1.本实用新型涉及一种点火具部件加工装置,特别是涉及一种点火具冲盖垫片加工装置。
背景技术:
2.目前一种点火具产品冲盖垫片生产过程中,采用人工方式生产。人工将一个固定大小的锡箔片垫在一个橡胶板上,采用手锤敲击专用冲子逐个冲制。冲制好的锡箔片再有人工用棉签沾酒精,将锡箔片粘在棉签头部,逐个放入到产品底部,再用干棉签手动平整使其同产品底部完全重合。由于采用单个人工冲垫片、单个盖垫片的方式,不仅存在着操作者劳动强度大、效率低下,还容易产生锡箔片放置不平整、有褶皱、多放的问题,直接影响产品质量。
技术实现要素:
3.本实用新型的目的在于提供一种点火具冲盖垫片加工装置,本实用新型采用伺服电缸作为冲垫片动力源,气缸作为盖垫片动力源,结合冲垫片机构和盖垫片机构实现压紧锡箔片、冲垫片、盖垫片等动作的自动化,35发同时冲盖锡箔片,解决了操作者劳动强度大、效率低下、锡箔片放置不平整、有褶皱、多放的问题。
4.本实用新型的目的是通过以下技术方案实现的:
5.一种点火具冲盖垫片加工装置,所述装置包括冲垫片机构、盖垫片机构、机架;台板安装在方钢支架上,上板通过四根立柱固定在台板上,支撑板通过四根支撑柱固定在台板上,模具定位条也固定在台板上,定位柱固定在支撑板上;方钢支架、台板、立柱、上板、支撑柱和支撑板构成了设备的主体承重支撑;伺服电缸固定在上板上,伺服电缸输出轴同电缸连接板固定;直线轴承座固定在上板上,光轴穿过直线轴承座同电缸连接板固定;定位板通过四根导杆同电缸连接板固定,三十五根带通孔的冲垫片冲子插在冲垫片导板内,并连同冲子一起安装在定位板上;小轴带螺纹端穿过定位板、冲垫片导板、弹簧同压板螺纹连接;气缸上端固定在电缸连接板上,气缸杆同气缸连接板固定;另一个直线轴承座固定在气缸连接板上,三十五根盖垫片冲子上端插在盖垫片导板内,并连同冲子一起安装气缸连接板上,盖垫片冲子下端插在定位板内;模具由模具定位条固定位置。
6.所述的一种点火具冲盖垫片加工装置,所述冲垫片机构,有伺服电缸、光轴、直线轴承座、电缸连接板、导杆、定位板、冲垫片导板、压板、弹簧和小轴。
7.所述的一种点火具冲盖垫片加工装置,所述盖垫片机构包括气缸、气缸连接板、直线轴承座、盖垫片导板和盖垫片冲子。
8.所述的一种点火具冲盖垫片加工装置,所述机架包括方钢支架、台板、立柱、上板、支撑柱、支撑板和定位条。
9.本实用新型的优点与效果是:
10.1.本实用新型由于采用伺服电缸最为动力源,通过控制系统实现冲垫片速度、冲
垫片力矩两大关键参数的控制。在速度控制方面可以实现快速冲制,保证冲完的垫片圆整无毛刺。在力矩控制方面可以实现力矩保护,当出现冲子不对位等问题时可以对设备进行保护。由于采用35发同时冲垫片并一次性盖垫片,完成35发产品的冲盖垫片仅仅需要5秒时间,大大提高了效率。
11.2.本实用新型取消了原来的人工冲制垫箔片、人工用棉签逐个盖垫片的工艺过程,生产线盖垫片工序由原来的4人减为1人。解决了现有生产采用单个人工冲制方式存在着操作者劳动强度大、效率低下、锡箔片放置不平整、有褶皱、多放的问题。
12.3.本实用新型还具有结构简单、劳动强度低、本质安全度高、自动水平高、技术成熟、耗能低和操作方便等一系列优点,适用于一种点火具产品冲盖垫片的生产需要。
附图说明
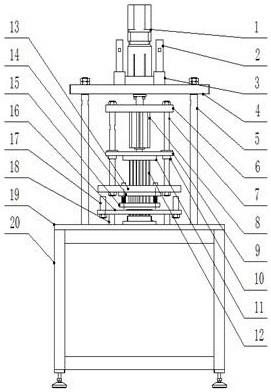
13.图1为本实用新型整体结构示意图;
14.图2为图1的左视图;
15.图3为本实用新型模具剖视图;
16.图4为图3的俯视图。
17.图中部件:伺服电缸1、光轴2、直线轴承座3、上板4、立柱5、电缸连接板6、导杆7、气缸8、气缸连接板9、轴承座10、盖垫片导板11、盖垫片冲子12、定位板13、冲垫片导板14、压板15、支撑板16、定位柱17、支撑柱18、台板19、方钢支架20、小轴21、冲垫片冲子22、弹簧23、锡箔片24、产品25、模具26、模具定位条27。
具体实施方式
18.下面结合附图所示实施例对本实用新型进行详细说明。
19.本实用新型包括冲垫片机构,有伺服电缸、光轴、直线轴承座、电缸连接板、导杆、定位板、冲垫片导板、压板、弹簧和小轴等。
20.盖垫片机构包括气缸、气缸连接板、直线轴承座、盖垫片导板和盖垫片冲子等。
21.机架包括方钢支架、台板、立柱、上板、支撑柱、支撑板和定位条等。
22.台板安装在方钢支架上,上板通过四根立柱固定在台板上,支撑板通过四根支撑柱固定在台板上,模具定位条也固定在台板上,定位柱固定在支撑板上。方钢支架、台板、立柱、上板、支撑柱和支撑板构成了设备的主体承重支撑。伺服电缸固定在上板上,伺服电缸输出轴同电缸连接板固定。直线轴承座固定在上板上,光轴穿过直线轴承座同电缸连接板固定。定位板通过四根导杆同电缸连接板固定,三十五根带通孔的冲垫片冲子插在冲垫片导板内,并连同冲子一起安装在定位板上。这样伺服电缸动作时就能带动冲垫片冲子上下移动进行冲垫片。小轴带螺纹端穿过定位板、冲垫片导板、弹簧同压板螺纹连接。气缸上端固定在电缸连接板上,气缸杆同气缸连接板固定。另一个直线轴承座固定在气缸连接板上,并通过导杆进行上下滑动。三十五根盖垫片冲子上端插在盖垫片导板内,并连同冲子一起安装气缸连接板上,盖垫片冲子下端插在定位板内。模具由人工放置到位,由模具定位条固定位置,锡箔片由人工放置到位。设备运行时,伺服电缸动作带动冲垫片机构和盖垫片机构整体下移过程中,压板首先接触锡箔片在弹簧力的作用下将锡箔片压实。随着真个机构继续向下移动,冲垫片冲子运行到压实的锡箔片处将锡箔片冲制成垫片后继续下移,当定位
板达到定位柱上端面时停止下移并停留在此位置。此时气缸动作带动盖垫片冲子通过冲垫片冲子的中心孔将冲制好的粘在冲垫片冲子端面的垫片推入到产品底部,到位后返回。气缸返回到位后,伺服电缸返回,带动冲垫片机构和盖垫片机构整体回位,一个冲盖垫片工作结束。人工将装好垫片的模具和冲完垫片的锡箔片取走,更换新模具和锡箔片准备下一次冲盖垫片工作。
实施例
23.如图1、图 2、图 3和图4所示,台板19安装在方钢支架20上,上板4通过四根立柱5固定在台板19上,支撑板16通过四根支撑柱18固定在台板19上,模具定位条27也固定在台板19上,定位柱17固定在支撑板16上。方钢支架20、台板19、立柱5、上板4、支撑柱18和支撑板16构成了设备的主体承重支撑。伺服电缸1固定在上板4上,伺服电缸1输出轴同电缸连接板6固定。直线轴承座3固定在上板4上,光轴2穿过直线轴承座3同电缸连接板6固定。定位板13通过四根导杆7同电缸连接板6固定,三十五根带通孔的冲垫片冲子22插在冲垫片导板14内,并连同冲垫片冲子22一起安装在定位板13上。这样伺服电缸1动作时就能带动冲垫片冲子22上下移动进行冲垫片。小轴21带螺纹端穿过定位板13、冲垫片导板14、弹簧23同压板15螺纹连接。气缸8上端固定在电缸连接板6上,气缸杆同气缸连接板9固定。轴承座10固定在气缸连接板9上,并通过导杆7进行上下滑动。三十五根盖垫片冲子12上端插在盖垫片导板11内,并连同盖垫片冲子12一起安装气缸连接板9上,盖垫片冲子12下端插在定位板13内。模具26由人工放置到位,由模具定位条27固定位置,锡箔片24由人工放置到位。设备运行时,伺服电缸1动作带动冲垫片机构和盖垫片机构整体下移过程中,压板15首先接触锡箔片24在弹簧23力的作用下将锡箔片24压实。随着真个机构继续向下移动,冲垫片冲子22运行到压实的锡箔片24处将锡箔片24冲制成垫片后继续下移,当定位板13达到定位柱17上端面时停止下移并停留在此位置。此时气缸8动作带动盖垫片冲子12通过冲垫片冲子22的中心孔将冲制好的粘在冲垫片冲子22端面的垫片推入到产品25底部,到位后返回。气缸8返回到位后,伺服电缸1返回,带动冲垫片机构和盖垫片机构整体回位,一个冲盖垫片工作结束。人工将装好垫片的模具26和冲完垫片的锡箔24片取走,更换新的模具26和锡箔片24准备下一次冲盖垫片工作。
24.具体运行过程
25.生产前人工先将冲子手动安装在导板中,安装退出工装时先旋转定位块至不影响导板插入的位置,将带有冲子的导板插入到勾板内,到位后再旋转定位块,使手拧固定螺钉中心点位置与导板侧端面中线对准,拧紧手拧固定螺钉,将导板固定在勾板内,这样退出工装就安装好了。生产时当上一个工序模具到来时,小车气缸伸出,到位后上个工序设备自动将带有产品的上一个工序模具装入小车内,到位后小车气缸缩回,带着小车和上一个工序模具进入到退出工位,伺服电缸1带着冲子进行自动退出,产品在伺服电缸1向下的力的作用下,通过上一个工序模具和收紧漏斗退出到木盘中。伺服电缸1将产品退出后自动回位,小车气缸伸出由下一个工序设备自动将上一个工序模具取走,上一个工序模具取走后小车回位。一个产品退出工作结束,当木盘中产品达到工艺要求的数量后,控制系统报警提示,人工将产品取走。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。