1.本发明属于工程机械技术领域,具体涉及一种半圆碟型零件制作工装及方法。
背景技术:
2.现有制作半圆碟型零件,一般使用旋压设备或者制作模具使用油压机。前者一般厂家不具备,后者模具制作费用较高,一般厂家制作碟型零件,根据碟型零件尺寸,使用钢板分别焊接上下模具,并通过机械加工的方法,下模具加工后尺寸与外侧圆弧相同,上模具加工后尺寸与内侧圆弧相同。然后通过油压机和上下模具将加热后的钢板压制成碟型零件。模具分上下,并且需要使用钢板焊接和加工,费用一般几万元。
技术实现要素:
3.本发明所要解决的技术问题是克服现有技术的不足,提供一种半圆碟型零件制作工装及方法,采用一般折弯机,在较低成本的情况下,完成满足技术要求半圆碟型零件制作。
4.本发明提供一种半圆碟型零件制作工装,包括平台、两个角钢立支架、一根角钢横支架、千斤顶和半圆碟形零件,两个角钢立支架竖直对称安装于平台上,两个角钢立支架之间安装半圆碟形零件,两个角钢立支架上的相同位置均设置两个固定孔,角钢横支架的两端设置连接孔,角钢横支架的一端的连接孔连接左侧的角钢立支架的上侧的固定孔,角钢横支架的另一端的连接孔连接右侧的角钢立支架的下侧的固定孔,角钢横支架的一个角钢平面与半圆碟型零件的一个边平行,并通过千斤顶支撑。
5.进一步的,千斤顶(4)的基座抵接于所述角钢横支架(2)的一端,其顶部抵接于所述半圆碟形零件(5)的表面。
6.进一步的,两根所述角钢立支架(1)相对设置,其截面为l型,两根角钢立支架(1)的弯折处相对布置,两根所述角钢立支架(1)的顶端与下侧均分别开设固定孔。
7.进一步的,两个半圆碟形零件(5)的边相对贴合布置构成蝶形零件。
8.本发明还提供一种半圆碟型零件制作工装的制作方法,包括如下步骤,步骤s1、半圆碟型零件下料时,四周放余量,即大一圈;步骤s2、采用成形折弯线的画法,成网格状;步骤s3、使用折弯机将自制样板折弯成形;步骤s4、将两件半圆碟形零件同时摆放于平台上,在接缝处两端各焊接两根角钢立支架,一高一低使用紧固件安装一根角钢横支架,使用千斤顶配合火工校正半圆碟型零件一边两两对齐;拆下一根角钢横支架,一低一高使用紧固件安装一根角钢横支架,使用千斤顶配合火工校正半圆碟型零件另一边两两对齐;s5、采用两两点固,转立车,根据需求进行机加。
9.进一步的,步骤s1中,零件为扇形,大圆弧放大10mm,小圆弧减少10mm,两侧直边也放10mm余量。
10.进一步的,步骤s2成形折弯线的画法具体为,零件为扇形,大圆弧均分为19段设置20个点,小圆弧也均分为19段有20个点,画折弯线大圆弧第一点连接小圆弧第三点,依次连接,折弯线成网格状。
11.进一步的,两个半圆碟型零件的大小圆弧合并成一个整圆,连接处无错边,通过焊接的方式,两件焊接在一起。
12.本发明的优点在于,该工装结构巧妙合理、安装方便,能制造出半圆碟型零件并满足尺寸要求,不仅解决了半圆碟型零件制作需要特殊设备的问题,还有效解决了半圆碟型零件制作成本高的问题。
附图说明
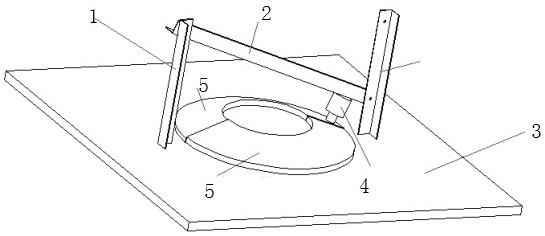
13.图1为本发明的工装结构示意图。
具体实施方式
14.请参阅图1,本实施例提供本发明一种半圆碟型零件制作工装,包括平台3、两个角钢立支架1、一根角钢横支架2、千斤顶4和半圆碟形零件5,两个角钢立支架1竖直对称安装于平台3上,两个角钢立支架1之间安装半圆碟形零件5,两个角钢立支架1上的相同位置均设置两个固定孔,角钢横支架2的两端设置连接孔,角钢横支架2的一端的连接孔连接左侧的角钢立支架1的上侧的固定孔,角钢横支架2的另一端的连接孔连接右侧的角钢立支架1的下侧的固定孔,角钢横支架2的一个角钢平面与半圆碟型零件的一个边平行,并通过千斤顶4支撑。
15.制备步骤如下,步骤s1、半圆碟型零件下料时,四周放余量,即大一圈;步骤s2、采用成形折弯线的画法,成网格状;步骤s3、使用折弯机将自制样板折弯成形;步骤s4、将两件半圆碟形零件同时摆放于平台上,在接缝处两端各焊接两根角钢立支架(1),一高一低使用紧固件安装一根角钢横支架(2),使用千斤顶配合火工校正半圆碟型零件一边两两对齐;拆下一根角钢横支架(2),一低一高使用紧固件安装一根角钢横支架(2),使用千斤顶配合火工校正半圆碟型零件另一边两两对齐;s5、采用两两点固,转立车,根据需求进行机加。
16.千斤顶(4)的基座抵接于所述角钢横支架(2)的一端,其顶部抵接于所述半圆碟形零件(5)的表面。
17.两根所述角钢立支架(1)相对设置,其截面为l型,两根角钢立支架(1)的弯折处相对布置,两根所述角钢立支架(1)的顶端与下侧均分别开设固定孔。
18.两个半圆碟形零件(5)的边相对贴合布置构成蝶形零件。
19.步骤s1中,零件为扇形,大圆弧放大10mm,小圆弧减少10mm,两侧直边也放10mm余量。
20.步骤s2成形折弯线的画法具体为,零件为扇形,大圆弧均分为19段设置20个点,小圆弧也均分为19段有20个点,画折弯线大圆弧第一点连接小圆弧第三点,依次连接,折弯线成网格状。
21.两个半圆碟型零件的大小圆弧合并成一个整圆,连接处无错边,通过焊接的方式,两件焊接在一起。
22.该装置结构合理、安装方便,能制造出半圆碟型零件并满足尺寸要求,不仅解决了半圆碟型零件制作需要特殊设备的问题,还有效解决了半圆碟型零件制作成本高的问题。
23.以上显示和描述了本发明的基本原理、主要特征和优点。本领域的技术人员应该了解,本发明不受上述具体实施例的限制,上述具体实施例和说明书中的描述只是为了进一步说明本发明的原理,在不脱离本发明精神范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护的范围由权利要求书及其等效物界定。
技术特征:
1.一种半圆碟型零件制作工装,其特征在于,包括平台(3)、两根角钢立支架(1)、一根角钢横支架(2)、千斤顶(4)和半圆碟形零件(5),两根所述角钢立支架(1)竖直对称安装于所述平台(3)上,两根所述角钢立支架(1)之间安装所述半圆碟形零件(5),两根所述角钢立支架(1)上的相同位置均设置两个固定孔,所述角钢横支架(2)的两端设置连接孔,所述角钢横支架(2)的一端的连接孔连接左侧的所述角钢立支架(1)的上侧的固定孔,所述角钢横支架(2)的另一端的连接孔连接右侧的所述角钢立支架(1)的下侧的固定孔,所述角钢横支架(2)的一个角钢平面与半圆碟型零件(5)的边平行,并通过千斤顶(4)支撑。2.根据权利要求1所述的一种半圆碟型零件制作工装,其特征在于,所述千斤顶(4)的基座抵接于所述角钢横支架(2)的一端,其顶部抵接于所述半圆碟形零件(5)的表面。3.根据权利要求1所述的一种半圆碟型零件制作工装,其特征在于,两根所述角钢立支架(1)相对设置,其截面为l型,两根所述角钢立支架(1)的弯折处相对布置,两根所述角钢立支架(1)的顶端与下侧均分别开设固定孔。4.根据权利要求1所述的一种半圆碟型零件制作工装,其特征在于,两个所述半圆碟形零件(5)的边相对贴合布置构成蝶形零件。5.一种半圆碟型零件制作工装的制作方法,其特征在于,包括如下步骤,步骤s1、半圆碟型零件下料时,四周放余量,即大一圈;步骤s2、采用成形折弯线的画法,成网格状;步骤s3、使用折弯机将自制样板折弯成形;步骤s4、将两件半圆碟形零件同时摆放于平台上,在接缝处两端各焊接两根角钢立支架(1),一高一低使用紧固件安装一根角钢横支架(2),使用千斤顶配合火工校正半圆碟型零件一边两两对齐;拆下一根角钢横支架(2),一低一高使用紧固件安装一根角钢横支架(2),使用千斤顶配合火工校正半圆碟型零件另一边两两对齐;s5、采用两两点固,转立车,根据需求进行机加。6.根据权利要求5所述的半圆碟型零件制作工装的制作方法,其特征在于,所述步骤s1中,零件为扇形,大圆弧放大10mm,小圆弧减少10mm,两侧直边也放10mm余量。7.根据权利要求5所述的半圆碟型零件制作工装的制作方法,其特征在于,所述步骤s2成形折弯线的画法具体为,零件为扇形,大圆弧均分为19段设置20个点,小圆弧也均分为19段有20个点,画折弯线大圆弧第一点连接小圆弧第三点,依次连接,折弯线成网格状。8.根据权利要求5所述的半圆碟型零件制作工装的制作方法,其特征在于,在步骤s4中,已经保证两个半圆碟型零件,大小圆弧都成一个整圆,连接处无错边,然后通过焊接的方式,两件焊接在一起。
技术总结
一种半圆碟型零件制作工装及方法,包括平台、两个角钢立支架、一根角钢横支架、千斤顶和半圆碟形零件,两个角钢立支架竖直对称安装于平台上,两个角钢立支架之间安装半圆碟形零件,两个角钢立支架上的相同位置均设置两个固定孔,角钢横支架的两端设置连接孔,角钢横支架的一端的连接孔连接左侧的角钢立支架的上侧的固定孔,角钢横支架的另一端的连接孔连接右侧的角钢立支架的下侧的固定孔,角钢横支架的一个角钢平面与半圆碟型零件的一个边平行,并通过千斤顶支撑。本制作方法包括下料四周放余量,折弯成形的方法,使用工装进行校正,最后机加上立车完成。其中校正工装包括两个角钢立支架和一个角钢横支架,通过紧固件连接。该制作方法和工装结构合理、安装拆除方便、只要折弯机设备就能完成零件制作。弯机设备就能完成零件制作。弯机设备就能完成零件制作。
技术研发人员:鲁军 朱大鹏 袁垚 蔡典尙
受保护的技术使用者:南京中船绿洲机器有限公司
技术研发日:2021.11.26
技术公布日:2022/3/3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。