复合材料车辆部件构造
1.相关申请的交叉引用
2.本技术要求于2019年6月11日提交的美国临时专利申请序列号62/859796的优先权,该申请通过引用并入本文。
技术领域
3.本发明总体上涉及一种复合材料,特别是涉及由复合中空结构芯夹层结构形成的车门或车身部件以及由透明树脂形成的车窗。
背景技术:
4.轻型和重型全地形通用车辆,例如厢式货车和运动型多功能车,越来越受到商务和个人用户的青睐。这些车辆通常装配有提升式门或后舱门,其打开和关闭以暴露和封闭车辆的行李箱空间或货舱。另外,一些这样的车辆包括滑动侧门,该滑动侧门在轨道上滑动,以打开和闭合,从而暴露或者封闭车辆的乘客舱的部分。典型的提升式门、车门和车身面板也形成了车辆的结构性车身部件,分别在后部或侧面碰撞中提供能量吸收和抗冲击性。典型的提升式门、车门和车身面板由铝或钢制成,以提供车辆结构部件所需的高强度。典型的提升式门、车门和车身面板通常还包括驾驶员能够透过其观看的车窗。这种车窗由玻璃形成,例如夹层玻璃,其形成为两层玻璃,两层玻璃之间具有乙烯基薄层。车窗单独形成,并且随后装接到形成提升式门、车门或车身面板的框架结构。
5.以汽车、运输和物流为基础的行业中的重量减轻一直是用以制造更省油的车辆的主要关注点。为了实现车辆的重量减轻,已经引入轻质复合材料来代替典型的金属结构和表面车身部件与面板。复合材料是由具有显著不同物理或化学特性的两种以上组成材料制成的材料,当所述两种以上组成材料组合时,会产生具有不同于单个成分的特性的材料。单个成分在完成的结构中保持独立和差异。出于多种原因,复合材料可能是优选的:常见的例子包括与传统材料相比更坚固、更轻或更便宜的材料。
6.夹层结构复合材料是一种特殊类型的复合材料,其通过将两个薄而坚硬的表层附接到轻质但厚的芯部来制造。芯材通常是低强度材料,但其较高的厚度为夹层复合材料提供了高弯曲刚度和整体低密度。虽然之前已经开发出夹层结构以提供强度和减轻的重量,但无论表面最外层是热固性树脂还是热塑性塑料,获得具有车辆外观质量的高光泽表面的能力仍然是一个挑战。这些努力的例子是u.s.5087500a、u.s.4803108a、u.s.8091286b2、u.s.4369608a、u.s.3553054a和wo2018/202473。通常在需要车辆高表面光泽度的环境中不使用这种夹层结构,例如提升式门、车门、车身面板,或者求助于额外的外层以提供高光泽的最外层。这种最外层可以在结构生产之后或通过在铸型涂料中施加,这两者都会增加生产的成本和复杂性。
7.夹层结构的另一个传统问题是边缘是无效的,并且允许湿气或水分渗入使得透穿至芯内,并且经常与成品车辆表面要求不一致。在极端温度下,这种透穿的水分可能降低结构的使用寿命,与此同时增加其重量。当芯部由诸如纸这样的纤维素材料形成时,这些水分
渗入问题特别明显。因此,考虑到车辆的这些区域暴露于天气,这样的复合夹层结构已经不适于形成提升式门和车门。
8.即使当提升式门、车门和车身面板由轻质复合材料形成时,玻璃窗部也是重的,从而限制了这些部件的重量可以减轻的量。另外,由于车窗与提升式门、车门或车身面板的结构分离地形成并且因此要求单独的接合部或者装接步骤以形成完整的提升式门、车门或者车身面板,导致低的制造产量、增加的成本以及额外的工艺。
9.因此,存在对由轻质复合材料形成的轻质、高强度车辆部件构造的需要,该轻质复合材料具有通过流线型制造工艺形成的窗部,具有提高的制造产量和降低的成本。
技术实现要素:
10.本发明提供了一种由轻质复合材料形成的轻质、高强度车辆部件构造,该复合材料具有通过流线型制造工艺形成的窗部,具有提高的制造产量和降低的成本。根据实施例,本发明的车辆部件构造包括由复合夹层板材形成的框架以及框架内的由透明树脂形成的车窗。框架的复合夹层板材包括界定多个孔的中空结构芯、通过第一粘合层粘附到中空结构芯的第一面的高光泽表面片材以及通过第二粘合层粘附到中空结构芯的第二面的结构表皮。框架界定通孔,该通孔从框架的外表面延伸到框架的相反设置的内表面。车窗形成在框架的通孔内。根据实施例,车辆构造部件是车辆的尾门、提升式门或者舱门。
11.本发明还提供了用于形成上述本发明的车辆部件构造的方法。所述方法包括将复合夹层板材的片材置于模具中;将复合夹层板材的片材切割为框架的预定形状;以及将透明树脂注射到模具中以在框架的通孔中形成车窗。
附图说明
12.参照以下附图进一步详细说明本发明,这些附图旨在示出本发明的某些方面,但不应被解释为对本发明实施的限制。
13.图1是车辆的后立体图,其特征在于本发明的车辆部件构造的若干实施例;
14.图2是图1的车辆的后立体图,其中,根据本发明的实施例的提升式门或尾门处于打开位置;
15.图3示出了根据本发明的实施例的本发明的车辆部件构造的立体图;
16.图4是用于形成本发明的部件构造的实施例的复合夹层板材的部分切除的立体图;
17.图5是图4的复合夹层板材的沿着将六边形孔一分为二的线的部分切除的放大侧视图。
18.图6a-6d是复合夹层板材的边缘的截面图;
19.图7是具有导管的复合夹层板材的局部切除的立体图,该导管用于形成本发明的部件构造的实施例。
具体实施方式
20.本发明可用作由轻质复合中空结构芯夹层结构形成的轻质、高强度的提升式门、车门或车身面板构造,通过流线型制造工艺形成,且具有提高的制造产量和降低的成本。复
合夹层结构的使用允许替代诸如钢或铝这样的传统材料,而不会损失强度。另外,本发明可用作具有同时形成于其中的透明车窗部的提升式门、车门或车身面板构造,以进一步减轻提升式门、车门或车身面板构造的重量,与此同时还改善了生产周期和生产量。
21.根据实施例,提升式门、车门或车身面板构造由夹层复合结构形成,如在2018年12月3日提交的共同未决的美国临时专利申请no.62/774600中详述,其内容在此通过引用并入。如其中所述,夹层复合结构的实施例提供高光泽表面片材和结构表皮,其通过在涂覆时有粘性的粘合剂或胶粘剂而粘附到中空结构芯。所涂覆的粘合剂的粘度允许与中空结构芯的内部体积接触以产生更大的粘合表面积,但在粘合剂固化或硬化之前不会过度流入由中空结构芯界定的孔内,从而提供更大的夹层复合结构的部件之间的粘附接触面积。结果,观察到夹层复合结构的部件的分层减少,并且阻止了结合线透穿(readthrough)到高光泽表面片材中。可以理解,提供高光泽外表面而无需借助额外的最外层需要平衡复合夹板结构的相反表面张力特性,以避免与结构弯曲相关的公差损失。本发明的实施例还具有作为水密和防水复合夹板结构的实用性。
22.现在将参考以下实施例来描述本发明。通过这些描述显而易见的是,本发明能够以不同的形式实施并且不应被解释为限于在此阐述的实施例。相反,提供这些实施例是为了使本公开彻底和完整,并将向本领域技术人员充分传达本发明的范围。例如,关于一个实施例示出的特征可以并入到其他实施例中,并且关于特定实施例示出的特征可以从该实施例中删除。此外,根据本公开内容,本领域技术人员将显而易见的是,对在此揭示的实施例的诸多变化和添加不脱离当前发明。因此,以下说明旨在说明本发明的一些特定实施例,而不是穷尽说明其所有排列、组合和变化。
23.应当理解,在提供数值范围的情况下,该范围旨在不仅包括该范围的终点值,而且还包括明确地包括在该范围内并且通过范围的最后一个有效数字而变化的该范围的中间值。举例来说,所列举的1至4的范围旨在包括1-2、1-3、2-4、3-4和1-4。
24.除非另有定义,否则本文使用的所有技术和科学术语具有与本发明所属领域的普通技术人员通常理解的相同的含义。本文本发明的描述中使用的术语仅用于描述特定实施例的目的,并不旨在限制本发明。
25.除非另外、明确地或通过上下文指出,否则以下术语在本文中如下文所述使用。
26.如在本发明的说明书和所附权利要求中使用的,单数形式“a(一)”、“an(一个)”和“the(所述一个)”也旨在包括复数形式,除非上下文另有明确指示。
27.同样如本文所用,“和/或”是指并涵盖一个或多个相关所列项目的任何和所有可能的组合,并且在以替代方式(“或”)解释时不含组合。
28.如本文所用,术语“高光泽表面”是指当在良好照明区域中离观察者约24-28英寸并且以 /-90度垂直于零件表面地视觉检查表面缺陷约3秒时,具有最小可感知表面缺陷的表面。也就是说,术语“高光泽表面”是指能够被涂漆并被认定为“a级”车身部件的表面。这通常通过astm d523测量。在汽车行业中,a级表面是消费者在不运行车辆的情况下可以看到的表面(例如,打开发动机罩或行李箱盖),而a级表面光洁度通常指的是涂料的外板,并且具体地是指零件上的图像清晰度(doi)和光泽水平。应当理解,表面层可以在获得赋予高光泽的涂料涂层之前经受打磨、修整和涂底,但是必须保持底漆和涂料的维度(dimensionality)和粘合均匀性,从而实现高光泽的光洁度。
29.图1和图2示出了车辆50的后立体图,其特征在于本发明的车辆部件构造52、52'、52”、52”'、52
””
的若干实施例。根据实施例,本发明的车辆部件构造是尾门、提升式门或者舱门52;滑动门52';车身面板52”、52
””
;或者车顶面板52”',例如具有天窗的车顶面板。为了附图清晰,除非另作说明,否则与本发明的车辆部件构造的实施例的特征相关的参考标号通常针对车辆部件构造52而示出;然而,应当理解为描述和引用的特征可以存在于本发明的车辆部件构造52、52'、52”、52”'、52
””
的所有实施例中。根据实施例,本发明的车辆部件构造包括由复合夹层板材10形成的框架54以及车窗56。框架54具有外表面58和相反设置的内表面60。框架54在自身中界定了通孔62,该通孔62从框架54的外表面58延伸至框架54的内表面60。车窗56形成在框架54的通孔62内。车窗56由诸如透明树脂或者玻璃的透明材料形成。
30.根据实施例,车窗56通过注射成型形成。在这样的实施例中,形成车窗56的透明树脂注射到模具中,优选地,用于形成框架54的形状的同一模具。从而,整个车辆部件构造能够由单个模具或者制造设备形成为单个部件。这为制造商节省了大量时间和金钱。
31.根据实施例,车窗56的透明树脂是具有高抗冲击性和韧性的热塑性树脂,例如丙烯腈丁二烯苯乙烯(abs)。另外,由树脂形成的车窗56在重量上比普通的玻璃窗轻很多,从而显着降低了车辆部件构造的重量。根据实施例,abs树脂包括15%至35%的丙烯腈、5%至30%的丁二烯和40%至60%的苯乙烯。由abs树脂制成的部件具有高抗冲击性和韧性,使abs特别适合用于形成车窗。能够调整透明树脂以提高抗冲击性、韧性和耐热性。例如,能够通过增加聚丁二烯相对于苯乙烯和丙烯腈的比例来增强抗冲击性,尽管这会导致其他性能发生变化。在较低温度下,抗冲击性不会迅速下降。能够通过调整材料加工为最终产品的条件来进一步调整透明树脂。例如,高温成型提高了产品的光泽度和耐热性,而低温成型获得了最高的抗冲击性和强度。纤维(通常是玻璃纤维)和添加剂可以混合在树脂颗粒中,以使最终产品强度更高,并将最高工作温度提高至高达80℃(176
°
f)。根据实施例,颗粒被添加到透明树脂中,使得车窗56被着色以提供车辆内的uv防护。根据实施例,在透明树脂中提供添加剂以提高车窗56抵抗紫外线辐射的有害影响的能力。
32.根据实施例,车窗56由玻璃形成。在这样的实施例中,玻璃车窗56可以以框架54围绕玻璃车窗56成型的方式定位。或者,玻璃车窗56结合到唇部,该唇部围绕形成在框架54中的通孔62。
33.根据实施例,由玻璃或透明树脂形成的车窗56包括成型到车窗56中的车窗除霜器元件。根据实施例,车窗除霜器元件是多条电线,该多条电线被配置为电加热使得在车窗56上形成的任何霜、雾或冰都可以通过加热电线去除。根据实施例,车窗56的车窗除霜器元件包括定位在窗户56外部的连接器。连接器被配置为与定位在框架54上的对应连接器连接。
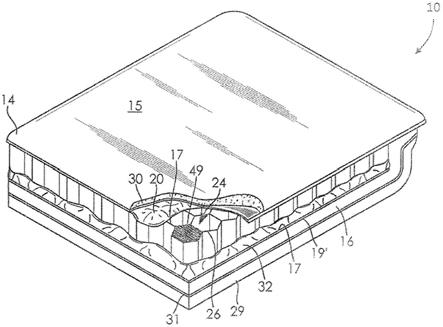
34.如上所述,框架54由复合夹层板材10形成。复合夹层板材10包括:具有壁26的中空结构芯12,该壁26界定在面17和17'处终止的孔24的有序阵列;高光泽表面片材14,其通过第一粘合层20粘附到中空结构芯12的第一面17;以及结构表皮16,其通过第二粘合剂层22粘附到中空结构芯12的第二面17'。高光泽表面片材14具有适合作为汽车车身外表面的高光泽光洁度。根据实施例,框架54的外表面58由复合夹层板材10的高光泽表面片材14界定,并且框架54的相反设置的内表面60由复合夹层板材10的结构表皮16界定。因此,框架54形成为结构部件,并且同时形成为装饰部件,而不需要独立于框架54的额外的高光泽面板以
完成车辆部件。
35.如图4所示,表面片材14的一部分被切除以露出粘合剂20、布(如果存在的话)和中空结构芯12。表面片材14通过第一粘合层20粘附到中空结构芯12的第一侧。根据实施例,表面片材14呈现面向外侧的高光泽表面15。图5是用于形成根据本发明的实施例的本发明的车辆部件构造52的复合夹层板材10的放大截面图。图5显示了构成复合夹层板材10的各个层的更多细节。在一些实施例中,布19存在于中空结构芯12的面17与表面片材14之间,布19嵌入在粘合剂20中。结构表皮16通过第二粘合剂层22粘附到中空结构芯12的相反的第二侧。在一些实施例中,布19'存在于中空结构芯12的面17'与结构表皮16之间,布19'嵌入粘合剂22中。
36.根据实施例,中空结构芯12由限定多个孔24的轻质材料所形成,以降低中空结构芯12的整体密度。中空结构芯12由多种材料形成,该多种材料包括:纤维素制品,诸如瓦楞纸板、纸板、纸料;热塑性塑料,诸如聚(甲基丙烯酸甲酯)(pmma)、丙烯腈丁二烯苯乙烯(abs)、聚酰胺、聚交酯、聚苯并咪唑、聚碳酸酯、聚醚砜、聚乙烯、聚丙烯、聚苯乙烯、聚氯乙烯和前述任一种的嵌段共聚物,其中前述热塑性材料中的至少一种构成共聚物的大部分重量而无视聚合物或共聚物的立构规整度;热固性塑料,诸如聚酯、聚脲、聚氨酯、聚脲/聚氨酯、环氧树脂、乙烯基酯;金属,诸如铝、镁以及前述金属中的任何一种的合金,其中前述金属中的至少一种构成合金的大部分重量;由聚氨酯、聚乙烯、乙烯乙酸乙烯酯、聚丙烯、聚苯乙烯、聚氯乙烯或者气凝胶形成的泡沫,而不管泡沫是开孔还是闭孔。在中空结构芯的某些实施例例如12中,界定孔24的壁26的顶部边缘形成诸如六边形、圆形、菱形、三角形、平行四边形和规则四边形、蜂窝、菱形、正方形、三角形、平行四边形、圆形或它们的组合这样的各种形状的阵列。在一些实施例中,壁26的厚度与面17与17'之间的最大线性范围的比率在0.01-10:1之间。在这样的实施例中,壁厚范围从0.1mm到100mm。
37.粘合层20、22由热塑性或可固化制剂中的一者形成,可以是胶水形式的聚氨酯或聚氨酯预聚物粘合剂、湿固化粘合剂、反应性热熔粘合剂或聚氨酯树脂。如图5所示,由于施加到表面片材14与中空结构芯12之间以及结构表皮16与中空结构芯12之间的粘合层20、22的压缩力,粘合剂20、22被设计成在与面17和壁26的接触部上具有初始粘度以部分地填充中空结构芯12的孔24。粘合层20、22的粘度确保在粘合剂达到最终强度之前粘合剂不会过度流入中空结构芯中界定的孔内。因此,用于表面片材和结构表皮与中空结构芯之间的粘合的粘合表面积比表面处的壁的表面积大至少5%。这种增加的粘合表面积减少了复合夹层10的部件的分层,并且令人惊讶地允许使用不表现出结合线透穿的更薄的表面片材。由于将粘合剂表面积覆盖率从10%增加到50%的表面积,使得相对昂贵的高光泽表面片材的厚度从1.5mm减少到1.3mm到0.8mm之间,同时仍然防止结合线透穿。
38.复合夹层板10的高光泽表面片材14由片状模塑料(smc)、热塑性塑料、二环戊二烯(dcpd)、包覆成型聚氨酯(pu)或它们的组合形成。根据实施例,表面片材14是具有高光泽表面15的高光泽表面片材。表面片材14可以包括填充材料30以增强和/或助于降低高光泽度表面片材14的重量。填充材料30是玻璃纤维、碳纤维、天然纤维、中空或实心玻璃微球,或它们的组合中的任一种。纤维可以是定向的或非定向的。在smc形成高光泽表面的一些本发明实施例中,此处使用由continental structural plastics,inc.(大陆结构塑料有限公司)出售的商品名和ultra-lite
tm
的树脂封装。其示例性配方详述于
u.s.7700670、wo2017/184761和u.s.7524547b2。应当理解,高光泽片材常规地包括用于保持维度的添加剂。这些添加剂常规地包括玻璃纤维;碳纤维;无机颗粒填料,例如碳酸钙、滑石和炭黑;玻璃微球;碳纳米管;石墨烯;低轮廓添加剂;除水剂;以及它们的组合。在不考虑边缘的情况下,本发明的高光泽表面片材的典型厚度在0.5至5毫米(mm)的范围内。
39.根据实施例,着色剂被添加到形成复合夹层板10的高光泽表面片材14的片状模塑料(smc)、热塑性塑料、二环戊二烯(dcpd)、包覆成型聚氨酯(pu)或其组合中。因此,由这样的复合夹层板10形成的框架54的外表面设置有车辆外部的颜色从而消除了额外的部件精加工处理例如打底漆和涂漆。
40.如本领域普通技术人员将理解的,考虑到所使用的材料和必要的成形工艺,高光泽表面片材往往是待制造的相对密实的部件和昂贵的部分,以保持适合于a级车身部分的最小可感知的表面缺陷。为了降低复合夹层板材10的成本和重量,相应地期望减小高光泽表面片材14的厚度,使其尽可能薄。还应当理解,当高光泽表面片材14的厚度减小时,高光泽表面片材14在由中空结构芯12上方的面17的有限部分支撑时易于变形。尽管第一粘合层20的大接触表面积的结果是有利的,但是在一些本发明的实施例中,布材19嵌入第一粘合层20中。
41.结构表皮16通过第二粘合层22粘附到中空结构芯12的第二侧。结构表皮16由纤维毡、热塑性片材或smc形成,纤维毡具有非定向、非编织纤维、单向或编织纤维。结构表皮16提供坚固耐用的表面。在一些实施例中,结构表皮16终止于表面片材14的背侧以封装中空结构芯12。
42.根据某些实施例,复合夹层板材10通过在中空结构芯12的孔24内放置吸音和/或吸热材料来提供消音、阻燃、隔热或其组合。根据实施例,中空结构芯12的孔24由填充物49至少部分地填充。该填充物例示性地包括泡沫颗粒、阻燃剂或相变材料。本文可使用的相变材料包括蜡或无机盐水合物。
43.表面片材14和结构表皮16沿复合夹层板材10的边缘33a-33d结合在一起以形成密封,分别如图6a-6d所示。在其中复合夹层面板组件10的所有边缘被密封的某些实施例中,中空结构芯12被完全封闭并且抑制湿气进入复合夹层面板组件10的内部。在由复合夹层面板组件10形成的本发明的车辆部件构件52的部件暴露于包括阳光、雪、湿气和雨水这样的自然因素的情况下,考虑到部件内的水分的冷冻解冻循环会引起复合夹层面板组件10的膨胀和潜在缺陷,导致对车辆部件构件52的损坏,因此防止湿气进入复合夹层板材10的内部是重要的。另外,在其中中空结构芯12由诸如纸的亲水材料形成的实施例中,复合夹层面板组件10内的水分将破坏中空结构芯12并使部件失效。
44.图6a-6d分别示出了根据本公开的将表面片材14和结构表皮16结合在一起以形成密封边缘33a-33d的方式的各种实施例。在一些本发明的实施例中,弹性垫圈34在33c处设置在表面片材14与结构表皮16之间以使边缘33c更防水。应当理解,垫圈容易包括在其它边缘接合部33a、33b和33d中。垫圈35在更广泛的使用条件范围内增强了边缘密封的维护。
45.本领域普通技术人员将理解,为了在表面片材14与结构表皮16之间形成边缘密封,表面片材14和结构表皮16中的至少一者需要足够的材料来包裹围绕复合夹层10的边缘。根据实施例,表面片材14和结构表皮16中的至少一者的尺寸大于最终复合部件的尺寸,使得材料能够包裹在最终边缘复合夹层10的周围。根据某些实施例,表面片材14和结构表
皮16中的至少一者预成型为使得其具有从片材材料的平面大致垂直延伸的边缘。
46.根据实施例,一旦形成边缘密封,就从复合夹层切割多余的材料。如图6a所示,结构表皮16的多余材料已经通过压靠由表面片材14形成的凹口35a的刃或槽刨机而从复合夹层组件10剪切。在图6b中,通过与表面片材14的肩部35b接合的工具去除多余材料而形成边缘33b。在图6c中,通过与表面片材14的肩部35c接合的工具去除多余材料而形成边缘33c。此外,如图6d所示,表面片材14和结构表皮16中的一者或两者的多余材料利用压靠肩部35d的工具而修整。
47.假设复合夹层板材10的表面片材14和结构表皮16结合在一起以形成密封边缘33a-33d,从而保护表面片材14和结构表皮16内的中空结构芯12,则根据实施例的本发明的车辆部件构造52、52'、52”、52”'、52
””
的框架54浸入油漆中用于精加工。根据实施例,框架54被电覆层,即,框架54被浸入被吸引到框架54的带电涂层,以均匀覆盖框架。
48.再次参考图1-3,本发明的车辆部件的实施例包括尾门、提升式门或舱门52;滑动门52';车身面板52”、52
””
;或车顶面板52”',例如具有天窗的车顶面板。根据实施例,尾门、提升式门或舱门52或者滑动门52'包括锁定机构64。锁定机构64位于由复合夹层板材10的结构表皮16界定的框架54的内表面60上。根据实施例,在框架54成形且形成后锁定机构装接到框架54,其可以包括在框架的内表面60中切出一个开口,该开口对应于锁定机构64的形状和预期位置。锁定机构64可以包括闩锁和锁扣,它们被构造为彼此协作以保持尾门、提升式门或舱门52或者滑动门52'处于相对于车辆框架的关闭位置。
49.如图7所示,本发明的尾门、提升式门或舱门52;滑动门52';车身面板52”、52
””
;或者车顶面板52”'的实施例包括导管系统120,该导管系统120嵌入到各个车辆部件的框架54的复合夹层板材10内。如图7所示,导管系统120嵌入到复合夹层面板组件10的中空结构芯12内,该复合夹板组件10形成本发明的尾门、提升式门或舱门52;滑动门52';车身面板52”、52
””
;或者车顶面板52”'的框架54。根据实施例,导管系统120包括在车辆部件的框架54形成之前成型到复合夹层10的中空结构芯12中的管或线。根据实施例,导管系统120包括电线、通风管道或加热元件。或者,本发明的尾门、提升式门或舱门52;滑动门52';车身面板52”、52
””
;或者车顶面板52”'的实施例能够包括诸如扬声器、灯、用于调节车辆内气候的通风口以及用于去除存在于车辆部件上或者形成于车辆部件中的窗户上的冰或雪的除霜元件这样的特征。各种车辆部件的导管系统120被配置为彼此对齐以形成贯穿车辆的单个连接的导管系统,以将本发明的尾门、提升式门或舱门52;滑动门52';车身面板52”、52
””
;或者车顶面板52”'的各自的电线、通风管道和/或加热元件与车辆的类似的电线、通风管道和/或加热元件连接以发挥作用。
50.根据实施例,尾门、提升式门或舱门52或者滑动门52'包括把手66。把手66定位在框架54的由复合夹层板材10的高光泽表面片材14界定的外表面58。根据实施例,在框架54成形且形成之后把手66装接到框架54,把手66可以包括在框架的外表面58中的与把手66的形状和预期位置相对应的装接钻孔。
51.根据实施例,尾门、提升式门或舱门52包括将尾门、提升式门或舱门52可移动地装接到车辆框架的多个铰链68。根据实施例,铰链68装接到复合构造的框架58的内表面60。根据实施例,框架包括与铰链68的形状和预期位置相对应的多个切口70。这样的切口70通过将切口70从框架54的材料中切出或者通过在形成框架54时通过成型而在框架中形成切口
70而形成在框架54中。根据实施例,切口70沿着框架54的上部边缘或者顶部边缘而定位,如图3所示。在这样的情况下,尾门、提升式门或舱门52绕着铰链68枢转,以向上移动至打开位置,如图2所示。根据实施例,铰链沿着框架54的侧边缘定位,使得尾门、提升式门或舱门52绕着铰链68枢转,以向上移动至打开位置。
52.根据实施例,尾门、提升式门或舱门52包括雨刮器72,该雨刮器72枢转地安装到框架54的外表面60。雨刮器72被构造为与车窗56装接,以从车窗56的表面刮擦液体、碎片、灰尘。根据实施例,在形成框架54之后雨刮器72装接到框架54。因此,装接雨刮器72可以包括将在框架54的外表面58中钻入装接孔以及利用紧固件将雨刮器72装接到该装接孔。
53.如图2所示,尾门、提升式门或舱门52的实施例包括保险索51,该保险索51被构造为装接在尾门、提升式门或舱门52与车身之间。根据实施例,保险索51在保险索51的第一端处嵌入尾门、提升式门或舱门52中并且在保险索51的相反端处可装接到车身的框架。保险索51因此在铰链68之外的点处将尾门、提升式门或舱门52连接到车身。从而,在铰链68的碰撞或故障的情况下,尾门、提升式门或舱门52维持连接到车身。根据实施例,诸如滑动门52'的车辆部件构造包括辊系统(未示出),该辊系统定位在框架54的内表面60上。辊系统被构造为在轨道74上滑行,该轨道74定位在车辆50的车身面板52”的外表面58上,或者形成在该外表面58中。
54.说明书中提到的专利文献和出版物表明了本发明所属领域的技术人员的水平。这些文献和出版物通过引用并入本文,其程度等同于每个单独的文献或出版物通过引用而具体且独立地并入本文。
55.上述描述是对本发明的特定实施例的说明,但并不意味着对其本发明的实施的限制。以下权利要求,包括其所有等同物,旨在限定本发明的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。