1.本发明属于电机设计和工艺技术领域,特别涉及一种基于直流力矩电机的电刷簧片热处理方法。
背景技术:
2.直流力矩电机相较于其他永磁电机,采用电刷-换向器机械换向,具有控制接口简洁、控制特性好、调速范围宽等特点,现被广泛应用于军民工业领域。静摩擦力矩作为关键指标,其性能稳定性和环境适应性直接影响系统的控制精度和输出特性。对于有刷电机而言,电刷簧片弹性决定着电刷与换向器间的机械摩擦力矩,而该摩擦力矩是整机静摩擦力矩的重要组成部分。
3.铍青铜因其在固溶和时效热处理后具有弹性滞后小、导电导热性高、耐疲劳等优点被作为电刷簧片材料被广泛应用于有刷电机设计生产过程中。铍青铜类弹性材料热处理后的性能参数主要包括弹性、弹性稳定性、弹性后效对热处理的温度、时间等工艺方法有着严格的要求,有效控制和确保铍青铜簧片热处理工艺过程的准确度对有刷力矩电机的性能稳定显得至关重要。
4.当前簧片热处理过程一般使用普通真空炉(真空度不如高真空炉)进行,热处理过程簧片未使用工装固定,极易造成簧片在热处理过程发生不可逆物理变形,与初始设计尺寸不符,此外,由于温度控制仅体现在真空炉程序设定这一点上,由于温度滞后效应,造成工件在热处理过程中实际温度变化与国标要求存在较大出入,直接影响簧片热处理后的弹性及性能稳定性。
技术实现要素:
5.本发明的目的是在于克服现有技术的不足之处,提供一种可靠性好、可保证工件热处理前后的形状稳定性和材料稳定性的基于直流力矩电机的电刷簧片热处理方法。
6.本发明的上述目的通过如下技术方案来实现:
7.一种基于直流力矩电机的电刷簧片热处理方法,其特征在于:该热处理方法采用真空热处理炉、氢气源、至少4个热电偶、工件固定专用工装;专用工装由工装底座和工装压盖构成;在真空热处理炉的一端设置进气端,另一端设置出气端,进气端和出气端通过外接管路连接氢气源存储装置,并在连接管路上安装循环泵,构成氢气循环系统;
8.包括如下步骤:
9.步骤1、将多个工件排布于工装底座的上端面,在工装底座上端中部位置粘接一个热电偶,该热电偶与两侧的工件接触,然后将工装压盖盖在工件上端,通过连接于工装底座与工装压盖两端之间的螺钉,将多个工件夹持固定于工装底座与工装上盖之间;
10.步骤2、将固定有工件的工装置于真空热处理炉中,分别在炉内顶壁上、工装两端各固定一热电偶;
11.步骤3、在氢气循环系统未开启的状态下,对空气热处理炉内部进行抽真空处理,
至空气热处理炉内部的真空度达到设计要求;
12.步骤4、真空热处理炉通电升温,并开启氢气循环系统中的循环泵,通过四个热电偶的检监测温度来实现对簧片时效处理的精准控制,至达到设定的时效处理时间,完成工件的热处理。
13.进一步的:所述工件固定专用工装由高强度不锈钢材料制成,在工装底座的上端形状及工装压盖的下端形状与工件的形状匹配,且在工装底座的上端两侧线切割加工有供工件两边端部的三爪嵌入的定位槽。
14.本发明具有的优点和积极效果:
15.1、本发明通过工件固定专用工装来对工件进行固定,本发明安装工件的实际形状和尺寸,在工装底座和工装压盖的结合面线切割慢走丝加工形成簧片放置位置,具有尺寸紧凑、简洁方便等特点,有助于在保证热处理过程中簧片无物理变形的基础上实现批量化热处理。
16.2、本发明分别在炉内顶部炉壁上、工装近气源、工装远气源及工装内工件位置分别粘接放置4个热电偶,用于对温变速率和工件实际温度进行准确反馈,从而实现热处理簧片实际温度的在线实时指示、调整和控制,具有科学可靠、温度均一等优点。
17.3、本发明使用氢气作为真空炉热处理气氛,在避免热处理过程中工件氧化同时实时还原已氧化部分,进而保证了工件时效处理前后材料稳定性,适用范围广,通用性强。
附图说明
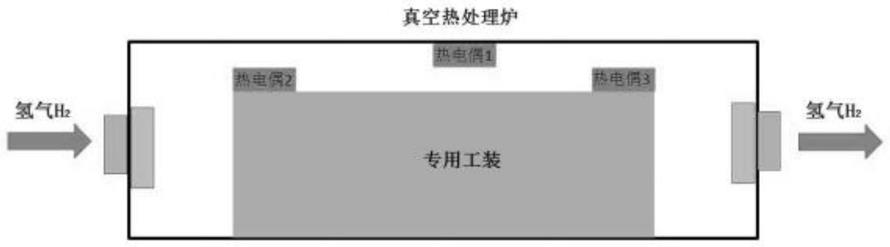
18.图1为本发明热处理方法的方案示意图;
19.图2是本发明簧片固定专用工装的主视图;
20.图3是本发明簧片固定专用工装的纵向剖面示意图;
21.图4是本发明热电偶置于工装内部及弹片工件的排布示意图;
22.图5是本发明适用的电刷簧片示意图。
具体实施方式
23.以下结合附图并通过实施例对本发明的结构作进一步说明。需要说明的是本实施例是叙述性的,而不是限定性的。
24.一种基于直流力矩电机的电刷簧片热处理方法,其发明点是:该热处理方法采用真空热处理炉、氢气源、至少4个热电偶、工件固定专用工装。其中,真空热处理炉为工件的热时效处理提供一个作用空间,在该空间内完成工件的热时效处理,氢气源为工件的热时效处理工件提供氢气,使工件在一个氢气氛围中进行热时效处理;多个热电偶用于检测热时效处理空间内不同位置的温度,便于对时效处理温度实现精确控制,工件固定专用工装用于对多个工件进行统一固定,以约束工件在热时效处理中的物料变形。
25.所述专用工装由工装底座2和工装压盖1构成,均采用高强度不锈钢材料。在工装底座的上端形状及工装压盖的下端形状与工件的形状匹配,其在工装底座的上端两侧线切割加工有供工件两边端部的三爪嵌入的定位槽。真空热处理炉具有能抽真空和电加热的功能,真空热处理炉可采用合肥科晶型号otf-1200x的真空热处理炉。在真空热处理炉的一端设置进气端,另一端设置出气端,进气端和出气端通过外接管路连接氢气源存储装置,并在
连接管路上安装循环泵,构成氢气循环系统。此外,在进气端和出气端还应该安装电控阀,以实现氢气循环系统的开启和切断控制。
26.除上述结构外,还应该包括控制系统,控制系统对真空热处理炉连接的真空泵进行开断控制,并根据多个热电偶的监测温度,对真空热处理炉的加热部分及氢气循环系统进行控制。
27.包括如下步骤:
28.步骤1、将多个工件100排布于工装底座的上端面,在工装底座上端中部位置粘接一个热电偶,该热电偶与两侧的工件接触,可通过热电偶监测工装内部中间部位的工件的温度,该位置的热电偶为4号热电偶,然后将工装压盖盖在工件上端,通过连接于工装底座与工装压盖两端之间的螺钉3,将多个工件夹持固定于工装底座与工装上盖之间;
29.步骤2、将固定有工件的工装置于真空热处理炉中,分别在炉内顶壁上、工装两端各固定一热电偶,其中安装在炉内顶壁上的热电偶为热电偶1,用于监测炉腔内的温度,靠近进气端的工装上的热电偶为热电偶2,用于监测工装该端的温度,进而实现布置在工装内部靠近该端的工件的温度监测,靠近出气端的工装上的热电偶为热电偶3,用于监测工装该端的温度,进而实现布置在工装内部靠近该端的工件的温度监测。
30.步骤3、在氢气循环系统未开启的状态下,对空气热处理炉内部进行抽真空处理,至空气热处理炉内部的真空度达到设计要求,一般真空度基本在2*10-2
pa。
31.步骤4、真空热处理炉通电升温,并开启氢气循环系统中的循环泵,依次从热电偶1到热电偶4,充分去除升温滞后的影响,确保热电偶4温度达到铍青铜材料时效处理的国标规定温度,整个过程是用氢气作为热处理气氛。本方法通过四个热电偶的检监测温度来实现对簧片时效处理的精准控制,至达到设定的时效处理时间,完成工件的热处理。
32.综上,本发明借助专用工装确保热处理过程电刷簧不发生物理变形,通过分别检测4个热电偶温度,实现对簧片时效处理的精准控制,保证工件温度均一性,降低性能蠕变,进而确保热处理后电刷簧及电机的性能可靠性。
33.尽管为说明目的公开了本发明的实施例和附图,但是本领域的技术人员可以理解:在不脱离本发明及所附权利要求的精神范围内,各种替换、变化和修改都是可以的,因此,本发明的范围不局限于实施例和附图所公开的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
