1.本实用新型主要涉及冲孔模具领域,尤其涉及一种汽车隔热罩多个空间角度冲孔模具。
背景技术:
2.通常情况下每种产品孔位状态多的时候采用多套冲孔模来制造出来。该产品设计有多种孔位状态,对应有几套冲孔模来实现。随着汽车行业的发展,每种车型都较多拓展车型,部分产品设计出多种配置需求,每套冲孔模成本极高,如果设计五种状态的话需要五套冲孔模,成本太高且会造成零件的定位基准不一致,尺寸不稳定。
技术实现要素:
3.针对现有技术的上述缺陷,本实用新型提供一种汽车隔热罩多个空间角度冲孔模具,包括上模组件和与上模组件对应设置的下模组件;
4.所述上模组件包括上模座1和安装在上模座1底部的上垫板2和上夹板3,所述上模座1底部远离中心位置的两侧分别安装有左导向装置和右导向装置,所述左导向装置靠近模芯的一侧斜向下安装有一号冲头11,所述一号冲头11外安装左内压料板12,所述一号冲头11和左内压料板12在左导向装置的作用下向内和向下运动;
5.所述右导向装置靠近模芯的一侧斜向下安装有二号冲头18,所述二号冲头18外安装右内压料板19,所述二号冲头18和右内压料板19在有导向装置的作用下向内和向下运动;
6.所述下模组件包括从下至上设置的下模座20、下垫板21和下模板22,所述下模板22靠近一号冲头11的一侧安装有左下模镶件23,所述左下模镶件23内安装有冲孔时一号冲头11进入的左凹模镶套24;
7.所述下模板22靠近二号冲头18的一侧安装有右下模镶件27,所述右下模镶件27内安装有冲孔时二号冲头18进入的右凹模镶套28。
8.优选的,左导向装置包括安装在的左导板6、左滑块7、左滑块镶件10、左导向块26和左滑座25,所述左导板6固定安装在上模座1底部,所述左导板6上安装有左滑块7,所述左滑块7成倒三角状,所述左滑块7的左下斜面设置有左导向块26,所述左导向块26底部通过左滑座25固定安装在下模座20上;
9.所述左滑块7右下斜面内通过左滑块镶件10安装一号冲头11。
10.优选的,右导向装置包括安装在的右导板13、右滑块14、右滑块镶件17、右导向块30和右滑座29,所述右导板13固定安装在上模座1底部,所述右导板13上安装有右滑块14,所述右滑块14成倒三角状,所述右滑块14的左下斜面设置有右导向块30,所述右导向块30底部通过右滑座29固定安装在下模座20上;
11.所述右滑块14左下斜面内通过右滑块镶件17安装二号冲头18。
12.优选的,一号冲头11和二号冲头18从俯视方向沿着模芯方向的连线重合且之间夹
角为钝角。
13.优选的,上模座1中安装弹簧4,所述上夹板3下连接上脱板5,所述弹簧4设置在上模座1和上脱板5之间。
14.优选的,左滑块7靠近顶部的内侧安装左弹簧座8,所述左弹簧座8上安装设置在上模座1中的氮气弹簧9;
15.所述右滑块14靠近顶部的内侧安装右弹簧座15,所述右弹簧座15上安装设置在上模座1中的氮气弹簧16。
16.优选的,下模座20的底部安装有下垫脚31。
17.本实用新型的有益效果:多个空间角度同时冲孔,效率高,节省模具,具体的是:
18.由于多个空间角度的孔因为孔中心的矢量方向不在一个平面内,如果单独分几次冲压会造成零件的定位基准不一致,形成累计误差;同时冲孔能保证孔和孔之间相对位置度,零件尺寸稳定,一致性好。
附图说明
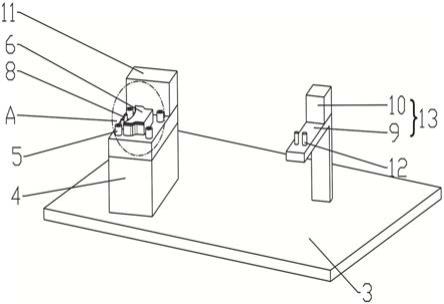
19.图1为本实用新型的主视图;
20.图2为本实用新型的俯视图;
21.图3为本实用新型中关于下模的俯视图;
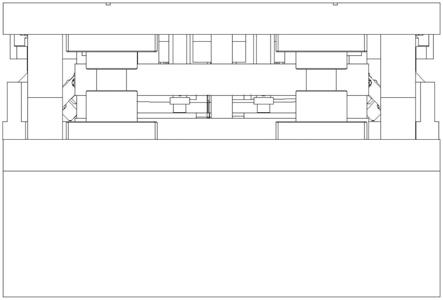
22.图4为本实用新型中关于图1中a-a剖视图旋转图;
23.图5为本实用新型中关于图1中b-b剖视图旋转图;
24.图中,
25.1、上模座;2、上垫板;3、上夹板;4、弹簧;5、上脱板;6、左导板;7、左滑块;8、左弹簧座;9、氮气弹簧;10、左滑块镶件;11、一号冲头;12、左内压料板;13、右导板;14、右滑块;15、右弹簧座;16、氮气弹簧;17、右滑块镶件;18、二号冲头;19、右内压料板;20、下模座;21、下垫板;22、下模板;23、左下模镶件;24、左凹模镶套;25、左滑座;26、左导向块;27、右下模镶件;28、右凹模镶套;29、右滑座;30、右导向块;31、下垫脚。
具体实施方式
26.为了使本技术领域人员更好地理解本发明的技术方案,并使本发明的上述特征、目的以及优点更加清晰易懂,下面结合实施例对本发明做进一步的说明。实施例仅用于说明本发明而不用于限制本发明的范围。
27.如图1-5所示可知,本实用新型包括有:上模组件和与上模组件对应设置的下模组件;
28.所述上模组件包括上模座1和安装在上模座1底部的上垫板2和上夹板3,所述上模座1底部远离中心位置的两侧分别安装有左导向装置和右导向装置,所述左导向装置靠近模芯的一侧斜向下安装有一号冲头11,所述一号冲头11外安装左内压料板12,所述一号冲头11和左内压料板12在左导向装置的作用下向内和向下运动;
29.所述右导向装置靠近模芯的一侧斜向下安装有二号冲头18,所述二号冲头18外安装右内压料板19,所述二号冲头18和右内压料板19在有导向装置的作用下向内和向下运动;
30.所述下模组件包括从下至上设置的下模座20、下垫板21和下模板22,所述下模板22靠近一号冲头11的一侧安装有左下模镶件23,所述左下模镶件23内安装有冲孔时一号冲头11进入的左凹模镶套24;
31.所述下模板22靠近二号冲头18的一侧安装有右下模镶件27,所述右下模镶件27内安装有冲孔时二号冲头18进入的右凹模镶套28。
32.在本实施中优选的,左导向装置包括安装在的左导板6、左滑块7、左滑块镶件10、左导向块26和左滑座25,所述左导板6固定安装在上模座1底部,所述左导板6上安装有左滑块7,所述左滑块7成倒三角状,所述左滑块7的左下斜面设置有左导向块26,所述左导向块26底部通过左滑座25固定安装在下模座20上;
33.所述左滑块7右下斜面内通过左滑块镶件10安装一号冲头11。
34.在本实施中优选的,右导向装置包括安装在的右导板13、右滑块14、右滑块镶件17、右导向块30和右滑座29,所述右导板13固定安装在上模座1底部,所述右导板13上安装有右滑块14,所述右滑块14成倒三角状,所述右滑块14的左下斜面设置有右导向块30,所述右导向块30底部通过右滑座29固定安装在下模座20上;
35.所述右滑块14左下斜面内通过右滑块镶件17安装二号冲头18。
36.设置上述结构,利用左导向装置和右导向装置,实现多个空间角度同时冲孔,效率高,节省模具。
37.在本实施中优选的,一号冲头11和二号冲头18从俯视方向沿着模芯方向的连线重合且之间夹角为钝角。
38.设置上述结构,多个空间角度的孔中心的矢量方向不在一个平面内,实现多个空间角度同时冲孔,效率高,节省模具。
39.在本实施中优选的,上模座1中安装弹簧4,所述上夹板3下连接上脱板5,所述弹簧4设置在上模座1和上脱板5之间。
40.设置上述结构,上脱板5在弹簧4力的作用下回到原位并和零件上表面脱离。
41.在本实施中优选的,左滑块7靠近顶部的内侧安装左弹簧座8,所述左弹簧座8上安装设置在上模座1中的氮气弹簧9;
42.所述右滑块14靠近顶部的内侧安装右弹簧座15,所述右弹簧座15上安装设置在上模座1中的氮气弹簧16。
43.设置上述结构,左滑块7在氮气弹簧9作用下向外和向上运动直至行程结束,同时右滑块14在氮气弹簧16作用下也向外和向上运动直至行程结束。
44.在本实施中优选的,下模座20的底部安装有下垫脚31。
45.在使用中,包括以下工序步骤:
46.第一步:放置零件完成定位
47.冲压时动力装置将上模整个吊起,使上模与下模分离,此时把零件放在下模板22上完成零件定位;
48.第二步:上模向下运动并冲压
49.在动力装置的作用下上模整体向下垂直运动,上脱板5的下表面和零件上表面开始接触并施加向下的压力,在模具的左侧左滑块7在左导向块26的导向下开始向内和向下运动,接着左内压料板12和零件左侧边接触并施加压力,最后冲头11剪切材料并进入左凹
模镶套24完成冲孔动作;
50.同时在模具的右边右滑块14在右导向块30的导向下开始向内和向下运动,接着右内压料板19和零件右侧边接触并施加压力,最后冲头18剪切材料并进入右凹模镶套28完成冲孔动作;
51.第三步:上下模分离并脱模
52.冲孔结束后在动力装置的作用下上模整体向上运动,先是左内压料板12和右内压料板19同时完成脱料动作;左滑块7在氮气弹簧9作用下向外和向上运动直至行程结束,同时右滑块14在氮气弹簧16作用下也向外和向上运动直至行程结束。最后上脱板5在弹簧4力的作用下回到原位并和零件上表面脱离。此时模具所有活动部件都回到原有位置,取出零件可以进行下一次的冲压。
53.上述实施例仅例示性说明本专利申请的原理及其功效,而非用于限制本专利申请。任何熟悉此技术的人士皆可在不违背本专利申请的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本专利申请所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本专利请的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。