线性镶板
1.本技术是国际申请号为pct/ep2016/071174,国际申请日为2016年09月08日、发明名称为“线性镶板”的pct申请于2018年03月08日进入中国国家阶段后申请号为201680052176.9的中国国家阶段专利申请的分案申请。
技术领域
2.本发明涉及适合于安装在墙壁或天花板上的覆盖物,且特别涉及用于安装在墙壁或天花板上的线性镶板。
背景技术:
3.特别地,由金属诸如铝形成的天花板镶板在本领域中是已知的。这样的镶板在安装和从下面观看时可以是例如正方形或矩形的形状,或者可以替代地呈线性形式。线性镶板的长度明显大于其宽度,长度一般至少为镶板宽度的三倍,且更一般至少五倍。
4.铝线性镶板具有相对轻和阻燃的优点,但是它们通常不具有良好的声学特性。应理解,在许多情况下,可能希望提供具有良好吸音性质的天花板和/或墙壁。本发明解决了这个需要。
技术实现要素:
5.根据本发明,提供了一种包括织造或非织造纤维材料并由其形成的线性天花板或墙板。优选地,线性镶板包括可热成型的纤维材料并且由其形成。整个线性镶板可以由纤维材料形成。优选地,线性镶板由纤维材料组成并且不含其他材料诸如金属。材料可以是可热成型的织造纤维材料,或者替代地可以是例如可热成型的非织造纤维材料,诸如毛毡。有利地,线性镶板被成形为提供用于将线性镶板安装到托架的装置,托架附接到结构壁或天花板或者从结构壁或天花板悬挂。优选地,用于安装线性镶板的装置形成镶板的整体部分,镶板和用于安装镶板的装置两者都由纤维材料形成。
6.通过提供由纤维材料制成的线性镶板,相对于现有技术的铝天花板镶板,房间的吸音性质可以大大提高。
7.用于安装镶板的装置可以是例如沿着镶板的整个或部分长度延伸的凸缘。
8.镶板可以包括沿着镶板的整个长度延伸的凸缘或者沿着镶板的一部分长度延伸并且允许镶板沿着镶板的一侧安装的一个或多个凸缘,使得镶板可以挡板的形式从天花板延伸。
9.替代地,镶板可以包括沿着镶板的整个长度延伸的凸缘、或沿着镶板的一部分长度延伸的一个或多个凸缘、在镶板的两侧设置以允许镶板沿着镶板的两侧安装的一个或多个凸缘。
10.凸缘有利地被构造成与托架中的对应的凹部接合,从而允许安装镶板。
11.镶板的长度至少是镶板宽度的三倍。优选地,镶板的长度至少是镶板宽度的五倍。
12.纤维材料可以包括合成纤维或者可以包括合成纤维和非合成纤维诸如羊毛、棉花
等的混合物。纤维材料可以包括聚酯纤维(pes)和/或可以包括聚对苯二甲酸乙二醇酯(pet)纤维。材料可以是毛毡型材料。材料可以包括一种或多种类型的聚酯纤维。材料可以包括双芯聚酯纤维。材料可以包括聚酯纤维和其他纤维诸如碳纤维或聚芳酰胺纤维的混合物。替代地,材料可以由聚酯纤维组成。材料可以由一种或多种类型的双芯聚酯纤维组成,或者可以由一种或多种类型的双芯纤维和一种或多种类型的非双芯聚酯纤维的混合物组成。
13.有利地,材料包括双芯聚酯纤维和非双芯(即单一芯/单芯)聚酯纤维的混合物。双芯聚酯纤维可以包括聚酯纤维的总质量和/或体积和/或数量的25-80%且更优选30-50%,并且非双芯聚酯纤维可以包括聚酯纤维的总质量和/或体积和/或数量的20-75%并且更优选50-70%。可以使用双芯聚酯纤维与非双芯聚酯纤维的约50%:50%的比率。有利地,可以使用双芯聚酯纤维与非双芯聚酯纤维的约30%:70%或约40%:60%的比率。
14.双芯聚酯纤维可以包括由熔点约为255℃的第一聚酯材料形成的内芯和由熔融和/或软化温度在约100℃-225℃范围内且更优选在约110℃-210℃范围内的第二聚酯材料形成的外部护套。
15.非双芯聚酯纤维可以是具有约255℃的熔点的“普通”单一芯/单芯聚酯纤维。
16.替代地,材料可以仅包括双芯聚酯纤维而不包括非双芯聚酯纤维。在这种情况下,双芯聚酯纤维可以是相同类型的或者可以是不同类型的,具有包括例如熔点、软化温度、颜色或耐火性质的不同性质。例如,材料可以另外包括其他纤维,诸如碳纤维或聚芳酰胺纤维。
17.替代地,材料可以包括非双芯聚酯纤维,不存在双芯聚酯纤维。在这种情况下,非双芯聚酯纤维可以是相同类型的或者可以是不同类型的,具有包括例如熔点、软化温度、颜色或耐火性质的不同性质。例如,材料可以另外包括其他纤维,诸如碳纤维或聚芳酰胺纤维。
18.优选地,聚酯纤维具有阻燃性质。
19.纤维材料可以具有250-1500g/m2范围内的重量。有利地,纤维材料的重量在500-900g/m2的范围内。纤维材料的厚度优选地处于的范围为1-6mm,且更优选的范围为1-3.5mm。纤维材料的密度可以是约为0.15-0.50g/cm3,优选地约为0.15-0.45g/cm3,且更优选地约为0.2-0.4g/cm3。
20.纤维材料优选能够在约80℃至225℃且更优选110℃至225℃的温度下永久形成为期望的形状。有利地,使材料热成型所需的温度范围为110℃至220℃,更优选地130℃至220℃,且甚至更优选地130℃至180℃。
21.线性镶板可以包括在线性镶板的纵向方向上延伸并包括两个侧壁和位于侧壁之间的中央部分的细长部分,并且线性镶板还可以包括在线性镶板的纵向端部处在侧壁和中央部分之间延伸的端部部分。线性镶板的细长部分和端部部分都可以包括纤维材料并且由纤维材料形成。优选地,材料是可热成型的。例如,材料可以是织造材料,或者替代地可以是非织造材料,诸如毛毡。有利地,线性镶板的细长部分和端部部分由相同类型的纤维材料形成。线性镶板的细长部分和端部部分可以由单件相同的纤维材料形成。替代地,线性镶板的细长部分和端部部分可以由两个不同的相同或不同的纤维材料件形成。优选地,纤维材料包括由以下各项组成的组中的至少一者:双芯聚酯纤维;具有不同熔点的两种不同类型的
聚酯纤维;双芯聚酯纤维和单芯聚酯纤维的混合物。
22.线性镶板的侧壁可以包括向内延伸的凸缘。凸缘可以向内并且朝向线性镶板的中央部分延伸。
23.线性镶板的端部部分可以包括被构造成接纳线性镶板的侧壁的凸缘的槽。
24.线性镶板的侧壁可以各自具有纵向端部,并且切口部分可以形成在每个侧壁的纵向端部中。优选地,对应的突片设置在端部部分上,每个突片被构造成由形成在侧壁的纵向端部中的切口部分接纳。
25.如果线性镶板的细长部分和端部部分由两种分离的相同或不同的非织造纤维材料件形成,则线性镶板的端部部分可以包括三个区域,即第一区域,其在线性镶板的纵向端部处在侧壁和中央部分之间延伸,以及第二区域和第三区域,第二区域和第三区域分别从第一区域的相对端延伸并且沿着每个侧壁的面向内的表面的部分延伸。侧壁凸缘可以在端部部分的第二区域和第三区域的至少一部分上延伸,以便将端部部分保持就位。可以在侧壁的面向内的表面与端部部分的第二或第三区域之间设置粘合剂,以便帮助将端部部分保持就位。
26.如果线性镶板的细长部分和端部部分由单件纤维材料形成,则端部部分可基本上由中央部分的延伸部和/或一个或两个侧壁的延伸部形成。中央部分的延伸部是中央部分的延伸超过线性镶板的侧壁的纵向端部的那部分。侧壁的延伸部是侧壁的延伸超过线性镶板的中央部分的纵向端部的那部分。通过由相同的单件纤维材料形成线性镶板的细长部分和端部部分,端部部分可折叠约90
°
或更小以形成从下方观察时不呈现不连续性的端部部分。
27.中央部分或侧壁的延伸部可以被构造成折叠约90
°
,从而覆盖线性镶板的敞开的纵向端部。这具有以下优点:线性镶板的开口端部从下方不可见,从而增强镶板的美学质量。此外,端部部分有助于防止过多的灰尘和其他不希望的元素积聚在镶板中。
28.替代地,中央部分或侧壁的延伸部可以被构造成折叠小于90
°
的角度,使得线性镶板的敞开的纵向端部部分被线性镶板的端部部分遮蔽。
29.线性镶板的中央部分可以在基本上垂直于侧壁延伸的平面的平面中延伸,使得侧壁从中央部分延伸并且基本彼此平行。替代地,侧壁可以彼此相同的角度或不同的角度从中央部分延伸,所述一个或多个角度大于90
°
但小于180
°
,使得侧壁彼此远离地延伸。
附图说明
30.现在将仅通过举例并参考以下附图来描述本发明,其中:
31.图1至图4示出了根据本发明的第一实施方案的线性镶板。
32.图5示出了附接到托架的图1的线性镶板。
33.图6至图9示出了根据本发明的第二实施方案的线性镶板。
34.图10示出了附接到托架的图6的线性镶板,并且图11示出了从天花板悬挂的多个托架和相关联的线性镶板。
35.图12至图14示出了根据本发明的第二实施方案的线性镶板的另外示例。
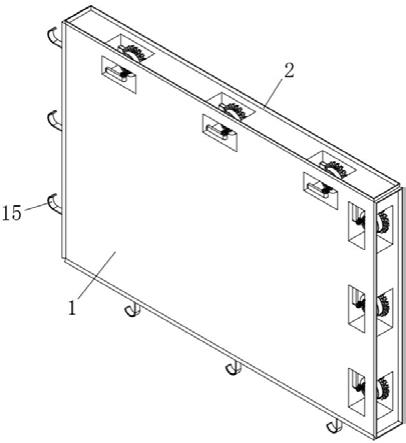
36.图15示出了附接到托架的图12至图14的线性镶板。
37.图16和图17示出了根据本发明的第二实施方案的线性镶板的另外示例。
38.图18至图20示出了包括端部部分的图9的线性镶板。图21示出了包括端部部分的图11的天花板安装的线性镶板。
39.图22至图24示出了包括端部部分的图6和图17的线性镶板的端视图。
40.图25至图27示出了图22至图24的线性镶板的平面图,其中端部部分从线性镶板的中央部分延伸处于展开状态。图28示出了图25和图22的线性镶板的等距视图,其中端部部分从线性镶板的中央部分延伸处于展开状态。
41.图29示出了包括端部部分的另一示例的图6的线性镶板的等距视图。
42.图30示出了不同实施方案的可分离端部部分的等距视图。图31示出了安装在图6的线性镶板中的图30的端部部分的等距视图。图32示出了安装在图17的线性镶板中的图30的端部部分的端视图。
具体实施方式
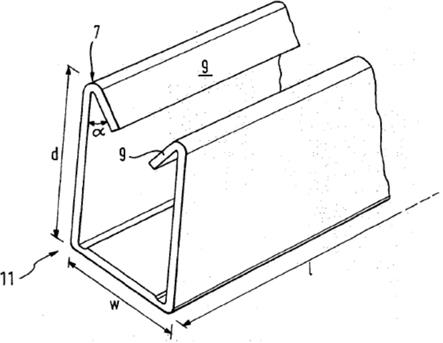
43.图1至图3示出了由可热成型的非织造纤维材料形成的三个线性镶板1。图1至图3的镶板在端视图中得到描绘,或者替代地可以视为穿过镶板的横截面图。图4示出了图3的镶板的等距视图。图1至图4的镶板1的长度1基本上大于镶板1的宽度和深度尺寸,并且优选为镶板1的宽度和深度的至少五倍。
44.图1至图4中的镶板1每个都具有包括凸缘9的接合部分7。凸缘9优选地与镶板1的主要部分10一体地形成,并且凸缘9沿着镶板的长度1的整个或部分形成。在此示例中,凸缘9与镶板的主要部分10之间的角度α为大约35
°
的锐角。凸缘9通过将热量施加到镶板材料的一个或多个侧面并施加压力以使镶板材料的一部分沿其长度变形以形成凸缘9而形成。在此示例中,材料包括以约30:70或者替代地约40:60的比率的双芯聚酯纤维和非双芯聚酯纤维(即,“普通”单芯聚酯纤维)的混合物。双芯聚酯纤维的内芯和非双芯聚酯纤维的纤维各自具有约255℃的熔点。双芯聚酯纤维的外部护套具有约140℃的软化温度。当在高于双芯纤维的外部护套的软化温度但低于非双芯纤维和双芯纤维的内芯两者的熔点的温度下施加热量时,双芯纤维的外部护套将软化,开始熔化并由此将非双芯纤维与双芯纤维的内芯彼此粘合。通过在加热过程中施加压力,镶板的一部分可以沿着其整个长度或部分长度变形,以相对于镶板1的主要部分10以期望的角度提供凸缘9。一旦镶板已经冷却,由于镶板材料的可热成型性质,凸缘将保持在期望的位置中。
45.如图4所示,镶板1可以设置有沿其长度延伸的一个凸缘。替代地,依据用于制造镶板的制造方法和镶板的美学要求,镶板的与凸缘9相对的一侧可以设置有沿着镶板1的部分或整个长度延伸的另外的凸缘8。另外的凸缘8可以相对于镶板的主要部分10具有角度β,该角度基本上与凸缘9和镶板的主要部分10之间的角度α相同,如图1所示。替代地,另外的凸缘8可以根据需要具有不同的角度β。图3示出具有另外的凸缘8的镶板1,该另外的凸缘具有约90
°
的角度β。
46.如图5所示,可以将图1至图4的镶板组装到托架3上。托架被设计成固定到结构天花板或与之相邻,并且图1至图4的镶板的接合部分7被构造成插入托架3中的互补形状的凹部5。一旦与托架3接合,线性镶板1可以然后以如图5所示的挡板方式悬挂在托架下方(当托架固定到结构天花板或与之相邻时)。
47.替代地,线性镶板可以具有图6至图17所示的形式。图6和图7示出了包括具有u形
横截面的主要部分12的线性镶板11的端视图或者替代地横截面图,镶板11还包括接合部分7。接合部分7各包括凸缘9。如在图8所描绘的等距视图中可更清楚地看到的那样,线性镶板具有长度1,长度1基本上大于镶板的宽度w或深度d。在此示例中,凸缘9设置在镶板11的两侧,并且每个凸缘沿着镶板的整个或部分长度延伸。图9示出了类似于图6中描绘的线性镶板11a的端视图或替代地横截面图,除了镶板11a包括具有比图6的镶板11的横截面更圆的u形横截面的主要部分12之外。
48.镶板可以由上面关于图1和图2描述的聚酯纤维混合物制成。再次,通过将可热成型纤维材料加热到比双芯纤维的外部护套的软化温度高但低于非双芯纤维和双芯纤维的内芯两者的熔点的温度来形成镶板,其中使用非双芯和双芯纤维的混合物。在加热过程中,对材料施加压力以形成侧壁20和凸缘9。为了帮助材料弯曲,可以在进行材料弯曲之前对预期弯曲的材料的部分施加另外的压力。这增加了材料的密度同时减小了其厚度,允许材料更容易弯曲,同时在冷却后为弯曲部分14提供更大的强度。这可以在图7所描绘的镶板中看到。
49.一旦线性镶板11已经形成并被冷却,它可以被组装到托架3上,如图10和图11所示。每个镶板11的接合部分7被构造成以与关于图5所描述的方式类似的方式插入托架3中的互补形状的凹部5中。一旦线性镶板11与托架3接合,则它们可以悬挂在如图10和图11所示的托架下方。线性镶板相对于彼此的间距将由所需覆盖范围确定,包括美学、声学和热学考虑因素。
50.图12至图14分别描绘了线性镶板13的类似于图6至图8的视图。镶板13具有与图6至图8的镶板11的类似的u形横截面(但可能替代地具有如图9所示的更圆的u形横截面),然而,镶板13的凸缘9沿与镶板11的凸缘相对的方向延伸,即向外而不是向内延伸。镶板13的侧壁20与凸缘9之间的角度γ可以与图6至图8的角度α基本相同,或者可以是不同的角度。同样,用于形成线性镶板的材料和温度可以与关于之前的附图所描述的相似。
51.图15示出了组装到托架3上的成型和冷却的线性镶板13。同样,每个镶板13的接合部分7被构造成插入托架3中的互补形状的凹部。
52.图16和图17描绘了根据本发明的线性镶板的另外两个示例。这些图示出了线性镶板15、17的端面或者替代地通过线性镶板15、17的横截面,线性镶板15、17由类似的材料并且以与前述线性镶板相似的温度形成。然而,镶板15具有向外延伸的凸缘9,凸缘9基本上垂直于镶板15的侧壁20,并且镶板17具有向内延伸的凸缘9,凸缘9基本垂直于镶板17的侧壁20。对于前面的示例,镶板15、17中每个的接合部分7被构造成插入托架中互补形状的凹部。
53.如从示例中可以看出,线性镶板可以具有向内或向外延伸的凸缘,并且可以具有基本上平行于镶板的中央部分16和/或基本平行于天花板或墙壁和/或托架延伸的凸缘。替代地,凸缘9可以相对于镶板的侧壁20的锐角延伸。在侧壁20基本上不垂直于中央部分16的情况下,侧壁20与凸缘9之间的角度可以是钝角。在任何情况下,托架中的凹部应被构造成接纳并保持包括凸缘的线性镶板的接合部分。热成型、非织造纤维材料的刚度允许镶板一旦安装就保持其热成型形状,并且使得凸缘能够基本保持在热成型过程期间形成的角度处。这允许镶板安装在托架上而不会损失它们的形状并且防止接合部分变形并且由此变得脱离托架。
54.在本发明的一些实施方案中,可为线性镶板提供端部部分(例如端盖)。
55.图18示出了类似于图8所示的线性镶板的等距视图,该镶板此次包括端部部分30。线性镶板包括细长部分31,其沿着线性镶板的纵向方向延伸并包括两个侧面壁20和位于侧壁之间的中央部分16,如图28中可更清楚地看到的那样。图18的端部部分优选由与镶板的相同的材料形成。端部部分可以由与镶板分离的材料件形成,或者可以由与镶板相同的单件材料形成。稍后描述这些替代方法。端部部分30基本成形为插入并由此覆盖线性镶板的开口端部。在此示例中,线性镶板具有基本上矩形的横截面形状,并且端部部分对应地具有基本上矩形的横截面形状。端部部分30包括用于接纳镶板的凸缘9的槽32。优选地,槽将凸缘紧紧地保持就位,从而防止端部部分30移动。
56.可以使用粘合剂将端部部分固定就位。替代地或另外,槽32与凸缘9和/或镶板的纵向端部34和端部部分30之间的摩擦配合可以用于防止端部部分移动。
57.为了更牢固地将端部部分保持就位,在镶板的纵向端部处的侧壁20可以设置有切口部分35,用于接纳端部部分30的对应形状和大小的突片36。图19示出了这样的示例,其中突片36和切口部分35具有正方形或矩形形状,并且图20示出了突片36和切口部分35具有燕尾形状的这种示例。这些示例示出了两个突片,一个位于端部部分30的每一侧上。然而,若干突片可以替代地设置在端部部分30的每一侧上,并且多个对应的切口部分可以设置在镶板的纵向端部处的侧壁中。替代地,可以在端部部分30的仅一侧上设置一个或多个突片。
58.图21示出了安装到托架3的多个线性镶板11。线性镶板每个都具有端部部分30。端部部分可以设置在线性镶板的一端或两个开口端部处。
59.图22示出了图6的线性镶板的端视图,线性镶板此时包括端部部分30。在此示例中,端部部分30包括两个燕尾形状的突片36,一个突片位于端部部分30的每一侧处并且被装配到线性镶板的纵向端部处的侧壁20中的对应切口部分35中。端部部分30还包括用于接纳凸缘9的两个槽32。在此示例中,端部部分30由与镶板相同的单件材料形成。如图25所示,端部部分30由镶板的中央部分16的延伸部37形成,图25示出了镶板的平面图。在制造期间,可以将延伸部37的期望形状和大小切割或压印到材料中,且然后延伸部37围绕折叠线38折叠(旋转90
°
),使得延伸部37覆盖纵向镶板的开口端部,如图22所示。燕尾形状的突片36插入镶板的侧壁20中的对应切口部分35中,并且凸缘9由端部部分30的槽32接纳。端部部分30然后可以通过镶板的纵向端部34和端部部分30之间的摩擦配合而被保持就位。如果需要,则可以另外使用粘合剂。
60.图23示出了图17的线性镶板的端视图,线性镶板此时包括端部部分30。在此示例中,端部部分不包括突片36,但是如果需要,可以提供任何合适形状的突片。在此示例中,端部部分30由与镶板相同的单件材料形成。如图26所示,端部部分30由镶板的中央部分16的延伸部37形成,图26示出了镶板的平面图。在制造期间,延伸部37的期望形状和大小可被切割或冲压到材料中,且然后延伸部37围绕折叠线38折叠(旋转90
°
),使得延伸部覆盖纵向镶板的开口端部,如图23所示。端部部分30被构造成直接安装在凸缘9的下方,凸缘9基本上与侧壁20成直角延伸,且因此端部部分30不需要设置槽。端部部分30通过侧壁20、中央部分16和镶板的纵向端部34处的凸缘9以及端部部分30之间的摩擦配合而保持就位。如果需要,则可以另外使用粘合剂。
61.图24示出了具有不同端部部分30的图17的线性镶板的端视图。在此示例中,端部部分30不包括突片36,但是如果需要,可以提供任何合适形状的突片。在此示例中,端部部
分30由与镶板相同的单件材料形成。如图27所示,端部部分30由镶板的中央部分16的延伸部37形成,图27示出了镶板的平面图。在制造期间,延伸部37的期望形状和大小可以被切割或冲压到材料中,且然后延伸部37围绕折叠线38折叠(旋转90
°
),使得延伸部覆盖纵向镶板的开口端部,如图23所示。该端部部分30被构造成适合与凸缘9的外表面39齐平,但是在其他方面与关于图23所述的端部部分30相同。如果需要,则可以另外地使用粘合剂。
62.图28示出了具有延伸部37的图25和图22的线性镶板的等距视图,该延伸部37形成处于展开状态的从线性镶板的中央部分16延伸的端部部分30。
63.图29示出了具有延伸部37的图6的线性镶板的等距视图,该延伸部37形成处于展开状态的从线性镶板的中央部分16延伸的端部部分30。然而,在此实施方案中,延伸部37包括舌状部分50,当处于展开状态时,所述舌状部分50从主延伸本体37a沿远离线性镶板的中央部分16的方向延伸。舌状部分50包括突片51,突片51从舌状部分沿与线性镶板的中央部分16大致垂直的方向延伸。延伸部37可以围绕折叠线38折叠,以如前面关于图22所描述的那样覆盖线性镶板的纵向端部。在舌状部分50与主延伸本体37a之间设置另外的折叠线52以使舌状部分50能够相对于主延伸本体37a折叠。这允许舌状部分50的突片51钩在下面并由此接合线性镶板的凸缘9。
64.在不同的实施方案中,端部部分30可以由与镶板分离的材料件形成。例如,端部部分可以通过从材料中切出或冲压出坯件而形成。端部部分30和镶板可以由相同类型的材料形成,或者可以由不同的材料形成。图30示出了具有三个区域的端部部分30,即第一区域41、第二区域42和第三区域43。如图32所示,第一区域41被构造成覆盖线性镶板的开口端部,并相应地确定大小和形状。在此示例中,第一区域41是矩形形状,并且第二区域42和第三区域43从第一区域的相对端沿基本上彼此平行的方向延伸。这是因为端部部分30将被插入的线性镶板具有矩形的横截面形状,并且线性镶板的侧壁20基本上彼此平行,如图31和图32所示。在其他示例中,线性镶板的侧壁20可以相反地朝向彼此或远离彼此延伸,并且在此类情况下,材料40的第二区域和第三区域被构造成以对应角度远离第一区域延伸,使得当端部部分30被插入到镶板的纵向端部中时,第二区域42和第三区域43的面向外的表面44分别沿着每个侧壁的面向内的表面的部分延伸。凸缘9可以在第二区域和第三区域的一部分上延伸以将端部部分保持就位。另外,如果需要,则可以在侧壁20的面向内的表面和第二区域和第三区域的面向外的表面44之间设置粘合剂。
65.在没有提供粘合剂的情况下,可以根据需要容易地安装和移除端部部分。
66.在这些示例中,线性镶板具有正方形或矩形横截面,然而,也设想其他镶板,诸如具有“u”形或“v”形横截面的那些。
67.镶板可以通过辊轧成型、热压、牵引材料通过加热的模具或通过任何其他合适的手段来生产。由于这些是连续工艺,所以辊轧成型或牵引材料通过加热的模具是制造镶板的优选方法,由此允许快速生产期望长度的镶板。此外,这些方法还可允许仅在镶板的一个(内)表面上加热,使得由于镶板的另一(外)表面上的纤维熔化最小化,外表面保持毛毡状外观。在辊轧成型的情况下,容易改变辊的位置以生产具有不同宽度、横截面等的镶板。牵引材料通过加热的模具具有的优点是模具的温度可以被更精确地控制。
68.上述示例涉及包括双芯聚酯纤维和非双芯(即“普通”单芯)聚酯纤维以约30:70或者替代地约40:60的比率的混合物的镶板材料。然而,双芯聚酯纤维与非双芯聚酯纤维的比
率可以在80:20至25:75的范围内。另外,非合成纤维可以与聚酯纤维混合。期望具有至少50%的合成纤维,因为更容易控制合成纤维的参数,而非合成纤维可能在每批中显示出显著不同的性质。在再循环重要的情况下,限制不同类型纤维的数量是有利的。
69.无论使用何种纤维混合物,都期望在低温下形成镶板,因为这减少了形成镶板所需能量的量。
70.另外,根据本发明形成的镶板将保持柔软的毛毡状外观,因为大部分纤维不会熔化。熔化的纤维变得更密集地包装在一起并融合以形成光滑的外表面。尽管这增加材料的强度,但它降低其吸收声音的能力。因此,为了美学和声学两方面考虑,期望提供具有不同软化点和/或熔点的纤维并且在低温下形成镶板,使得仅有少数纤维熔化,从而使镶板具有柔软的毛毡状表面和较低的密度。
71.在用于形成镶板之前,材料可以通过低温加热进行预处理。这可能有助于稳定材料并使其在制造镶板期间不易收缩或拉伸。
72.任何期望的添加剂诸如阻燃化学品或颜料可在形成镶板之前引入纤维和/或纤维材料。
73.尽管前面的描述和附图表示了本发明的示例性实施方案,但应理解,可以在其中进行各种添加、修改和替换,而不脱离本发明的精神和范围。具体而言,本领域技术人员将清楚,本发明可以体现为其他特定形式、结构、布置、比例以及具有其他元件、材料和部件,而不脱离本发明的精神或基本特性。本领域技术人员将会理解,本发明可以与本发明的实践中所使用的结构、布置、比例、材料和部件等的许多修改一起使用,其特别适于特定的环境和操作要求而不脱离本发明的原理。因此,目前公开的实施方案在所有方面都应被认为是说明性的而非限制性的,本发明的范围由所附权利要求书指示,并且不受前述描述的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。