增加,保证了扁铜管的强度。
附图说明
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
17.图1为本发明一实施例的流程示意图;
18.图2为本发明一实施例中一体钎焊后的液冷散热模块的立体结构图;
19.图3为本发明一实施例中成型扁铜管后的液冷散热模块的立体结构图;
20.图4为本发明一实施例中成型扁铜管后的液冷散热模块的俯视图;
21.图5为本发明一实施例中预装配时圆铜管与连接腔体插接结构截面结构图;
22.本发明目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
23.本发明提出一种内存液冷散热模块制作方法。
24.参照图1-5,图1为本发明一实施例的流程示意图,图2为本发明一实施例中一体钎焊后的液冷散热模块的立体结构图,图3为本发明一实施例中成型扁铜管后的液冷散热模块的立体结构图,图4为本发明一实施例中成型扁铜管后的液冷散热模块的俯视图,图5为本发明一实施例中预装配时圆铜管与连接腔体插接结构截面结构图。
25.如图1所示,在本发明实施例中,该内存液冷散热模块制作方法,包括以下步骤:
26.s100,预装配:在两根中空方形的连接腔体100的相对的侧壁上均开设若干通孔,若干通孔沿连接腔体100的长度方向排列,且两连接腔体100上的若干通孔一一对应。在两连接腔体100的两端分别装配堵头200,将若干圆铜管300的两端分别插入两连接腔体100上相对应的两通孔内,并在堵头200与连接腔体100的端面的连接处及圆铜管300与连接腔体100的侧壁的连接处均卡接焊料环。
27.s200,一体钎焊:将预装配好的液冷散热模块整体水平放置到真空炉内进行加热,使得焊料环融化后将堵头200与连接腔体100及圆铜管300与连接腔体100连接为如图2所示的一体,并使得圆铜管300加热达到退火温度。
28.s300,成型扁铜管400:通过模具对加热到退火温度的液冷散热模块的圆铜管300进行压扁处理而得到如图3-4所示的扁铜管400,使得扁铜管400达到管控的功能尺寸要求,最终冷却得到液冷散热模块。
29.本发明方法采用整体预装配后放置到真空炉一体钎焊的焊接工艺,焊接温度更加容易控制,不会出现焊缝重熔的现象,焊接处连接强度有保证,且制作成本降低。本发明方法的焊接工艺简单,产品制作工艺可控,产品合格率提升。本发明方法通过模具对加热到退火温度的液冷散热模块的圆铜管300进行压扁处理而得到扁铜管400,使得扁铜管400的间距尺寸更加容易控制,产品功能尺寸精度提高,且不会出现焊料堵住扁铜管400的内腔的问题。由于铜材退火后,只有通过形变才能使其硬化,本发明方法通过模具对加热到退火温度的液冷散热模块的圆铜管300进行压扁处理而得到扁铜管400,还使得扁铜管400强度增加,保证了扁铜管400的强度。
30.进一步地,在本实施例中,在步骤s100中,如图5所示,圆铜管300的两端还均开设有与连接腔体100的内部连通的缺口310,缺口310沿圆铜管300的长度方向的深度小于连接腔体100的内径,以保证冷却液从圆铜管300内能顺利流入连接腔体100的内部。圆铜管300的两端插入通孔内时,圆铜管300的端面与连接腔体100的内壁抵接而实现快速定位,使得预装配效率更高且更加方便。
31.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
技术特征:
1.一种内存液冷散热模块制作方法,其特征在于,包括以下步骤:s100,预装配:在两根中空方形的连接腔体的相对的侧壁上均开设若干通孔,若干所述通孔沿所述连接腔体的长度方向排列,且两所述连接腔体上的若干所述通孔一一对应;在两所述连接腔体的两端分别装配堵头,将若干圆铜管的两端分别插入两所述连接腔体上相对应的两所述通孔内,并在所述堵头与所述连接腔体的端面的连接处及所述圆铜管与所述连接腔体的侧壁的连接处均卡接焊料环;s200,一体钎焊:将预装配好的液冷散热模块整体水平放置到真空炉内进行加热,使得焊料环融化后将所述堵头与所述连接腔体及所述圆铜管与所述连接腔体连接为一体,并使得圆铜管加热达到退火温度;s300,成型扁铜管:通过模具对加热到退火温度的液冷散热模块的圆铜管进行压扁处理而得到扁铜管,使得扁铜管达到管控的功能尺寸要求,最终冷却得到液冷散热模块。2.如权利要求1所述的内存液冷散热模块制作方法,其特征在于,在所述步骤s100中,所述圆铜管的两端还均开设有与所述连接腔体的内部连通的缺口,所述缺口沿所述圆铜管的长度方向的深度小于所述连接腔体的内径;所述圆铜管的两端插入所述通孔内时,所述圆铜管的端面与所述连接腔体的内壁抵接而实现定位。
技术总结
本发明公开了一种内存液冷散热模块制作方法,包括:预装配:在连接腔体的两端分别装配堵头,将若干圆铜管的两端分别插入两连接腔体内,并卡接焊料环;一体钎焊:将预装配好的液冷散热模块整体水平放置到真空炉内进行加热钎焊为一体;成型扁铜管:通过模具对圆铜管进行压扁处理而得到扁铜管,最终冷却得到液冷散热模块。本发明的有益效果:焊接温度更加容易控制,不会出现焊缝重熔的现象,焊接处连接强度有保证,且制作成本降低。焊接工艺简单,产品制作工艺可控,产品合格率提升。扁铜管的间距尺寸更加容易控制,产品功能尺寸精度提高,且不会出现焊料堵住扁铜管的内腔的问题。扁铜管强度增加,保证了扁铜管的强度。保证了扁铜管的强度。保证了扁铜管的强度。
技术研发人员:陈基明 司国栋
受保护的技术使用者:深圳市晟达真空钎焊技术有限公司
技术研发日:2021.11.30
技术公布日:2022/3/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。