1.本发明涉及一种铸件焊接装置,属于焊接技术领域。
背景技术:
2.铸件为机械加工中常用到的零件,当将两个圆筒状铸件连接在一起时,通常通过焊接方式连接,连接处的位置为焊缝,普通焊缝为圆形,此种焊接方式在使用中强度较弱,容易断裂或者产生缝隙,为此本发明提出一种沿波浪形的焊接方式进行焊接,焊接更牢靠,但是有些圆筒状铸件呈锥度或中部向外凸起,通过人工焊接,焊接速度和焊接质量均较难保证。
技术实现要素:
3.针对上述现有技术存在的问题,本发明提供一种铸件焊接装置,能够实现对直筒、外凸和内凹状的圆筒进行波浪形焊接。
4.为了实现上述目的,本发明采用如下技术方案:一种铸件焊接装置,包括可转动的焊盘,焊盘为用于安装待焊接在一起的工件一和工件二,所述工件一和工件二的连接处为焊道,所述焊道为波浪形,所述焊盘一侧设有焊接设备;焊接设备包括焊枪以及用于固定焊枪和调整焊枪位置的机械臂;所述机械臂的一端固定有用于安装焊枪的固定座,所述焊枪包括焊套以及插接在焊套内部的焊条,所述焊套的内部设有圆柱形空腔,空腔的两端均固定安装有具有减震功能的支撑环架;所述焊枪前端呈角度的摆动,焊枪前端所移动的两个极点分别为a点和b点,焊枪前端在a点和b点之间的移动具有若干个移动路径。
5.优选地,所述支撑环架包括固定环,所述固定环上开设有若干个均匀布置的让位槽,所述让位槽环绕布置在固定环上,所述让位槽内卡接有弹性件,所述弹性件的外部套接有减震环,所述减震环和弹性件之间连接有若干个滚动球体。
6.优选地,所述弹性件包括两个对称布置的减震架,所述减震架包括首尾相连的弯部一、折弯部和弯部二,所述弯部一和弯部二分别连接在折弯部的两端,所述弯部一设置在弯部二的外侧,弯部二抵紧在弯部一的中部,所述弯部一和弯部二之间形成夹角,所述弯部一和弯部二之间的夹角处滚动有若干个抵紧球体。
7.优选地,所述固定座的外部安装有用于驱动焊套往复摆动的角度驱动装置。
8.优选地,所述焊套远离焊板的一端安装有用于驱动焊条沿着焊条轴向方向进行往复运动的轴向驱动装置。
9.优选地,所述固定座的内部开设有圆槽,圆槽两端设有贯穿口,焊套穿过圆槽和贯穿口,所述焊套转动安装在固定座的内部,所述焊套的两侧均安装有凸起,所述凸起两端均安装有滚轮,所述滚轮抵紧在圆槽侧壁上。
10.优选地,所述固定座的一侧开设有侧槽,所述焊套的一侧安装有连轴,所述连轴贯穿固定座侧壁延伸至侧槽内部,所述侧槽内部转动安装有转板,所述转板转动安装在远离
连轴的一侧侧板上,所述连轴上安装有伸缩杆,所述伸缩杆远离连轴的一端转动安装在转板非圆心位置,所述固定座的外部安装有用于驱动转板转动的电机。
11.优选地,所述固定环通过多个均匀布置的固定块安装在焊套的内部。
12.与现有技术相比,本发明通过将普通的圆形焊缝改进为波浪形焊缝,在焊接后焊缝长度增加,其焊接的强度也随之增加,焊接完成的工件一和工件二抗弯强度和抗断强度也大幅度提高,通过设置用于驱动焊套往复摆动的角度驱动装置和轴向驱动装置,实现了本装置可焊接内凹和外凸状的波浪形焊缝。
附图说明
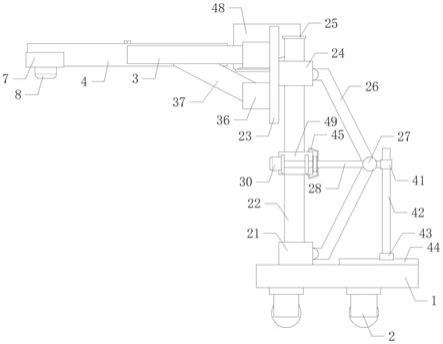
13.图1为本发明实施例一种的结构示意图。
14.图2为本发明焊套的内部剖视图。
15.图3为本发明轴向驱动装置和焊套的连接图。
16.图4为本发明固定环和支撑环架的局部连接剖视图。
17.图5为本发明滚动球体和减震架的连接图。
18.图6为本发明侧槽的内部示意图。
19.图7为本发明固定座和焊套的局部连接图。
20.图8为本发明固定座和焊套的连接三维图。
21.图9为本发明实施例二中的工件一和工件二的连接图。
22.图10为本发明实施例三中的工件一和工件二的连接图。
23.图中:1、机械臂,2、轴向驱动装置,3、固定座,31、圆槽,32、贯穿口,33、侧槽,4、焊条,5、焊套,6、工件一,7、工件二,8、焊盘,9、固定环,10、减震环,11、固定块,12、减震架,121、弯部一,122、折弯部,123、弯部二,13、抵紧球体,14、转板,15、伸缩杆,16、连轴,17、凸起,18、滚轮,19、滚动球体。
具体实施方式
24.下面用具体实施例说明本发明,但并不是对发明的限制。
25.实施例1结合图1,本实施例中,提供的一种直筒形铸件沿波浪形焊道焊接的装置,包括可转动的焊盘8,焊盘8为用于安装工件一6和工件二7,所述工件一6和工件二7均为直筒状,结合图1所示,所述工件一6和工件二7的连接处为焊道,所述焊道为波浪形,所述焊盘8的一侧设有焊接设备,若需要在直筒形状铸件上焊接出波浪形焊道只需焊枪沿平行于工件的轴线方向往复运动,同时焊盘8带动工件转动即可。
26.焊接设备包括焊枪以及用于固定焊枪和调整焊枪位置的机械臂1;所述机械臂1的一端固定有用于安装焊枪的固定座3,机械臂1为用于固定焊接设备的装置,为现有技术,故本发明不作具体阐述,所述焊枪包括焊套5以及插接在焊套5内部的焊条4。所述焊枪的前端移动为往复运动,焊枪前端所移动的两个极点分别为a点和b点,焊枪前端在a点和b点之间的往复运动为直线移动。
27.结合图1、图6-图8,所述固定座3的外部安装有用于驱动焊套5往复摆动的角度驱动装置,所述固定座3的内部开设有圆槽31,圆槽31两端设有贯穿口32,焊套5穿过圆槽31和
贯穿口32,所述焊套5转动安装在固定座3的内部,所述焊套5的两侧均安装有凸起17,两端凸起17的形状为椭圆柱体被中部截断所剩余的部分,此形状可大大减少所占用的空间,所述凸起17两端均安装有滚轮18,所述滚轮18抵紧在圆槽31侧壁上,所述固定座3的一侧开设有侧槽33,所述焊套5的一侧安装有连轴16,连轴16安装在焊套5外侧壁上,并不贯穿至焊套5的内部,所述连轴16贯穿固定座3侧壁延伸至侧槽33内部,所述侧槽33内部转动安装有转板14,所述转板14转动安装在远离连轴16的一侧侧板上,所述连轴16上安装有伸缩杆15,所述伸缩杆15远离连轴16的一端转动安装在转板14非圆心位置,所述固定座3的外部安装有用于驱动转板14转动的电机,电机带动转板14转动,转板14在转动的过程中带动伸缩杆15摆动,连轴16在转动的过程中可带动焊套5在固定座3的内部沿着连轴16的轴心往复摆动。
28.所述焊套5远离焊盘8的一端安装有用于驱动焊条4沿着焊条4轴向方向进行往复运动的轴向驱动装置2,轴向驱动装置2可为轴向电机或油缸,为生活中常用到的部件,为现有技术,故本发明不作具体阐述。
29.焊枪前端在a点和b点之间的往复运动为直线移动时:首先将焊枪沿水平方向布置在工件一6和工件二7连接处的中部位置,为图1中的c位置,转动焊盘8将焊枪前端移动至焊道上,打开电机,电机带动焊套5做往复摆动,同时轴向驱动装置2带动焊枪前后移动,焊枪的移动方向为朝着工件的方向伸出,当沿着连轴16摆动至最大位置时,焊套5的伸出长度也为伸出最大长度,且落在a点或者b点处,此种方式可令焊枪的前端焊点可在a点和b点之间沿直线往复运动。
30.结合图1,图2-图5,所述焊套5的内部设有圆柱形空腔,空腔的两端均固定安装有具有减震功能的支撑环架,所述支撑环架包括固定环9,所述固定环9通过多个均匀布置的固定块11安装在焊套5的内部,所述固定环9上开设有若干个均匀布置的让位槽,所述让位槽环绕布置在固定环9上,所述让位槽内卡接有弹性件,所述弹性件的外部套接有减震环10,所述减震环10和弹性件之间连接有若干个滚动球体19,减震环10可通过滚动球体19在弹性件上转动,焊条4穿过若干个减震环10内部所形成的孔,焊条4在前后移动的过程中带动减震环10转动,所述弹性件包括两个对称布置的减震架12,减震架12为固定在让位槽的内部,减震架12为环状,所述减震架12包括首尾相连的弯部一121、折弯部122和弯部二123,所述弯部一121和弯部二123分别连接在折弯部122的两端,所述弯部一121设置在弯部二123的外侧,弯部二123抵紧在弯部一121的中部,所述滚动球体19抵紧在两个弯部一121之间,所述弯部一121和弯部二123之间形成夹角,所述弯部一121和弯部二123之间的夹角处滚动有若干个抵紧球体13,当焊枪在焊接过程中受到震动时,对应一侧的滚动球体19会同时按压两个弯部一121,在按压的过程中,减震效果分为三个阶段,第一阶段为:仅由弯部一121靠近折行部的一端起到支撑效果,减震效果较好,第二阶段为:由弯部一121和弯部二123同时起到支撑作用,支撑和减震效果适中,第三阶段为:为弯部一121的端部和弯部二123靠近折行部的一端起到支撑效果,支撑效果较好不易变形,防止焊接时变形过大。
31.实施例2本实施例中,提供的一种沿内凹波浪形焊道焊接的装置,焊盘8为用于安装工件一6和工件二7,所述工件一6和工件二7均为内凹形筒状,结合图9所示,若需要在内凹形筒状铸件上焊接出波浪形焊道只需焊枪沿弧形的方向往复运动,同时焊盘8带动工件转动即可,焊枪前端所移动的两个极点分别为a点和b点,焊枪前端在a点和b点之间的往复运动方向为
弧形,焊枪前端在a点和b点之间的往复运动为弧形移动时:首先将焊枪沿水平方向布置在工件一6和工件二7连接处的中部位置,为图9中的c位置;此种焊接可为两种方式,第一种为:工件的截面内凹半径与焊枪前端转动半径相同时,转动焊盘8将焊枪前端移动至焊道上,打开电机,电机带动焊套5做往复摆动即可。
32.第二种为:工件的截面内凹半径与焊枪前端转动半径不同时,打开电机,电机带动焊套5做往复摆动,同时轴向驱动装置2带动焊枪前后移动,焊枪的移动方向为朝着工件的方向伸出,内凹形铸件的凸出半径越大,轴向驱动装置2带动焊枪移动的速度就越大,当沿着连轴16摆动至最大位置时,焊套5的伸出长度也为伸出最大长度,且落在a点或者b点处,此种方式可令焊枪的前端焊点可在a点和b点之间沿直线往复运动。
33.实施例3本实施例中,提供的一种沿外凸波浪形焊道焊接的装置,焊盘8为用于安装待焊接在一起的工件一6和工件二7,所述工件一6和工件二7均为外凸状,结合图10所示,若需要在外凸形铸件上焊接出波浪形焊道只需焊枪沿弧形的方向往复运动,同时焊盘8带动工件转动即可,焊枪前端所移动的两个极点分别为a点和b点,焊枪前端在a点和b点之间的往复运动为弧形移动,焊枪前端在a点和b点之间的往复运动为弧形移动。
34.首先将焊枪沿水平方向布置在工件一6和工件二7连接处的中部位置,为图1中的c位置,转动焊盘8将焊枪前端移动至焊道上,打开电机,电机带动焊套5做往复摆动,同时轴向驱动装置2带动焊枪前后移动,外凸形铸件的凸出半径越大,轴向驱动装置2带动焊枪移动的速度就越大,焊枪的移动方向为远离工件的方向缩回,当沿着连轴16摆动至最大位置时,焊套5的缩回长度也为缩回的最大长度,且落在a点或者b点处,此种方式可令焊枪的前端焊点可在a点和b点之间沿弧形往复运动。
35.最后应说明的是,以上实施例仅用以说明而非限制本发明的技术方案,尽管参照上述实施例对本发明进行了详细说明,本领域技术人员应当理解,依然可以对本发明进行修改或者等同替换,而不脱离本发明的精神和范围的任何修改或局部替换,其均应涵盖在本发明的权利要求范围中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。