1.本发明涉及工件的处理领域,尤其涉及一种用于管路件处理的检验工装和洗烘工装及处理方法。
背景技术:
2.如图1所示,带球头的管路件1由底座11、球头12、外套螺母13组成,外套螺母13内设有外套螺母内螺纹孔131,球头12上设有轴向贯通的球头孔121。此种管路件的全过程处理工序复杂。工序流程包括:装配、酸洗、烘干、装配、氩弧焊、钳、清洗、热处理、光刻、探伤、试验、清洗、终检、包装。在操作过程及周转过程中球面与外套螺母发生接触,导致球面在10倍显微镜下检验时多批100%不同程度的划伤。由于球头长度比较短,装配完成后端面与外套螺母端面齐平,无法进行返修。
技术实现要素:
3.针对上述的技术问题,本发明提出一种管路件的检验工装、清洗工装和烘干工装及使用方法,用以解决现有技术中的球面容易划伤的问题。
4.为了达到上述目的,本发明的技术方案是这样实现的:管路件的固定工装,包括固定工装本体,固定工装本体上设有与外套螺母内螺纹孔螺纹配合的外螺纹段,外螺纹段前端设有可插入球头孔内且与球头孔契合的插头;所述固定工装包括常温用固定工装和高温用固定工装。
5.管路件的洗烘工装,包括u型结构的槽体,槽体底部设有若干个用于放置球头的通孔,通孔与球头的直管段配合。
6.优选地,所述通孔的一侧为开放口便于球头的直管段从侧面进入通孔内。
7.管路件的检验工装,包括检验工装本体,检验工装本体上设有与底座契合的底座槽、与外套螺母配合的第一螺母槽,且外套螺母可在第一螺母槽内移动。
8.优选地,所述检验工装本体上设有与外套螺母配合的第二螺母槽,第二螺母槽和第一螺母槽分别位于底座槽的两侧;第二螺母槽通过过渡槽与底座槽连通,且过渡槽与球头的直管段契合。
9.优选地,所述底座为
“┐”
型结构,底座槽为
“┬”
型结构以使管路件可左、右翻转放置。
10.优选地,所述底座为
“┐”
型结构,底座槽为
“┼”
型结构以使管路件可上、下、左、右翻转放置。
11.管路件的处理方法,包括如下步骤:酸洗工序:球头放置在洗烘工装的通孔中,将球头的下端浸在酸洗液中酸洗,然后放在清水中冲洗、吹干,再用保护膜缠绕便于周转;烘干工序:将球头放在洗烘工装上,放入烘干箱中烘干后取出,通过显微镜下检验后,用保护膜缠绕便于周转;
装配工序:将球头套在固定工装的插头上,将外套螺母套在球头外侧,并将外套螺母与固定工装的外螺纹段拧紧;氩弧焊工序:将管路件装夹在固定工装上进行焊接,焊接完成后,将管路件连同固定工装放置在检验工装本体的底座槽和第一螺母槽中进行检验;检验时先将固定工装去掉,然后将外套螺母向球头的直管段移动至靠近第一螺母槽的内端,检查球面有无碰伤,检验完成后,移动外套螺母靠近球头的球头端,然后将管路件装夹在常温用固定工装上。
12.钳工序:对管路件进行抛光;热处理工序:将带常温用固定工装的管路件放在检验工装本体的底座槽和第二螺母槽中,然后将常温用固定工装去掉,将高温用固定工装与管路件安装。将带高温用固定工装的管路件一起放入热处理炉,进行去应力退火;出炉后,按氩弧焊工序的检验步骤检验球面,完毕后,然后将管路件装夹在常温用固定工装上。
13.试验工序:将带固定工装的管路件放在检验工装本体的底座槽和第二螺母槽中,然后将固定工装去掉,然后将固定工装前端安装o型圈后与外套螺母拧紧,进行试验,待试验结束后,进行球面检验,然后将o型圈去掉;检验完毕后,将固定工装与管路件安装;清洗工序:将带固定工装的管路件放在检验工装上后去掉固定工装,将管路件与固定工装分别进行清洗、吹干。然后将固定工装与管路件重新安装;包装工序:将带固定工装的管路件包装入库。
14.优选地,所述钳工序与氩弧焊工序之间还有辅助清洗工序,辅助清洗工序过程中,固定工装与管路件始终连接,且球头与外套螺母无相对移动。
15.优选地,所述清洗工序与包装工序还有检验工序,检验工序的方法与氩弧焊工序中的检验步骤一致。
16.本发明的有益效果:本发明通过固定工装前端进行圆滑设计,防止划伤球头,用端面进行定位,防止球面定位碰伤球面,避免球面与外套螺母发生接触划伤球面;通过u型结构的洗烘工装,在洗烘过程及周转过程中,保护球面避免导致球面上的划伤。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
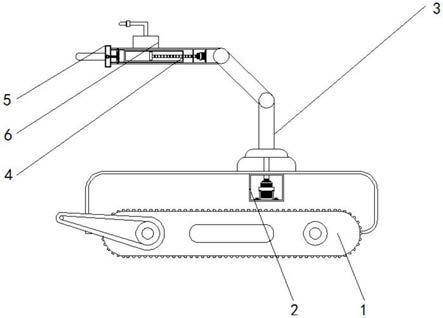
18.图1为本发明的管路件的结构示意图;图2为本发明的清洗工装的使用结构示意图;图3为图2中a-a的剖面结构示意图;图4为本发明的烘干工装的使用结构示意图;图5为图4中的b-b的剖面结构示意图;图6为本发明的检验工装和常温固定工装的使用结构示意图;图7为图6中的c-c的剖面结构示意图;图8为本发明的检验工装的使用结构示意图;图9为图8中的d-d的剖面结构示意图;
图10为本发明的检验工装和高温固定工装的使用结构示意图;图11为图10中的e-e的剖面结构示意图。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.如图1、图7、图10和图11,本发明的实施例所述的管路件的固定工装,包括与外套螺母内螺纹孔131螺纹配合的外螺纹段32,外螺纹段32前端设有可插入球头孔121内且与球头孔121契合的插头31,外螺纹段32后端的部分为手柄段方便操作固定工装。固定工装前端进行圆滑设计,防止划伤球头,用端面进行定位,防止球面定位碰伤球面,避免球面与外套螺母发生接触划伤球面。固定工装包括常温用固定工装3a和高温用固定工装3b。常温用固定工装3a和高温用固定工装3b的结构一致,材质不同。
21.管路件的洗烘工装,包括u型结构的槽体2,槽体2底部设有若干个用于放置球头12的通孔21,通孔21与球头12的直管段配合;所述通孔21的一侧为开放口便于球头12的直管段从侧面进入通孔21内。洗烘工装包括清洗工装2a和烘干工装2b,因为使用温度不一样,因此材质或厚度不一样。通过洗烘工装在洗烘过程及周转过程中,保护球面避免导致球面上的划伤。
22.管路件的检验工装,如图1、图6~图11所示,包括检验工装本体4,检验工装本体4上设有与底座11契合的底座槽41、与外套螺母13配合的第一螺母槽42,且外套螺母13可在第一螺母槽42内移动。本实施例中,检验工装本体4为方形结构,方形结构的上部设有底座槽41和第一螺母槽42,底座槽41包括与底座11的方形部分契合的方形槽以及与底座11的直杆段契合的细长半圆槽,第一螺母槽42为与外套螺母13契合的短宽半圆槽,外套螺母13可在该槽内移动;由于底座11上还有一段直径小于方形部分宽度的内螺纹段,因此底座槽41还包括与内螺纹段契合的第一变径段,底座槽41通过第一变径段与第一螺母槽42连通。底座槽41和第一螺母槽42组成用于检验中放置管路件的检验部,用于对管路件1的检验工作。
23.如图6~图11所示,所述检验工装本体4上设有与外套螺母13配合的第二螺母槽43,第二螺母槽43和第一螺母槽42分别位于底座槽41的两侧;第二螺母槽43通过过渡槽44与底座槽41连通,且过渡槽44与球头12的直管段契合,其中,底座槽41靠近第二螺母槽43的一侧设有与底座11上内螺纹段契合的第二变径段,底座槽41通过第二变径段与过渡槽44连通。底座槽41和第二螺母槽43组成用于热处理或试验步骤中放置管路件的热处理部或试验部。
24.管路件的处理方法,该方法实施过程中,操作人员均带一次性乳胶手套,不得裸手接触球面,处理方法包括如下步骤:管路件1的所有零件领取后,在10倍显微镜下检球头不得有任何碰伤、划伤等缺陷,检查后立即放在清洗工装2a上,放置时用手捏住球头12的直管段,放置方向按图2所示,球头12的球面不得与清洗工装2a有任何接触,放置完毕后,用保护膜有序缠绕防止球头掉落及多余物进入,然后进行周转;其中,清洗工装2a采用δ3亚克力板制作;所述的保护膜为保鲜膜;
酸洗工序:有序拆除保护膜,保持球头12放置在洗烘工装的通孔21中,将球头12的下端3mm浸在酸洗液中酸洗,然后放在清水中冲洗、吹干,再用保护膜缠绕有序缠绕防止球头掉落及多余物进入,然后进行周转;烘干工序:将球头12放在烘干工装2b上,放置时用手捏住球头12的直管段,放置方向按图3所示,球头的球面不得与烘干工装2b有任何接触;放入烘干箱中烘干后,烘干箱温度设置60℃,烘干13min后取出,通过10倍显微镜进行检验,检验后立即用保护膜有序缠绕防止球头掉落及多余物进入,然后进行周转;其中,烘干工装2b采用δ8亚克力板制作;装配工序:将球头12套在固定工装3a的插头31上,将外套螺母13套在球头12外侧,并将外套螺母13与固定工装3a的外螺纹段32拧紧;氩弧焊工序:将管路件1装夹在固定工装3a上按流程进行焊接,全程不拆卸,焊接完成后,将管路件1连同固定工装3a放置在检验工装本体4的检验部即底座槽41和第一螺母槽42中进行检验;检验时,确认放置稳定后,先将固定工装3a去掉,然后将外套螺母13向球头12的直管段移动至靠近第一螺母槽42的内端,放置位置如图8和图9所示,然后检查球面有无碰伤,检验完成后,移动外套螺母13靠近球头12的球头端,然后将管路件1装夹在固定工装3a上,如图6和图7所示。所有球面的检验工序均按此检验步骤执行;钳工序:对管路件1进行抛光;辅助清洗工序,辅助清洗工序过程中,固定工装3a与管路件1始终连接,且球头12与外套螺母13无相对移动;热处理工序:将带固定工装3a的管路件1放在检验工装本体4的处理部即底座槽41和第二螺母槽43中,然后将固定工装3a去掉,将固定工装3b与管路件1安装、拧紧。将带固定工装3b的管路件1一起放入热处理炉,进行去应力退火。去应力退火温度为620℃
±
10℃,时间为2.3h。固定工装3a原材料为紫铜,固定工装3b材料为钛合金;出炉后,按氩弧焊工序的检验步骤检验球面,完毕后,然后将管路件1装夹在固定工装3a上;光刻工序:此工序固定工装3a与管路件1始终连接;探伤工序:此工步固定工装3a与管路件1始终连接;试验工序:将带固定工装3a的管路件1放在检验工装本体4的底座槽41和第二螺母槽43中,然后将固定工装3a去掉,然后将固定工装3a前端安装o型圈后与外套螺母13拧紧,进行试验,待试验结束后,进行球面检验,然后将o型圈去掉;检验完毕后,将固定工装3a与管路件1安装;清洗工序:将带固定工装3a的管路件1放在洗烘工装上后去掉固定工装3a,将管路件1与固定工装3a分别进行清洗、吹干。然后将固定工装3a与管路件1重新安装。
25.检验工序,检验工序的方法与氩弧焊工序中的检验步骤一致;包装工序:将带固定工装3a的管路件1包装入库,期间固定工装3a不得去掉。
26.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。