1.本技术涉及硅工件加工技术领域,特别是涉及一种硅棒研磨机及硅棒研磨方法。
背景技术:
2.目前,随着社会对绿色可再生能源利用的重视和开放,光伏太阳能发电领域越来越得到重视和发展。光伏发电领域中,通常的晶体硅太阳能电池是在高质量硅片上制成的,这种硅片从提拉或浇铸的硅锭后通过多线锯切割及后续加工而成。
3.现有硅片的制作流程,以单晶硅产品为例,一般地,大致的作业工序可包括:先使用硅棒截断机对原初的长硅棒进行截断作业以形成多段短硅棒;截断完成后,使用硅棒开方机对截断后的短硅棒进行开方作业后形成单晶硅棒;再对各个硅棒进行磨面、倒角等加工作业,使得硅棒的表面整形达到相应的平整度及尺寸公差要求;后续再对硅棒进行切片作业以得到硅片。
4.一般情况下,在对硅棒进行磨面、倒角的工序中必须经由粗磨和精磨两个过程,对于待加工的某一单根硅棒而言,其要经过装载、转移至粗磨加工区位进行粗磨、转移至精磨加工区位进行精磨、最后卸载,再对另一硅棒进行装载、研磨(粗磨和精磨)及卸载,在通常的大批量加工中硅棒研磨机重复这一加工过程,硅棒研磨机的磨具有大量时间处于空闲状态,研磨效率低下,影响硅棒加工的经济效益。
技术实现要素:
5.鉴于以上所述相关技术的缺点,本技术的目的在于公开一种硅棒移送装置、硅棒研磨机及硅棒研磨方法,用于解决现有技术中存在的研磨效率低下等问题。
6.为实现上述目的及其他相关目的,本技术在第一方面公开一种硅棒研磨机,包括:
7.机座,具有硅棒加工平台;所述硅棒加工平台上设有第一加工区位和第二加工区位;
8.第一硅棒夹具,设于所述第一加工区位,用于夹持硅棒并带动所夹持的硅棒沿第一方向移动;其中,所述硅棒的轴心线平行于所述第一方向;
9.第二硅棒夹具,设于所述第二加工区位,用于夹持硅棒并带动所夹持的硅棒沿第一方向移动;
10.粗磨装置,具有相对设置的至少一对粗磨磨具,用于对所述硅棒加工平台的第一加工区位或第二加工区位上的硅棒进行粗磨作业;
11.精磨装置,具有相对设置的至少一对精磨磨具,用于对所述硅棒加工平台的第二加工区位或第一加工区位上的粗磨后硅棒进行精磨作业;以及
12.换位机构,与粗磨装置和精磨装置连接,用于驱动粗磨装置和精磨装置在第一加工区位和第二加工区位之间转换位置。
13.本技术公开的硅棒研磨机,包括机座、第一硅棒夹具、第二硅棒夹具、粗磨装置、以及精磨装置,其中,所述机座具有硅棒加工平台,所述硅棒加工平台上设有第一加工区位和
第二加工区位,所述第一硅棒夹具和第二硅棒夹具分别对应于第一加工区位和第二加工区位,所述粗磨装置具有相对设置的至少一对粗磨磨具,所述精磨装置具有相对设置的至少一对精磨磨具,所述粗磨装置和精磨装置共同设于一换位机构上,利用所述换位机构可驱动粗磨装置和精磨装置在第一加工区位和第二加工区位之间转换位置,通过协调控制第一硅棒夹具、第二硅棒夹具与粗磨装置、精磨装置,使得在同一时刻所述硅棒研磨机中的粗磨装置和精磨装置均处于工作状态,且通过控制换位机构以驱动粗磨装置和精磨装置在第一加工区位和第二加工区位之间转换位置,使得位于第一加工区位或第二加工区位的第一硅棒夹具或第二硅棒夹具所夹持的硅棒在对应的加工区位上即可完成粗磨作业和精磨作业,无需对硅棒转换加工区位,可提高硅棒研磨效率和缩短研磨作业耗时,及提升经济效率。
14.在本技术的第一方面的某些实施方式中,所述第一硅棒夹具通过第一导向结构设于所述第一加工区位,其中,所述第一导向结构为沿第一方向设置的转移导轨和/或导柱;所述第二硅棒夹具通过第二导向结构设于所述第二加工区位,其中,所述第二导向结构为沿第一方向设置的转移导轨和/或导柱。
15.在本技术的第一方面的某些实施方式中,所述第一硅棒夹具和第二硅棒夹具中的任一者包括:夹臂安装座,设于所对应的转移导轨和/或导柱;移动机构,用于驱动所述夹臂安装座沿所对应的转移导轨和/或导柱移动;一对夹臂,设于所述夹臂安装座上,用于夹持硅棒的两个端面;其中,所述一对夹臂中的任一个夹臂设有夹持部;夹臂驱动机构,用于驱动一对夹臂中的至少一个夹臂沿第一方向移动以调节所述一对夹臂之间的夹持间距。
16.在本技术的第一方面的某些实施方式中,所述移动机构包括:移动齿轨,沿第一方向设置;驱动齿轮,设于所述夹臂安装座且与所述移动齿轨啮合;驱动源,用于驱动所述驱动齿轮。
17.在本技术的第一方面的某些实施方式中,所述移动机构包括:移动丝杆,沿第一方向设置且与所述夹臂安装座关联;驱动源,用于驱动所述移动丝杆转动以使所关联的夹臂安装座沿第一方向移动。
18.在本技术的第一方面的某些实施方式中,所述第一硅棒夹具和第二硅棒夹具中的任一者还包括夹持部转动机构,用于驱动所述夹持部及所夹持的硅棒转动。
19.在本技术的第一方面的某些实施方式中,所述夹臂驱动机构包括:丝杆,沿第一方向设置且与所述一对夹臂中的至少一个夹臂关联;驱动源,用于驱动所述丝杆以使所关联的至少一个夹臂沿第一方向移动。
20.在本技术的第一方面的某些实施方式中,所述夹臂驱动机构包括:双向丝杆,沿第一方向设置且在两端与所述一对夹臂螺纹连接;驱动源,用于驱动所述双向丝杆转动以使得所述一对夹臂沿第一方向相向移动或相背移动。
21.在本技术的第一方面的某些实施方式中,所述第一硅棒夹具和第二硅棒夹具中任一者还包括研磨修复装置,用于修磨对应的所述粗磨装置中的粗磨磨具和/或所述精磨装置中的精磨磨具。
22.在本技术的第一方面的某些实施方式中,在所述粗磨装置中,所述至少一对粗磨磨具的研磨面位于相对的水平面内;所述粗磨装置还包括:粗磨磨具进退机构,用于驱动所述至少一对粗磨磨具中的至少一个粗磨磨具沿重垂线方向移动,其中,所述重垂线方向垂直于所述水平面。
23.在本技术的第一方面的某些实施方式中,所述粗磨磨具进退机构包括:进退导轨,沿重垂线方向设于所述换位机构,用于设置所述至少一对粗磨磨具;进退驱动单元,用于驱动所述至少一对粗磨磨具中的至少一个沿所述进退导轨移动。
24.在本技术的第一方面的某些实施方式中,在所述粗磨装置中,所述至少一对粗磨磨具的研磨面位于相对的重垂面内;所述粗磨装置还包括:粗磨磨具进退机构,用于驱动所述至少一对粗磨磨具中的至少一个粗磨磨具沿第二方向移动,其中,所述第二方向垂直于所述重垂面。
25.在本技术的第一方面的某些实施方式中,所述粗磨磨具进退机构包括:进退导轨,沿第二方向设于所述换位机构,用于设置所述至少一对粗磨磨具;进退驱动单元,用于驱动所述至少一对粗磨磨具中的至少一个沿所述进退导轨移动。
26.在本技术的第一方面的某些实施方式中,在所述精磨装置中,所述至少一对粗磨精磨磨具的研磨面位于相对的水平面内;所述精磨装置还包括:精磨磨具进退机构,用于驱动所述至少一对精磨磨具中的至少一个精磨磨具沿重垂线方向移动,其中,所述重垂线方向垂直于所述水平面。
27.在本技术的第一方面的某些实施方式中,所述精磨磨具进退机构包括:进退导轨,沿重垂线方向设于所述换位机构,用于设置所述至少一对精磨磨具;进退驱动单元,用于驱动所述至少一对精磨磨具中的至少一个沿所述进退导轨移动。
28.在本技术的第一方面的某些实施方式中,在所述精磨装置中,所述至少一对精磨磨具的研磨面位于相对的重垂面内;所述精磨装置还包括:精磨磨具进退机构,用于驱动所述至少一对精磨磨具中的至少一个精磨磨具沿第二方向移动,其中,所述第二方向垂直于所述重垂面。
29.在本技术的第一方面的某些实施方式中,所述精磨磨具进退机构包括:进退导轨,沿第二方向设于所述换位机构,用于设置所述至少一对精磨磨具;进退驱动单元,用于驱动所述至少一对精磨磨具中的至少一个沿所述进退导轨移动。
30.在本技术的第一方面的某些实施方式中,所述换位机构包括换位转轴和用于驱动所述换位转轴转动的换位驱动单元,所述换位转轴设于重垂线方向,所述第一加工区位与第二加工区位设于所述换位转轴沿第二方向的相对两侧;其中,所述第一方向、第二方向、以及重垂线方向两两垂直。
31.在本技术的第一方面的某些实施方式中,所述换位驱动单元包括:主动齿轮,轴接于驱动源;从动齿轮,啮合于所述主动齿轮且连接于所述换位转轴。
32.在本技术的第一方面的某些实施方式中,所述硅棒研磨机还包括:硅棒移送装置,设于硅棒加工平台的装载区位,用于调节所述硅棒的位置以使得所述硅棒的轴心线与预定中心线对应以及将所述硅棒由装载区位装载至第一加工区位或第二加工区位。
33.在本技术的第一方面的某些实施方式中,所述硅棒移送装置包括:硅棒上料承载结构,用于承载待上料的硅棒;对中调节机构,用于调节所述硅棒的位置以使得所述硅棒的轴心线与预定中心线对应;进给驱动机构,用于驱动所述硅棒上料承载结构及其所承载的硅棒沿第二方向由装载区位移动至第一加工区位或第二加工区位,其中,所述第二方向垂直于所述第一方向。
34.在本技术的第一方面的某些实施方式中,所述对中调节机构包括垂向升降机构,
用于驱动所述硅棒上料承载结构及其所承载的硅棒作垂向升降运动以使得所述硅棒的轴心线与预定中心线在重垂线方向上对齐,所述预定中心线与第一硅棒夹具的夹持中心线或第二硅棒夹具的夹持中心线对应。
35.在本技术的第一方面的某些实施方式中,所述垂向升降机构包括:垂向升降导杆,用于设置所述硅棒上料承载结构;垂向升降驱动单元,用于驱动所述硅棒上料承载结构沿着所述垂向升降导杆作升降移动。
36.在本技术的第一方面的某些实施方式中,所述垂向升降驱动单元包括:驱动电机以及垂向设置且由所述驱动电机驱动的丝杆组件,或者,驱动电机以及垂向设置且由所述驱动电机驱动的齿轮齿条传动组件。
37.在本技术的第一方面的某些实施方式中,所述垂向升降驱动单元还包括辅助升降组件,所述辅助升降组件包括气缸及与所述气缸相连的升降顶杆。
38.在本技术的第一方面的某些实施方式中,所述对中调节机构还包括高度检测仪,用于检测硅棒以得到所述硅棒的轴心线在重垂线方向上的位置信息。
39.在本技术的第一方面的某些实施方式中,所述高度检测仪为接触式传感器或测距传感器。
40.在本技术的第一方面的某些实施方式中,所述进给驱动机构包括:进给导杆,沿第二方向布设,用于设置所述硅棒上料承载结构;进给驱动单元,用于驱动所述硅棒上料承载结构沿着所述进给导杆作横向移动。
41.在本技术的第一方面的某些实施方式中,所述进给驱动单元包括:驱动电机以及沿第二方向设置且由所述驱动电机驱动的丝杆组件,或者,驱动电机以及沿第二方向设置且由所述驱动电机驱动的齿轮齿条传动组件。
42.在本技术的第一方面的某些实施方式中,所述硅棒上料承载结构包括承载底座以及沿第二方向相对设置的第一装载部件和第二装载部件。
43.在本技术的第一方面的某些实施方式中,所述硅棒研磨机还包括第一居中调节机构,用于通过调节第一装载部件和第二装载部件来改变硅棒在第二方向上的位置以使所述硅棒的轴心线与所述硅棒上料承载结构中沿第二方向上的中心线对应。
44.在本技术的第一方面的某些实施方式中,所述第一居中调节机构包括:开合滑轨,沿第二方向设于所述承载底座上,用于设置第一装载部件和第二装载部件;开合驱动单元,用于驱动第一装载部件和第二装载部件沿着所述开合滑轨相向移动以执行合拢动作或沿着所述开合滑轨相背移动以执行张开动作。
45.在本技术的第一方面的某些实施方式中,所述开合驱动单元包括:转盘,通过转轴设于所述承载底座的中央区域;第一传动组件和第二传动组件,所述第一传动组件关联于所述承载底座和所述转盘,所述第二传动组件关联于所述承载底座和所述转盘;第一推拉部件和第二推拉部件,所述第一推拉部件关联于所述转盘和所述第一装载部件,所述第二推拉部件关联于所述转盘和所述第二装载部件;其中,当所述第一传动组件和所述第二传动组件中至少一者受控后驱动所述转盘正向转动时,由所述转盘带动所述第一推拉部件所关联的第一装载部件和所述第二推拉部件所关联的第二装载部件沿着所述开合滑轨相向移动;当所述第一传动组件和所述第二传动组件中至少一者受控后驱动所述转盘反向转动时,由所述转盘带动所述第一推拉部件所关联的第一装载部件和所述第二推拉部件所关联
的第二装载部件沿着所述开合滑轨相背移动。
46.在本技术的第一方面的某些实施方式中,所述第一推拉部件为第一连杆,所述第一连杆的第一端部与所述转盘轴接,所述第一连杆的第二端部与所述第一装载部件轴接,所述第二推拉部件为第二连杆,所述第二连杆的第一端部与所述转盘轴接,所述第二连杆的第二端部与所述第二装载部件轴接。
47.在本技术的第一方面的某些实施方式中,所述第一传动组件包括第一气缸,所述第一气缸的缸体与所述承载底座连接,所述第一气缸的活塞杆轴接于所述转盘,所述第二传动组件包括第二气缸,所述第二气缸的缸体与所述承载底座连接,所述第二气缸的活塞杆轴接于所述转盘。
48.在本技术的第一方面的某些实施方式中,所述开合驱动单元包括:双向丝杆,沿第二方向设置且在两端与第一装载部件和第二装载部件螺纹连接;驱动源,用于驱动所述双向丝杆转动以使得第一装载部件和第二装载部件沿第二方向相向移动或相背移动。
49.在本技术的第一方面的某些实施方式中,所述开合驱动单元包括:沿第二方向设置的第一齿条和第二齿条,所述第一齿条与所述第一装载部件连接,所述第二齿条与所述第二装载部件连接;驱动齿轮,位于第一齿条和第二齿条之间且与第一齿条和第二齿条啮合;驱动源,用于驱动所述驱动齿轮转动以带动第一齿条连接的第一装载部件和第二齿条连接的第二装载部件沿第二方向相向移动或相背移动。
50.在本技术的第一方面的某些实施方式中,所述硅棒研磨机还包括第二居中调节机构,用于通过调节第一装载部件和第二装载部件所承载的硅棒在第一方向上的位置以使所述硅棒位于所述硅棒上料承载结构在第一方向上的居中区域。
51.在本技术的第一方面的某些实施方式中,所述第二居中调节机构包括:支架,设于硅棒加工平台;滑轨,沿第一方向设于所述支架上;两个推顶件,设于所述滑轨上且分别相对布置在所述支架的两侧;推顶驱动单元,用于驱动两个推顶件沿着所述滑轨相向移动或相背移动。
52.在本技术的第一方面的某些实施方式中,所述推顶驱动单元包括:双向丝杆,沿第一方向设置且在两端分别两个推顶件螺纹连接;驱动源,用于驱动所述双向丝杆转动以使得两个推顶件沿第一方向相向移动或相背移动。
53.在本技术的第一方面的某些实施方式中,所述硅棒移送装置还包括:硅棒下料承载结构,用于承载待下料的硅棒。
54.在本技术的第一方面的某些实施方式中,所述硅棒下料承载结构包括卸载部件,所述卸载部件设于所述承载底座或所述第一装载部件和所述第二装载部件中的其中一者。
55.在本技术的第一方面的某些实施方式中,所述硅棒移送装置还包括:换向机构,用于驱动所述硅棒上料承载结构和所述硅棒下料承载结构互换位置。
56.在本技术的第一方面的某些实施方式中,所述换向机构包括设于重垂线方向的换向转轴,驱动所述换向转轴转动预设角度以使得所述硅棒上料承载结构和所述硅棒下料承载结构互换位置。
57.在本技术的第一方面的某些实施方式中,所述换向机构还包括用于驱动换向转轴转动的换向驱动单元,所述换向驱动单元包括:主动齿轮,轴接于驱动源;从动齿轮,啮合于所述主动齿轮且连接于所述换向转轴。
58.本技术在第二方面公开一种硅棒研磨方法,应用于一硅棒研磨机中,所述硅棒研磨机包括具有硅棒加工平台的机座,所述硅棒加工平台设有第一加工区位和第二加工区位,所述硅棒研磨机还包括第一硅棒夹具、第二硅棒夹具、粗磨装置、精磨装置、以及换位机构,所述硅棒研磨方法包括以下步骤:
59.在初始状态下,粗磨装置位于第一加工区位,精磨装置位于第二加工区位;
60.令设于第一加工区位的第一硅棒夹具夹持装载的第一硅棒并带动所夹持的第一硅棒沿第一方向移动,使得位于第一加工区位的粗磨装置对第一硅棒进行粗磨作业;
61.令换位机构驱动粗磨装置和精磨装置转换位置使得粗磨装置由第一加工区位转换至第二加工区位以及精磨装置由第二加工区位转换至第一加工区位;
62.令设于第一加工区位的第一硅棒夹具带动所夹持的第一硅棒沿第一方向移动,使得位于第一加工区位的精磨装置对第一硅棒进行精磨作业;在此阶段,令设于第二加工区位的第二硅棒夹具夹持装载的第二硅棒并带动所夹持的第二硅棒沿第一方向移动,使得位于第二加工区位的粗磨装置对第二硅棒进行粗磨作业;
63.将第一硅棒卸载并装载第三硅棒;令换位机构驱动粗磨装置和精磨装置转换位置使得粗磨装置由第二加工区位转换至第一加工区位以及精磨装置由第一加工区位转换至第二加工区位;
64.令设于第二加工区位的第二硅棒夹具夹持装载的第二硅棒并带动所夹持的第二硅棒沿第一方向移动,使得位于第二加工区位的精磨装置对第二硅棒进行精磨作业;在此阶段,令设于第一加工区位的第一硅棒夹具带动所夹持的第三硅棒沿第一方向移动,使得位于第一加工区位的粗磨装置对第一硅棒进行粗磨作业。
65.本技术公开的硅棒研磨方法,是应用于前述的硅棒研磨机中,所述硅棒研磨机包括具有硅棒加工平台的机座,所述硅棒加工平台设有第一加工区位和第二加工区位,所述硅棒研磨机还包括第一硅棒夹具、第二硅棒夹具、粗磨装置、以及精磨装置。所述硅棒研磨方法通过所述硅棒移送装置能将待上料的硅棒移送至第一加工区位或第二加工区位,且通过对中调节,能使得移送的硅棒的轴心线能与第一加工区位处第一硅棒夹具的夹持中心线或第一加工区位处第二硅棒夹具的夹持中心线在同一直线,且协调控制第一硅棒夹具、第二硅棒夹具与粗磨装置、精磨装置,使得在同一时刻所述硅棒研磨机中的粗磨装置和精磨装置均处于工作状态,且通过控制换位机构以驱动粗磨装置和精磨装置在第一加工区位和第二加工区位之间转换位置,使得位于第一加工区位或第二加工区位的第一硅棒夹具或第二硅棒夹具所夹持的硅棒在对应的加工区位上即可完成粗磨作业和精磨作业,无需对硅棒转换加工区位,可提高硅棒研磨效率和缩短研磨作业耗时,及提升经济效率。
附图说明
66.本技术所涉及的发明的具体特征如所附权利要求书所显示。通过参考下文中详细描述的示例性实施方式和附图能够更好地理解本技术所涉及发明的特点和优势。对附图简要说明书如下:
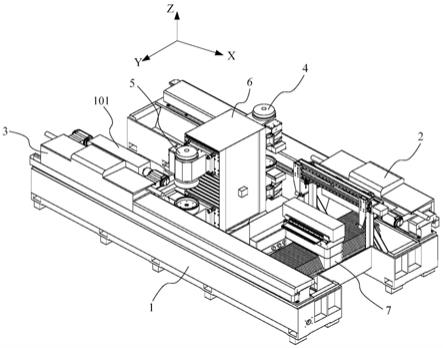
67.图1显示为本技术的硅棒研磨机在一实施例中的结构示意图。
68.图2为图1的俯视图。
69.图3显示为本技术的硅棒研磨机在另一实施例中的结构示意图。
70.图4显示为图3的俯视图。
71.图5显示为本技术硅棒研磨机中第一硅棒夹具的结构示意图。
72.图6显示为本技术硅棒移送装置在一实施例中的结构示意图。
73.图7显示为图6的俯视图。
74.图8显示为图7中去除第一装载部件和第二装载部件后的示意图。
75.图9显示为本技术硅棒移送装置在一实施例中装载硅棒后的示意图。
76.图10显示为本技术硅棒移送装置中对中调节机构在一实施例中的结构示意图。
77.图11显示为图3的局部放大图。
具体实施方式
78.以下由特定的具体实施例说明本技术的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本技术的其他优点及功效。
79.在下述描述中,参考附图描述了本技术的若干实施例。应当理解,还可使用其他实施例,并且可以在不背离本公开的精神和范围的情况下进行机械组成、结构以及操作上的改变。下面的详细描述不应该被认为是限制性的,并且本技术的实施例的范围仅由公布的专利的权利要求书所限定。这里使用的术语仅是为了描述特定实施例,而并非旨在限制本技术。空间相关的术语,例如“上”、“下”、“左”、“右”、“下面”、“下方”、“下部”、“上方”、“上部”等,可在文中使用以便于说明图中所示的一个元件或特征与另一元件或特征的关系。
80.虽然在一些实例中术语第一、第二等在本文中用来描述各种元件,但是这些元件不应当被这些术语限制。这些术语仅用来将一个元件与另一个元件进行区分。例如,第一硅棒夹具可以被称作第二硅棒夹具,并且类似地,第二硅棒夹具可以被称作第一硅棒夹具,而不脱离各种所描述的实施例的范围。第一硅棒夹具和第二硅棒夹具均是在描述某一个硅棒夹具,但是除非上下文以其他方式明确指出,否则它们不是同一个硅棒夹具。相似的情况还包括第一导向结构和第二导向结构、第一加工区位和第二加工区位、第一装载部件和第二装载部件、第一传动组件和第二传动组件等。
81.再者,如同在本文中所使用的,单数形式“一”、“一个”和“该”旨在也包括复数形式,除非上下文中有相反的指示。应当进一步理解,术语“包含”、“包括”表明存在所述的特征、步骤、操作、元件、组件、项目、种类、和/或组,但不排除一个或多个其他特征、步骤、操作、元件、组件、项目、种类、和/或组的存在、出现或添加。此处使用的术语“或”和“和/或”被解释为包括性的,或意味着任一个或任何组合。因此,“a、b或c”或者“a、b和/或c”意味着“以下任一个:a;b;c;a和b;a和c;b和c;a、b和c”。仅当元件、功能、步骤或操作的组合在某些方式下内在地互相排斥时,才会出现该定义的例外。
82.在对硅材料的加工中,通常需经由多道工序处理才可得到投入工业生产的硅片,原始的硅材料通常为长硅棒并呈圆柱形结构,由硅棒截断机对长硅棒截断后得到多段短硅棒;再由硅棒开方机对截断后的硅棒截段进行开方形成单晶硅棒,所得单晶硅棒截面呈类矩形(包括类正方形);开方所得的单晶硅棒需要去除表面损伤,并在棱角上进行倒角以消除内应力,继而需要对单晶硅棒进行磨面、倒角,使得硅棒的表面整形达到相应的平整度及尺寸公差要求后续方可进行最终的切片。
83.对单晶硅棒进行研磨的过程中,均需要先进行粗磨再进行精磨,分别由相应的粗
磨磨具和精磨磨具来实现研磨,传统工作方式中是在粗磨工作区对单根单晶硅棒进行粗磨后将单晶硅棒转运至精磨工作区进行精磨,在精磨完成后将加工后的单晶硅棒运送出工作区,在大量的研磨工作中重复操作这一过程,精磨和粗磨的研磨顺序使得硅棒研磨机在作业中不可避免的具有处于等待状态的磨具,例如,在粗磨磨具进行粗磨时精磨磨具处于等待状态,在精磨磨具进行精磨时粗磨磨具处于等待状态,研磨加工过程耗时较长。
84.在本技术提供的实施例中,为明确方向的定义与不同结构之间运作的方式,定义一个由第一方向、第二方向、第三方向定义的三维空间,所述第一方向、第二方向、第三方向均为直线方向且相互两两垂直。将硅棒加工设备的长度延伸方向也即硅棒放置于其上时的长度方向定义为第一方向(即前后方向或转移方向),将硅棒加工设备的宽度延伸方向也即左右方向定义为第二方向(即左右方向或进给方向),将竖直方向也即重垂线方向、垂向、上下方向或升降方向定义为第三方向。
85.在相关的针对硅棒的加工作业技术中,会涉及到例如开方切割、磨面、倒角等若干道工序。
86.一般地,现有的硅棒大多为圆柱形结构,通过硅棒开方设备对硅棒进行开方切割,使得硅棒在开方处理后截面呈类矩形(包括类正方形),而已加工的硅棒整体呈类长方体形(也可包括类立方体形)。以单晶硅棒为例,所述单晶硅棒是由原始硅棒经过硅棒截断并在之后经过硅棒开方装置进行开方所得,所述原始硅棒通常为通过用直拉法或悬浮区熔法从熔体中生长出棒状单晶硅。
87.以单晶硅棒为例,单晶硅棒的形成工艺可包括:先使用硅棒截断机对原始的长硅棒进行截断作业以形成多段短硅棒;截断完成后,又使用硅棒开方机对截断后的短硅棒进行开方作业形成截面呈类矩形的单晶硅棒。其中,使用硅棒截断机对原初的长硅棒进行截断作业以形成多段短硅棒的具体实现方式可参考例如为cn105856445a、cn105946127a、以及cn105196433a等专利公开文献,使用硅棒开方机对截断后的短硅棒进行开方作业后形成截面呈类矩形的单晶硅棒的具体实施方式则可参考cn105818285a等专利公开文献。但单晶硅棒的形成工艺并不见限于前述技术,在可选实例中,单晶硅棒的形成工艺还可包括:先使用全硅棒开方机对原初的长硅棒进行开方作业以形成截面呈类矩形的长单晶硅棒;开方完成后,又使用硅棒截断机对开方切割后的长单晶硅棒进行截断作业形成短晶硅棒。其中,上述中使用全硅棒开方机对原初的长硅棒进行开方作业以形成呈类矩形的长单晶硅棒的具体实现方式可参考例如为cn106003443a等专利公开文献。
88.在利用开方设备将圆柱形的单晶硅棒经开方切割形成类矩形的硅棒之后,可再利用研磨设备对类矩形的硅棒进行磨面、倒角等作业。
89.本技术的发明人发现,在相关的针对硅棒的研磨作业技术中,都是单根作业,只有当单根硅棒依序完成例如粗磨作业和精磨作业之后,才能进行下一根硅棒的研磨作业,造成操作繁复且效率低下等问题。
90.有鉴于此,本技术公开一种硅棒研磨机及硅棒研磨方法,通过设备改造,在一个设备中集合了多个加工工位和多个加工装置,能自动化实现硅棒的研磨(例如磨面、倒角等),各个研磨作业之间无缝衔接,可提高硅棒研磨效率和缩短研磨作业耗时,及提升经济效率。
91.请参阅图1和图2,其中,图1显示为本技术的硅棒研磨机在一实施例中的结构示意图,图2显示为图1的俯视图。如图1和图2所示,所述硅棒研磨机包括机座1、第一硅棒夹具2、
第二硅棒夹具3、粗磨装置4、精磨装置5、以及换位机构6。
92.本技术的硅棒研磨机用于对截面呈类矩形(包括类正方形)的硅棒进行研磨作业。
93.所述机座1具有硅棒加工平台,硅棒加工平台设有第一加工区位和第二加工区位。所述硅棒加工平台设置于机座1上侧面,在本实施例一实现方式中,所述加工平台顺应机座1形状设计为矩形,如图1和图2所示,所述第一加工区位和第二加工区位均是沿着硅棒加工平台的前后方向(即,第一方向)设置,且所述第一加工区位和第二加工区位对称地设置在硅棒加工平台的左右两侧(即,第二方向),可分别独立地在第一加工区位和第二加工区位上加工所对应承载的单晶硅棒。
94.第一硅棒夹具2和第二硅棒夹具3分别对应设于第一加工区位和第二加工区位,在本技术的一实施例中,如图2所示,第一硅棒夹具2和第二硅棒夹具3平行地设置在硅棒加工平台的左右两侧。其中,第一硅棒夹具2设于第一加工区位,用于夹持硅棒并带动所夹持的硅棒沿第一方向(即,图2中的x轴方向)移动,第二硅棒夹具3设于第二加工区位,用于夹持硅棒并带动所夹持的硅棒沿第一方向移动,所述硅棒的轴心线平行于所述第一方向。
95.在某些实施例中,第一硅棒夹具2和第二硅棒夹具3的结构及其工作原理相同。在某些实施例中,第一硅棒夹具2和第二硅棒夹具3的结构或工作原理也可不相同。
96.在以下描述中,假设第一硅棒夹具2和第二硅棒夹具3的结构及其工作原理是相同的,现以第一硅棒夹具2为例进行说明。
97.请参阅图5,显示为本技术硅棒研磨机中第一硅棒夹具的结构示意图。以第一硅棒夹具为例,所述第一硅棒夹具通过第一导向结构设于所述第一加工区位,其中,所述第一导向结构为沿第一方向设置的转移导轨和/或导柱。在图1和图5所示的实施例中,第一硅棒夹具2是通过沿第一方向设置的转移导轨设于所述第一加工区位上,如此,第一硅棒夹具2可带着夹持的硅棒沿转移导轨移动。
98.具体地,第一硅棒夹具2包括夹臂安装座21、移动机构、一对夹臂23、以及夹臂驱动机构25。
99.所述夹臂安装座21设于所对应的第一导向结构上,其中,所述第一导向结构可例如为转移导轨、导柱、或是转移导轨和导柱的组合。在如图1所示的实施例中,所述第一导向结构为转移导轨,在此,将作为第一导向结构的转移导轨称为第一转移导轨,因此,夹臂安装座设于第一转移导轨上。在本实施例的一实现方式中,所述夹臂安装座底部设置有与第一转移导轨相匹配的导槽结构或导块结构,第一转移导轨沿第一方向布置,所述第一转移导轨在第一方向的长度范围可覆盖硅棒加工平台在第一方向上的完整长度。
100.所述移动机构用于驱动所述夹臂安装座沿所对应的第一导向结构移动。在如图1所示的实施例中,所述移动机构用于驱动夹臂安装座沿所对应的第一转移导轨移动。
101.在某些实现方式中,所述移动机构可包括:移动齿轨、驱动齿轮、以及驱动源。其中,所述移动齿轨沿第一方向设置,且其长度与所述第一转移导轨类似,可覆盖硅棒加工平台在第一方向上的完整长度。所述驱动齿轮设于所述夹臂安装座且与所述移动齿轨啮合。所述驱动源用于驱动所述驱动齿轮,所述驱动源可例如为驱动电机。在实际应用中,利用所述驱动源驱动所述驱动齿轮正向转动,通过驱动齿轮与所述移动齿轨的啮合,使得所述驱动齿轮及所述夹臂安装座沿着所述第一转移导轨作前向移动;反之,利用所述驱动源驱动所述驱动齿轮反向转动,通过驱动齿轮与所述移动齿轨的啮合,使得所述驱动齿轮及所述
夹臂安装座沿着所述第一转移导轨作后向移动。
102.在某些实现方式中,所述移动机构可包括:移动丝杆和驱动源。其中,如图5所示,所述移动机构可包括移动丝杆221和驱动源223,所述移动丝杆221沿第一方向设置且与所述夹臂安装座21关联,且,所述移动丝杆221的长度与所述第一转移导轨类似,可覆盖硅棒加工平台在第一方向上的完整长度。所述驱动源223与所述移动丝杆221关联,用于驱动所述移动丝杆转动以使所关联的夹臂安装座沿第一方向移动,所述驱动源223可例如为伺服电机。在实际应用中,利用所述驱动源223驱动所述移动丝杆221正向转动,正向转动的所述移动丝杆221使得所述移动丝杆221上的所述夹臂安装座21沿着所述第一转移导轨前向移动;反之,利用所述驱动源223驱动所述移动丝杆221反向转动,反向转动的所述移动丝杆221使得所述移动丝杆221上的所述夹臂安装座21沿着所述第一转移导轨后向移动。
103.所述一对夹臂23沿第一方向对向设置,用于夹持硅棒101的两个端面。所述硅棒为经过开方的细长型结构,且其长度方向沿第一方向放置,所述端面即为长度方向两端的截面。在如图1和图5所示的实施例中,所述一对夹臂中的两个夹臂23从所述夹臂安装座21沿着第二方向(即,y轴)朝向硅棒加工平台中间区域延伸出。其中,所述一对夹臂中的任一个夹臂23设有夹持部231,即,在如图5所示的实施例中,每一个夹臂23都设有夹持部231。
104.所述夹臂驱动机构用于驱动一对夹臂中的至少一个夹臂沿第一方向移动以调节所述一对夹臂之间的夹持间距。在图5所示的实施例中,所述一对夹臂中的两个夹臂23沿第一方向对向设置,夹臂驱动机构24可驱动所述一对夹臂中的至少一个夹臂23沿着第一方向移动,以调节所述一对相对设置的夹臂之间的夹持间距。
105.在某些实施例中,所述夹臂驱动机构可驱动所述一对夹臂中的第一个夹臂沿着第一方向朝向第二个夹臂靠近,减小两个夹臂之间的夹持间距,从而将位于所述两个夹臂之间的硅棒夹紧。相应地,所述夹臂驱动机构可驱动所述一对夹臂中的第一个夹臂沿着第一方向背向第二个夹臂远离,增大两个夹臂之间的夹持间距,以释放夹持的硅棒。
106.假定所述一对夹臂中的第一个夹臂可由夹臂驱动机构驱动沿着第一方向移动,所述一对夹臂中的第二个夹臂则固定设置于夹臂安装座上,在一种实施方式中,所述夹臂驱动机构更可包括:丝杆和驱动源,其中,所述丝杆沿第一方向设置且与所述一对夹臂中的第一个夹臂关联,所述驱动源与所述丝杆关联,用于驱动所述丝杆转动以使所关联的第一个夹臂沿第一方向移动。例如,所述驱动源驱动所述丝杆正向转动,则驱动所关联的第一个夹臂沿着第一方向朝向第二个夹臂靠近,减小两个夹臂之间的夹持间距,或者,所述驱动源驱动所述丝杆反向转动,则驱动所关联的第一个夹臂沿着第一方向背向第二个夹臂远离,增大两个夹臂之间的夹持间距。其中,所述驱动源可例如为伺服电机。当然,所述夹臂驱动机构仍可采用其他结构,例如,在其他某一实施方式中,所述夹臂驱动机构可包括:齿条、驱动齿轮、以及驱动电机,其中,所述齿条沿第一方向设置且与所述一对夹臂中的第一个夹臂关联,所述驱动齿轮受控于所述驱动电机且与所述齿条啮合,如此,所述驱动电机带动驱动齿轮旋转,带动所述齿条及其关联的第一个夹臂沿第一方向移动。例如,所述驱动源驱动所述驱动齿轮正向转动,则驱动所述齿条所关联的第一个夹臂沿着第一方向朝向第二个夹臂靠近,减小两个夹臂之间的夹持间距,或者,所述驱动源驱动所述驱动齿轮反向转动,则驱动所述齿条所关联的第一个夹臂沿着第一方向背向第二个夹臂远离,增大两个夹臂之间的夹持间距。
107.在某些实施例中,所述夹臂驱动机构可驱动所述一对夹臂中的两个夹臂相向移动,减小两个夹臂之间的夹持间距,从而将位于所述两个夹臂之间的硅棒夹紧。相应地,所述夹臂驱动机构可驱动所述一对夹臂中的两个夹臂相背移动,增大两个夹臂之间的夹持间距,以释放夹持的硅棒。
108.假定所述一对夹臂中的两个夹臂均是由夹臂驱动机构驱动沿着第一方向移动的,在一种实施方式中,在图5所示的实施方式中,所述夹臂驱动机构更可包括:双向丝杆和驱动源,其中,双向丝杆沿第一方向设置,双向丝杆即为左右旋丝杆,其在杆身上布设有两段螺纹,这两段螺纹的旋向相反,即,一段螺纹为左旋螺纹,另一段螺纹则为右旋螺纹,其中,左旋螺纹可与一对夹臂中的一个夹臂关联,右旋螺纹可与一对夹臂中的另一个夹臂关联,驱动源与双向丝杆关联,用于驱动双向丝杆转动以使所关联的第一个夹臂和第二个夹臂沿第一方向作相向移动或相背移动。例如,驱动源驱动双向丝杆正向转动,则驱动所关联的第一个夹臂和第二个夹臂沿着第一方向相向移动(即,相互靠近),减小两个夹臂之间的夹持间距,或者,所述驱动源驱动所述丝杆反向转动,则驱动所关联的第一个夹臂和第二个夹臂沿着第一方向相背移动(即,相互远离),增大两个夹臂之间的夹持间距。其中,所述驱动源可例如为伺服电机,位于双向丝杆的中段。当然,所述夹臂驱动机构仍可采用其他结构,例如,在其他某一实施方式中,所述夹臂驱动机构可包括:一对齿条、驱动齿轮、以及驱动电机,其中,所述一对齿条相互平行且均沿第一方向设置,所述一对齿条中的一个齿条与所述一对夹臂中的第一个夹臂关联,所述一对齿条中的另一个齿条与所述一对夹臂中的第二个夹臂关联,所述驱动齿轮位于所述一对齿条之间以与所述一对齿条啮合且受控于所述驱动电机,如此,所述驱动电机带动驱动齿轮旋转,带动所述一对齿条及其关联的第一个夹臂和第二个夹臂沿第一方向作相向移动或相背移动。例如,所述驱动源驱动所述驱动齿轮正向转动,则驱动所述一对齿条所关联的第一个夹臂和第二个夹臂沿着第一方向相向移动(即,相互靠近),减小两个夹臂之间的夹持间距,或者,所述驱动源驱动所述驱动齿轮反向转动,则驱动所述一对齿条所关联的第一个夹臂和第二个夹臂沿着第一方向相背移动(即,相互远离),增大两个夹臂之间的夹持间距。
109.在本技术的一实施例中,所述夹臂的夹持部呈转动式设计,如图5所示实施例中,所述第一硅棒夹具2和第二硅棒夹具3中的任一个硅棒夹具还包括夹持部转动机构,用于驱动硅棒夹具中夹臂上的夹持部转动。在本实施例的一实现方式中,针对第一硅棒夹具2或第二硅棒夹具3,在设置的夹持部转动机构的驱动下使得夹臂的夹持部以所述硅棒的长度方向即第一方向为轴线旋转,被夹持硅棒发生相应的以第一方向为轴线的旋转。在实际研磨中,硅棒需进行的磨面与倒角在长度方向的四个面及四个面之间交界的棱边上,由本技术所提供的夹臂,可实现对硅棒不同磨面及不同棱边的选择与控制。
110.在某些实施方式中,所述夹持部具有多点接触式夹持头,应当理解的是,所述多点接触式夹持头与硅棒端面间的接触方式并不限于点接触,所述夹持部例如具有多个凸出部以接触硅棒端面,其中每一凸出部与硅棒端面可为面接触。在一实现方式中,所述夹持部的凸出部还可通过沿第一方向的弹簧连接至夹臂,由此可形成多点浮动接触,以令所述硅棒夹具在夹持硅棒端面时可适应于硅棒端面的平整度以夹紧硅棒。在一些示例中,所述夹持部用于接触硅棒端面的夹持端还可通过万向机构例如万向球连接至夹臂,所述夹持部由此可适应于夹紧具有不同倾斜度的硅棒端面。
111.在某些实施方式中,所述硅棒夹具的一对夹持部用于接触硅棒的部分设置为刚性结构,以防止所夹持的硅棒在切割作业及研磨作业中被扰动而影响加工精度。
112.在实际应用中,所述夹持部转动机构可包括设于一对夹臂中的两个夹持部上且可转动的结构以及用于驱动两个可转动的结构中的至少一个转动的驱动源。在某种实现方式中,所述研磨面设置在可旋转的平台上,所述平台的截面可设置为自定义的规则几何图形或不规则几何图形。如此,可利用所述夹持部转动机构可驱动平台及其上的研磨面转动。
113.在本技术的一实施例中,所述可旋转的平台可设置为具有锁定功能的铰接装置铰接成的整体,可沿第一方向的轴线旋转。旋转轴的轴线连接于所述夹持部转动机构。
114.在本技术的一实施例中,所述夹臂的夹持部可设置为一可旋转的圆台,所述圆台的圆形平面与硅棒端面接触,在贴紧硅棒端面后保持与硅棒端面相对静止。所述硅棒夹持部还包括锁紧结构,在对某一选定的平面进行磨面时所述夹臂夹持部处于锁紧状态。在不同磨面的切换中,所述硅棒夹持部在夹持部转动机构的带动下沿圆台圆心旋转。
115.请继续参阅图2,所述夹臂的夹持部包括可旋转的圆台与设置在圆台上的一系列凸出触点,所述每一触点具有一接触平面。所述圆台在夹持部转动机构的带动下旋转,在本实施例的一实现方式中,所述触点的凸出长度即在第一方向的位置可调节,使得在对夹持硅棒的过程中,对端面平整度较低的硅棒,可根据硅棒端面调整触点的凸出长度,使得每一研磨面与硅棒端面处于贴紧状态。所述凸出长度即从圆台的圆平面至触点的接触平面间第一方向的长度。
116.在本技术的一实施例中,所述硅棒夹具的夹持部设置有压力传感器,以基于所检测的压力状态调整触点的凸出长度。通常地,在夹持硅棒的过程中,所述第一硅棒夹具的一对夹臂在夹臂驱动机构的驱动下沿第一方向相互靠近,至所述夹持部的研磨面与所需夹持的硅棒的端面相互接触,当所述夹持部设置有多个触点并探测到部分触点与所接触硅棒的端面接触的压力值小于一设定值或设定区域时,可通过调整触点的凸出长度(一般为朝向硅棒端面靠近的方向)以改变夹紧度;又或者,所述第一硅棒夹具的一对夹臂的每一夹持部均设置为一个研磨面,在对硅棒进行夹持的过程中,通过所述夹臂驱动机构驱动一对夹臂朝向硅棒两端的端面相互靠近以实现,在所述夹持部与硅棒端面接触后,由压力传感器检测硅棒的夹紧程度,当达到设定的压力范围时即夹臂驱动机构控制停止所述一对夹臂的相向运动。
117.所述夹持部转动机构可设置在一对夹臂中的一个夹臂上,以带动所述一对夹臂的夹持部与所夹持的硅棒旋转;或者所述夹持部转动机构设置在一对夹臂的每一夹臂上,并协同运动控制所述一对夹臂的两个夹持部发生相同角度与方向的转动。在某些实现方式中,所述夹持部转动机构中驱动源可设置为一驱动电机。
118.如此,在本技术实施例中,利用第一硅棒夹具2可夹持硅棒并带动所夹持的硅棒在第一加工区位上沿着第一方向移动,利用第二硅棒夹具3可夹持硅棒并带动所夹持的硅棒在第一加工区位上沿着第一方向移动,其中,所述硅棒的轴心线方向与所述第一方向平行。
119.本技术硅棒研磨机还包括粗磨装置、精磨装置、以及换位机构,其中,所述粗磨装置和所述精磨装置均设于所述换位机构上,通过所述换位机构可驱动粗磨装置和精磨装置在第一加工区位和第二加工区位之间转换位置。在本技术的一实施例中,在某种状态下,所述粗磨装置位于第一区位以用于对所述第一区位处的硅棒进行粗磨作业,此时,所述精磨
装置位于第二区位以用于对所述第二区位处的硅棒进行精磨作业;利用所述换位机构驱动粗磨装置和精磨装置转换位置,使得所述粗磨装置由原先的第一区位转换至第二区位以用于对所述第二区位处的硅棒进行粗磨作业以及所述精磨装置由原先的第二区位转换至第一区位以用于对所述第一区位处的硅棒进行精磨作业。或者,在某种状态下,所述粗磨装置位于第二区位以用于对所述第二区位处的硅棒进行粗磨作业,此时,所述精磨装置位于第一区位以用于对所述第一区位处的硅棒进行精磨作业;利用所述换位机构驱动粗磨装置和精磨装置转换位置,使得所述粗磨装置由原先的第二区位转换至第一区位以用于对所述第一区位处的硅棒进行粗磨作业以及所述精磨装置由原先的第一区位转换至第二区位以用于对所述第二区位处的硅棒进行精磨作业。
120.在如图1所示的实施例中,所述换位机构包括换位转轴,如此,驱动换位转轴转动预设角度,可使得粗磨装置4和精磨装置5在第一加工区位和第二加工区位之间转换位置。在某些实施例中,换位转轴设于重垂线方向,所述第一加工区位与第二加工区位设于换位转轴沿第二方向的相对两侧,粗磨装置4和精磨装置5分别设置于换位转轴相对两侧,在如图2所示的实施例中,粗磨装置4和精磨装置5以背靠背的方式设置于换位转轴的相对两侧,即,粗磨装置4和精磨装置5可相差180
°
,如此,驱动换位转轴转动预设角度180
°
之后,可使得粗磨装置4和精磨装置5在第一加工区位和第二加工区位之间转换位置。
121.如前所述,换位转轴受控后转动预设角度以使得粗磨装置4和精磨装置5在第一加工区位和第二加工区位之间转换位置。因此,所述换机机构还包括用于驱动所述换位转轴转动的换位驱动单元。在某些实施例中,所述换位驱动单元可包括:主动齿轮、驱动源、以及从动齿轮,其中,所述主动齿轮轴接于所述驱动源,所述从动齿轮啮合于所述主动齿轮且连接于所述换位转轴。所述从动齿轮啮合于所述主动齿轮且连接于所述换位转轴。在某些实施例中,所述换位驱动单元可包括驱动源,所述驱动源直接与所述换位转轴关联。其中,所述动力源可例如为私服电机。
122.在实际应用中,利用所述驱动源驱动所述主动齿轮正向转动,通过主动齿轮与所述从动齿轨的啮合,驱动所述从动齿轮及其关联的换位转轴以第一旋向转动预设角度,使得粗磨装置4和精磨装置5在第一加工区位和第二加工区位之间转换位置,后续,可利用所述驱动源驱动所述主动齿轮反向转动,通过主动齿轮与所述从动齿轨的啮合,驱动所述从动齿轮及其关联的换位转轴以第二旋向转动预设角度,使得粗磨装置4和精磨装置5在第一加工区位和第二加工区位之间转换位置。以粗磨装置4和精磨装置5以相差180
°
设置于换位转轴的相对两侧为例,假设,在初始状态下,粗磨装置4位于第一加工区位且精磨装置5位于第二加工区位,利用所述驱动源驱动所述主动齿轮逆时针转动,通过主动齿轮与所述从动齿轨的啮合,驱动所述从动齿轮及其关联的换位转轴以顺时针转动180
°
,使得粗磨装置4由第一加工区位转换至第二加工区位且所述精磨装置5由第二加工区位转换至第一加工区位,后续,利用所述驱动源驱动所述主动齿轮顺时针转动,通过主动齿轮与所述从动齿轨的啮合,驱动所述从动齿轮及其关联的换位转轴以逆时针转动180
°
(或者,利用所述驱动源驱动所述主动齿轮逆时针转动,通过主动齿轮与所述从动齿轨的啮合,驱动所述从动齿轮及其关联的换位转轴以顺时针转动180
°
),使得粗磨装置4由第二加工区位转换至第一加工区位且所述精磨装置5由第一加工区位转换至第二加工区位。
123.所述粗磨装置用于对所述硅棒加工平台的第一加工区位或第二加工区位上的硅
棒进行粗磨作业。在如图1所示的实施例中,粗磨装置4包括至少一对粗磨磨具和粗磨磨具进退机构。
124.所述至少一对粗磨磨具设置于换位机构6中换位转轴的一侧,具体地,所述至少一对粗磨磨具以沿重垂线方向对向设置于换位转轴的第一安装侧,如此,所述至少一对粗磨磨具的研磨面位于相对的水平面内,即,所述至少一对粗磨磨具中的两个粗磨磨具的研磨面分别位于第一水平面内和第二水平面内,其中,第一水平面和第二水平面相互平行且与重垂线相垂直。
125.关于所述粗磨磨具,在某些实现方式中,所述粗磨磨具包括粗磨砂轮和与所述粗磨砂轮连接的旋转电机。所述粗磨砂轮具有一定颗粒度与粗糙度,所述至少一对粗磨磨具中相对设置的两粗磨砂轮分别提供给被夹持硅棒对称的两个磨面,在某些实施方式中,所述粗磨砂轮为圆形并且中间为空。所述粗磨砂轮由磨粒与结合剂固结而成,形成具有磨粒部的表面与待研磨的硅棒表面接触旋转。所述粗磨砂轮具有一定的磨粒尺寸与磨粒密度,同时粗磨砂轮中具有气孔。所述粗磨砂轮的磨料根据研磨硅棒的需要可设置为三氧化二铝、碳化硅、金刚石、立方氮化硼等硬度大于硅材料硬度的磨粒。所述旋转电机通过旋转轴与所述粗磨砂轮连接,用于驱动所述粗磨砂轮以预定的转速旋转。
126.所述粗磨磨具进退机构用于驱动所述至少一对粗磨磨具中的至少一个粗磨磨具沿重垂线方向作升降移动,所述重垂线方向垂直于所述水平面。所述粗磨磨具进退机构控制所述至少一对粗磨磨具中至少一个粗磨磨具沿重垂线方向作升降移动,以实现调整至少一对粗磨磨具中的两个粗磨磨具之间在重垂线方向上的相对距离,进而控制在磨削过程中的进给量也即决定了磨削量。另外,在所述第一硅棒夹具和/或第二硅棒夹具夹持硅棒并带动所夹持的硅棒沿第一方向移动时,所述至少一对粗磨磨具在粗磨磨具进退机构的控制下沿重垂线方向作升降移动以形成硅棒安全移动的路径,即在移动过程中所述第一硅棒夹具和/或第二硅棒夹具及其所夹持的硅棒与所述粗磨磨具间不发生碰撞。
127.在某些实现方式中,对每一对粗磨磨具配置有粗磨磨具进退机构,所述粗磨磨具进退机构包括进退导轨和进退驱动单元(图中未予以显示),其中,所述进退导轨沿重垂线方向设置,设于所述换位转轴的第一安装侧,所述粗磨磨具的底部设置有与所述进退导轨配合的重垂线方向的导槽结构或导块结构,所述进退驱动单元更可例如包括滚珠丝杆和驱动电机,所述滚珠丝杆沿所述进退导轨设置,所述滚珠丝杆与相应的粗磨磨具关联并与所述驱动电机轴接。
128.在本技术的一实施例中,所述至少一对粗磨磨具中的一个粗磨磨具配置有滚珠丝杆和驱动电机,所述滚珠丝杆沿重垂线方向设置且与所述一粗磨磨具相关联,利用驱动电机驱动滚珠丝杆使得与所述滚珠丝杆相关联的那一个粗磨磨具沿着所述进退导轨朝向相对设置的另一个粗磨磨具移动以减小两个粗磨磨具之间的研磨间距(或调整研磨的进给量)或背向相对设置的另一个粗磨磨具移动以增大两个粗磨磨具之间的研磨间距。
129.在本技术的一实施例中,所述至少一对粗磨磨具中的每一个粗磨磨具配置有滚珠丝杆和驱动电机,对于每一个粗磨磨具而言,所述滚珠丝杆所述滚珠丝杆沿重垂线方向设置且与所述粗磨磨具相关联,利用驱动电机驱动滚珠丝杆使得与所述滚珠丝杆相关联的那一个粗磨磨具沿着所述进退导轨朝向相对设置的另一个粗磨磨具移动以减小两个粗磨磨具之间的研磨间距(或调整研磨的进给量)或背向相对设置的另一个粗磨磨具移动以增大
两个粗磨磨具之间的研磨间距。
130.在本技术的一实施例中,所述至少一对粗磨磨具中的两个粗磨磨具共用滚珠丝杆和驱动电机,所述滚珠丝杆可例如为双向丝杆,所述双向丝杆沿重垂线方向设置,所述双向丝杆的杆身上布设有旋向相反的两段螺纹,这两段螺纹分别与两个粗磨磨具关联,所述驱动电机与所述双向丝杆关联,利用驱动电机驱动所述双向丝杆转动,使得与所述双向丝杆相关联的两个粗磨磨具基于一定的协同关系沿着所述进退导轨作相向移动或相背移动。例如,驱动电机驱动双向丝杆正向转动,则驱动所关联的两个粗磨磨具沿着第一方向相向移动(即,相互靠近),减小两个粗磨磨具之间的研磨间距(或调整研磨的进给量),或者,所述驱动电机驱动所述丝杆反向转动,则驱动所关联的两个粗磨磨具沿着第一方向相背移动(即,相互远离),增大两个粗磨磨具之间的研磨间距。
131.在本技术的一实施例中,所述粗磨装置4还可包括冷却装置,以对所述至少一对粗磨磨具降温,降低磨削过程中硅棒表面层损伤,提高粗磨砂轮的磨削效率与使用寿命。在本实施例的一实现方式中,所述冷却装置包括冷却水管、导流槽和导流孔。在某些实施方式中,所述粗磨砂轮圆周外沿设置有用于放置冷却水进入粗磨砂轮的旋转电机的防护罩。所述冷却水管一端连接冷却水源,另一端连接至所述粗磨砂轮的防护罩表面,所述导流槽设置于防护罩上,作为所述防护罩与冷却水管的接触点,所述导流孔设置在所述冷却槽内。所述冷却装置冷却剂可为常见的冷却水,冷却水管连接冷却水源,经过冷却水管抽吸的冷却水至粗磨砂轮表面的导流槽和导流孔,被引导至直达粗磨砂轮和所磨削硅棒的研磨面进行冷却,在粗磨砂轮的磨削中藉由粗磨砂轮旋转导流孔的冷却水由离心作用进入粗磨砂轮内部进行充分的冷却。
132.所述至少一对粗磨磨具与所述第一硅棒夹具或第二硅棒夹具对应,在磨削过程中,由第一硅棒夹具或第二硅棒夹具夹持硅棒并带动夹持的硅棒沿第一方向移动,以控制对硅棒的侧面与棱角进行研磨与倒角的顺序,可通过沿第一方向往复移动保证在硅棒长度方向上对其充分研磨,由相对设置的一对粗磨磨具在重垂线方向移动,以确定粗磨磨具与硅棒研磨面研磨的进给量。
133.在如图1所示的实施例中,所述粗磨磨具中至少一对粗磨磨具以沿重垂线方向对向设置,所述至少一对粗磨磨具的研磨面位于相对的水平面内,其中,所述水平面与重垂线相垂直,在对硅棒进行研磨时,是通过粗磨磨具进退机构驱动所述至少一对粗磨磨具中的至少一个粗磨磨具沿重垂线方向作升降移动来调整进给量,以对硅棒沿重垂线方向的上侧面和下侧面进行研磨。不过,所述粗磨装置仍可作其他的变化,例如,在某些实施例中,所述粗磨磨具中至少一对粗磨磨具以沿第二方向对向设置,所述至少一对粗磨磨具的研磨面位于相对的重垂面内,其中,所述重垂面与第二方向相垂直,在对硅棒进行研磨时,是通过粗磨磨具进退机构驱动所述至少一对粗磨磨具中的至少一个粗磨磨具沿第二方向作移动来调整进给量,以对硅棒沿第二方向的左侧面和右侧面进行研磨。
134.所述精磨装置用于对所述硅棒加工平台的第一加工区位或第二加工区位上的硅棒进行精磨作业。在如图1所示的实施例中,精磨装置5包括至少一对精磨磨具和精磨磨具进退机构。
135.所述至少一对精磨磨具设置于换位机构6中换位转轴的一侧,具体地,所述至少一对精磨磨具以沿重垂线方向对向设置于换位转轴的第二安装侧,如此,所述至少一对精磨
磨具的研磨面位于相对的水平面内,即,所述至少一对精磨磨具中的两个精磨磨具的研磨面分别位于第一水平面内和第二水平面内,其中,第一水平面和第二水平面相互平行且与重垂线相垂直;不过,所述精磨装置仍可作其他的变化,例如,在某些实施例中,所述精磨磨具中至少一对精磨磨具以沿第二方向对向设置,所述至少一对精磨磨具的研磨面位于相对的重垂面内,其中,所述重垂面与第二方向相垂直,在对硅棒进行研磨时,是通过精磨磨具进退机构驱动所述至少一对精磨磨具中的至少一个精磨磨具沿第二方向作移动来调整进给量,以对硅棒沿第二方向的左侧面和右侧面进行研磨。
136.关于所述精磨磨具,在某些实现方式中,所述精磨磨具包括精磨砂轮和与所述精磨砂轮连接的旋转电机。所述精磨砂轮具有一定颗粒度与粗糙度,所述至少一对精磨磨具中相对设置的两精磨砂轮分别提供给被夹持硅棒对称的两个磨面,在某些实施方式中,所述精磨砂轮为圆形并且中间为空。所述精磨砂轮由磨粒与结合剂固结而成,形成具有磨粒部的表面与待研磨的硅棒表面接触旋转。所述精磨砂轮具有一定的磨粒尺寸与磨粒密度,同时精磨砂轮中具有气孔。所述精磨砂轮的磨料根据研磨硅棒的需要可设置为三氧化二铝、碳化硅、金刚石、立方氮化硼等硬度大于硅材料硬度的磨粒。所述旋转电机通过旋转轴与所述精磨砂轮连接,用于驱动所述精磨砂轮以预定的转速旋转。
137.所述精磨磨具进退机构用于驱动所述至少一对精磨磨具中的至少一个精磨磨具沿重垂线方向作升降移动,所述重垂线方向垂直于所述水平面。所述精磨磨具进退机构控制所述至少一对精磨磨具中至少一个精磨磨具沿重垂线方向作升降移动,以实现调整至少一对精磨磨具中的两个精磨磨具之间在重垂线方向上的相对距离,进而控制在磨削过程中的进给量也即决定了磨削量。另外,在所述第一硅棒夹具和/或第二硅棒夹具夹持硅棒并带动所夹持的硅棒沿第一方向移动时,所述至少一对精磨磨具在精磨磨具进退机构的控制下沿重垂线方向作升降移动以形成硅棒安全移动的路径,即在移动过程中所述第一硅棒夹具和/或第二硅棒夹具及其所夹持的硅棒与所述精磨磨具间不发生碰撞。
138.在某些实现方式中,对每一对精磨磨具配置有精磨磨具进退机构,所述精磨磨具进退机构包括进退导轨和进退驱动单元(图中未予以显示),其中,所述进退导轨沿重垂线方向设置,设于所述换位转轴的第一安装侧,所述精磨磨具的底部设置有与所述进退导轨配合的重垂线方向的导槽结构或导块结构,所述进退驱动单元更可例如包括滚珠丝杆和驱动电机,所述滚珠丝杆沿所述进退导轨设置,所述滚珠丝杆与相应的精磨磨具关联并与所述驱动电机轴接。
139.在本技术的一实施例中,所述至少一对精磨磨具中的一个精磨磨具配置有滚珠丝杆和驱动电机,所述滚珠丝杆沿重垂线方向设置且与所述一精磨磨具相关联,利用驱动电机驱动滚珠丝杆使得与所述滚珠丝杆相关联的那一个精磨磨具沿着所述进退导轨朝向相对设置的另一个精磨磨具移动以减小两个精磨磨具之间的研磨间距(或调整研磨的进给量)或背向相对设置的另一个精磨磨具移动以增大两个精磨磨具之间的研磨间距。
140.在本技术的一实施例中,所述至少一对精磨磨具中的每一个精磨磨具配置有滚珠丝杆和驱动电机,对于每一个精磨磨具而言,所述滚珠丝杆所述滚珠丝杆沿重垂线方向设置且与所述精磨磨具相关联,利用驱动电机驱动滚珠丝杆使得与所述滚珠丝杆相关联的那一个精磨磨具沿着所述进退导轨朝向相对设置的另一个精磨磨具移动以减小两个精磨磨具之间的研磨间距(或调整研磨的进给量)或背向相对设置的另一个精磨磨具移动以增大
两个精磨磨具之间的研磨间距。
141.在本技术的一实施例中,所述至少一对精磨磨具中的两个精磨磨具共用滚珠丝杆和驱动电机,所述滚珠丝杆可例如为双向丝杆,所述双向丝杆沿重垂线方向设置,所述双向丝杆的杆身上布设有旋向相反的两段螺纹,这两段螺纹分别与两个精磨磨具关联,所述驱动电机与所述双向丝杆关联,利用驱动电机驱动所述双向丝杆转动,使得与所述双向丝杆相关联的两个精磨磨具基于一定的协同关系沿着所述进退导轨作相向移动或相背移动。例如,驱动电机驱动双向丝杆正向转动,则驱动所关联的两个精磨磨具沿着第一方向相向移动(即,相互靠近),减小两个精磨磨具之间的研磨间距(或调整研磨的进给量),或者,所述驱动电机驱动所述丝杆反向转动,则驱动所关联的两个精磨磨具沿着第一方向相背移动(即,相互远离),增大两个精磨磨具之间的研磨间距。
142.在本技术的一实施例中,所述精磨装置5还可包括冷却装置,以对所述至少一对精磨磨具降温,降低磨削过程中硅棒表面层损伤,提高精磨砂轮的磨削效率与使用寿命。在本实施例的一实现方式中,所述冷却装置包括冷却水管、导流槽和导流孔。在某些实施方式中,所述精磨砂轮圆周外沿设置有用于放置冷却水进入精磨砂轮的旋转电机的防护罩。所述冷却水管一端连接冷却水源,另一端连接至所述精磨砂轮的防护罩表面,所述导流槽设置于防护罩上,作为所述防护罩与冷却水管的接触点,所述导流孔设置在所述冷却槽内。所述冷却装置冷却剂可为常见的冷却水,冷却水管连接冷却水源,经过冷却水管抽吸的冷却水至精磨砂轮表面的导流槽和导流孔,被引导至直达精磨砂轮和所磨削硅棒的研磨面进行冷却,在精磨砂轮的磨削中藉由精磨砂轮旋转导流孔的冷却水由离心作用进入精磨砂轮内部进行充分的冷却。
143.所述至少一对精磨磨具与所述第一硅棒夹具或第二硅棒夹具对应,在磨削过程中,由第一硅棒夹具或第二硅棒夹具夹持硅棒并带动夹持的硅棒沿第一方向移动,以控制对硅棒的侧面与棱角进行研磨与倒角的顺序,可通过沿第一方向往复移动保证在硅棒长度方向上对其充分研磨,由相对设置的一对精磨磨具在重垂线方向移动,以确定精磨磨具与硅棒研磨面研磨的进给量。
144.在本技术的一实施例中,所述第一硅棒夹具和第二硅棒夹具中至少一者上还配置有研磨修复装置,用于修磨对应的研磨磨具,即,修磨对应的粗磨装置中的粗磨磨具、修磨对应的精磨装置中的精磨磨具、或者修磨对应的粗磨装置中的粗磨磨具和精磨装置中的精磨磨具。利用所述研磨修复装置,通过对研磨磨具进行研磨修复,可确保所述研磨磨具用于进行硅棒研磨后可达到所需的精度。
145.在一种实现方式中,所述研磨修复装置包括安装主体和至少一修磨部。如图5所示,在第一硅棒夹具上还配置有研磨修复装置,所述研磨修复装置包括安装主体811和至少一修磨部813。所述安装主体811可设于第一硅棒夹具或第二硅棒夹具上,所述至少一修磨部813设于所述安装主体811上,用于修磨对应的所述至少一研磨磨具。例如,在所述安装主体的相对两侧分别设有一修磨部,可用于修磨相对设置的至少一对研磨磨具。以利用所述研磨修复装置对精磨装置中的精磨磨具进行修磨为例,所述精磨装置包括相对设置的一对精磨磨具,令相对设置的一对精磨磨具移动至修磨部外侧,驱动第一硅棒夹具(或第二硅棒夹具)沿着第一方向移动以使得安装主体811两侧的两个修磨部813沿第一方向作往复运动,在此状态下,可令所述精磨装置中的一对精磨磨具相向靠近(例如沿着重垂线方向或第
二方向移动)修磨部至接触修磨部表面以实现研磨。
146.所述修磨部可例如为油石。在此,所述油石例如为金刚石油石、碳化硼油石、精磨油石、普通油石等。所述油石可借助于油石表面的粒度实现对所接触的研磨磨具表面的修整。在修磨过程中,油石表面接触研磨磨具,将研磨磨具的表面修整为均匀的颗粒度以及提高磨具平面的平整度、垂直度。
147.在某些实施方式中,所述研磨修复装置还包括传感器件,设于所述底座上,用于检测所述硅棒切磨一体机的研磨磨具。如图5所示的实施例中,所述研磨修复装置还包括传感器件815,邻设于修磨部813。
148.所述传感器件即可用于确定研磨修复完成后的研磨磨具的尺寸规格(主要为确定厚度)。在此,所述传感器件可通过确定传感器至研磨磨具的磨削面的距离或相对设置的一对研磨磨具中两个磨削面之间的距离以确认修磨后的研磨磨具尺寸。
149.如图5所示,所述传感器件为接触式传感器,所述接触式传感器具有探测头,用于与磨削面接触。
150.以研磨修复装置中设有相对的两个修磨部813为例进行说明,在此,所述接触式传感器815可设置为两端分别具有探测头,用以接触一对研磨磨具的相向的两个磨削面。可将接触式传感器815设于所述安装主体811上,且接触式传感器815两端的探测头的连线平行于第二方向。在测量过程中,可由伺服电机带动研磨磨具朝向探测头靠近,所述接触式传感器815可获知并记录两端的探测头之间的距离,当研磨磨具接触探测头时停止运动并记录伺服电机的位置数据,基于伺服电机的位置数据与接触式传感器815的探测头数据,可重新确定研磨修复后的研磨磨具的尺寸,硅棒研磨机即可将测量确定的研磨磨具的尺寸作为控制系统中输入数据。
151.利用前述的研磨修复装置,硅棒研磨机的研磨磨具靠近并接触研磨修复装置的修磨部以实现对研磨磨具的修磨,此时,可控制修磨部沿预定方向的往复运动与对应接触的研磨磨具的旋转以提高修磨效率,在修磨完成后,所述研磨修复装置还可通过传感器件对研磨磨具进行测量以确定修磨后的研磨磨具尺寸,有利于硅棒研磨机进行后续的对硅棒的磨面作业。
152.在此,本技术公开的硅棒研磨机,包括机座、第一硅棒夹具、第二硅棒夹具、粗磨装置、以及精磨装置,其中,所述机座具有硅棒加工平台,所述硅棒加工平台上设有第一加工区位和第二加工区位,所述第一硅棒夹具和第二硅棒夹具分别对应于第一加工区位和第二加工区位,所述粗磨装置具有相对设置的至少一对粗磨磨具,所述精磨装置具有相对设置的至少一对精磨磨具,所述粗磨装置和精磨装置共同设于一换位机构上,利用所述换位机构可驱动粗磨装置和精磨装置在第一加工区位和第二加工区位之间转换位置,通过协调控制第一硅棒夹具、第二硅棒夹具与粗磨装置、精磨装置,使得在同一时刻所述硅棒研磨机中的粗磨装置和精磨装置均处于工作状态,且通过控制换位机构以驱动粗磨装置和精磨装置在第一加工区位和第二加工区位之间转换位置,使得位于第一加工区位或第二加工区位的第一硅棒夹具或第二硅棒夹具所夹持的硅棒在对应的加工区位上即可完成粗磨作业和精磨作业,无需对硅棒转换加工区位,可提高硅棒研磨效率和缩短研磨作业耗时,及提升经济效率。
153.本技术另公开了一种硅棒研磨方法,所述硅棒研磨方法可应用于前述的硅棒研磨
机中,所述硅棒研磨机包括具有硅棒加工平台的机座,所述硅棒加工平台设有第一加工区位和第二加工区位;所述硅棒研磨机还包括第一硅棒夹具、第二硅棒夹具、粗磨装置、以及精磨装置。
154.所述第一硅棒夹具设于第一加工区位,用于夹持硅棒并带动所夹持的硅棒沿第一方向移动。所述第二硅棒夹具,设于所述第二加工区位,用于夹持硅棒并带动所夹持的硅棒沿第一方向移动。
155.所述粗磨装置和精磨装置设于一换位机构上,所述换位机构用于驱动粗磨装置和精磨装置在第一加工区位和第二加工区位之间转换位置。
156.所述粗磨装置包括至少一对粗磨磨具,可同时对硅棒相对的两侧进行研磨。所述精磨装置包括至少一对精磨磨具,可同时对硅棒相对的两侧进行研磨。在某些实现方式中,所述粗磨装置的一对粗磨磨具中至少一个磨具具有在重垂线方向(或第二方向)移动的自由度,所述精磨磨具的一对精磨磨具中至少一个精磨磨具具有在重垂线方向(或第二方向)移动的自由度。对被第一硅棒夹具或第二硅棒夹具夹持的硅棒,所述粗磨装置可沿重垂线方向(或第二方向)移动至所述硅棒的两侧面以进行粗磨作业,并在粗磨作业中控制对所研磨的硅棒的磨削量;对被第一硅棒夹具或第二硅棒夹具夹持的硅棒,所述精磨装置可沿重垂线方向(或第二方向)移动至所述硅棒的两侧面以进行精磨作业,并在精磨作业中控制对所研磨的硅棒的磨削量。
157.所述第一方向与第二方向相互垂直,在本技术提供的实施例中,所述第一方向即沿着所述机座的长度方向,所述第二方向为机座的宽度方向。
158.在某些实施例中,所述硅棒研磨方法可应用于如前图1至图5所示的硅棒研磨机中。
159.结合图1至图5,本技术一实施例中的硅棒研磨方法包括以下步骤:
160.初始状态下,第一硅棒夹具2设于第一加工区位,第二硅棒夹具3设于第二加工区位,粗磨装置4和精磨装置5设于换位机构6的相对两侧,其中,粗磨装置4对应于第一加工区位,精磨装置5对应于第二加工区位。
161.接着,令设于第一加工区位的第一硅棒夹具夹持装载的第一硅棒并带动所夹持的第一硅棒沿第一方向移动,令位于第一加工区位的粗磨装置对第一硅棒进行粗磨作业。第一硅棒夹具2夹持住装载的第一硅棒的相对两端,使得第一硅棒的轴心线平行于第一方向,之后,第一硅棒夹具2带动所夹持的第一硅棒沿着第一方向移动,令位于第一加工区位的粗磨装置4对沿着第一方向移动的第一硅棒进行粗磨作业。在本实施例中,粗磨装置4中包括至少一对粗磨磨具,所述至少一对粗磨磨具沿重垂线方向设置,所述至少一对粗磨磨具的研磨面位于相对的水平面内。
162.在对第一硅棒进行粗磨作业的过程中,所述相对设置的一对粗磨磨具在重垂线方向移动,以确定粗磨磨具与硅棒研磨面研磨的进给量,用于对第一硅棒沿重垂线方向的上侧面和下侧面进行研磨,此时,由第一硅棒夹具2带动所夹持的第一硅棒沿着第一方向移动,使得一对粗磨磨具中两个粗磨磨具的研磨面沿着第一方向从第一硅棒的前端开始研磨直至到达第一硅棒的后端,即,完成对第一硅棒相对的上侧面和下侧面的研磨;或者,所述第一硅棒夹具2带动所夹持的第一硅棒在第一方向上迂回移动,使得所述第一硅棒与粗磨装置4中的至少一对粗磨磨具的研磨面在研磨中充分覆盖第一硅棒的。
163.所述第一硅棒夹具2包括至少一对夹臂,所述夹臂设置有可旋转式夹持部,通过驱动夹持部转动可带动由所述夹臂所夹持的第一硅棒可沿第一方向的轴心线转动,即实现对所述第一硅棒不同侧面研磨的切换与倒角。
164.在利用第一硅棒夹具2带动所夹持的第一硅棒沿着第一方向移动直至使得第一硅棒完成穿过粗磨装置4,使得粗磨装置4中至少一对粗磨磨具对第一硅棒的上侧面和下侧面进行粗磨作业;之后驱动第一硅棒夹具2中的夹持部转动预设角度(例如,90
°
),带动第一硅棒夹具2所夹持的第一硅棒转动预设角度(例如,90
°
)使得第一硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),如此,即可通过粗磨装置4中的至少一对粗磨磨具继续对第一硅棒中变换后新的上侧面和下侧面进行粗磨作业,从而完成第一硅棒中各个侧面的粗磨作业。
165.其中,所述利用粗磨装置4对第一硅棒中变换后新的上侧面和下侧面进行粗磨作业,可采用多种实现方式。例如,在第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第一侧沿着第一方向移动至第一加工区位的第二侧以使得粗磨装置4中的至少一对粗磨磨具对第一硅棒的第一对侧面进行粗磨作业之后,此时,第一硅棒夹具2及其所夹持的第一硅棒已移动至第一加工区位的第二侧。在一种实现方式中,控制相对设置的一对粗磨磨具在重垂线方向移动以确定粗磨磨具与第一硅棒研磨面研磨的进给量,同时,驱动第一硅棒夹具2中的夹持部转动预设角度(例如,90
°
),带动第一硅棒夹具2所夹持的第一硅棒转动预设角度(例如,90
°
)使得第一硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),随后,驱动第一硅棒夹具2,由第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第二侧沿着第一方向移动至第一加工区位的第一侧以使得粗磨装置4中的至少一对粗磨磨具对第一硅棒中转动后新的第二对侧面进行粗磨作业。在另一种实现方式中,控制相对设置的一对粗磨磨具在重垂线方向移动(例如回到初始位置)以增大一对粗磨磨具之间的间距;驱动第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第二侧沿着第一方向移动至第一加工区位的第一侧;驱动第一硅棒夹具2中的夹持部转动预设角度(例如,90
°
),带动第一硅棒夹具2所夹持的第一硅棒转动预设角度(例如,90
°
)使得第一硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面);控制相对设置的一对粗磨磨具在重垂线方向移动以确定粗磨磨具与第一硅棒研磨面研磨的进给量,同时,驱动第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第一侧沿着第一方向移动至第一加工区位的第二侧以使得粗磨装置4中的至少一对粗磨磨具对第一硅棒中转动后新的第二对侧面进行粗磨作业。
166.在本技术的实施例中,当粗磨装置4中的至少一对粗磨磨具对第一硅棒中的各个侧面均执行完粗磨作业之后,驱动第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第二侧沿着第一方向移动至第一加工区位的第一侧。
167.接着,令换位机构驱动粗磨装置和精磨装置转换位置使得粗磨装置由第一加工区位转换至第二加工区位以及精磨装置由第二加工区位转换至第一加工区位。动换位转轴转动预设角度,可使得粗磨装置4和精磨装置5在第一加工区位和第二加工区位之间转换位置,即,粗磨装置4由原先的第一加工区位换位至第二加工区位且精磨装置5由原先的第二加工区位换位至第一加工区位。在某些实施例中,换位转轴设于重垂线方向,所述第一加工区位与第二加工区位设于换位转轴沿第二方向的相对两侧,粗磨装置4和精磨装置5分别设
置于换位转轴相对两侧,例如,粗磨装置4和精磨装置5以背靠背的方式设置于换位转轴的相对两侧,即,粗磨装置4和精磨装置5可相差180
°
,如此,驱动换位转轴转动预设角度180
°
之后,可使得粗磨装置4和精磨装置5在第一加工区位和第二加工区位之间转换位置。
168.接着,令设于第一加工区位的第一硅棒夹具带动所夹持的第一硅棒沿第一方向移动,使得位于第一加工区位的精磨装置对第一硅棒进行精磨作业;在此阶段,令设于第二加工区位的第二硅棒夹具夹持装载的第二硅棒并带动所夹持的第二硅棒沿第一方向移动,使得位于第二加工区位的粗磨装置对第二硅棒进行粗磨作业。针对第一加工区位,第一硅棒夹具2带动所夹持的第一硅棒沿着第一方向移动,令位于第一加工区位的精磨装置5对沿着第一方向移动的第一硅棒进行精磨作业;针对第二加工区位,第二硅棒夹具3夹持住装载的第二硅棒的相对两端,使得第二硅棒的轴心线平行于第一方向,之后,第二硅棒夹具3带动所夹持的第二硅棒沿着第一方向移动,令位于第二加工区位的粗磨装置4对沿着第一方向移动的第二硅棒进行粗磨作业。在本实施例中,精磨装置5中包括至少一对精磨磨具,所述至少一对精磨磨具沿重垂线方向设置,所述至少一对精磨磨具的研磨面位于相对的水平面内。
169.在对第一硅棒进行精磨作业的过程中,所述相对设置的一对精磨磨具在重垂线方向移动,以确定精磨磨具与硅棒研磨面研磨的进给量,用于对第一硅棒沿重垂线方向的上侧面和下侧面进行研磨,此时,由第一硅棒夹具2带动所夹持的第一硅棒沿着第一方向移动,使得一对精磨磨具中两个精磨磨具的研磨面沿着第一方向从第一硅棒的前端开始研磨直至到达第一硅棒的后端,即,完成对第一硅棒相对的上侧面和下侧面的研磨;或者,所述第一硅棒夹具2带动所夹持的第一硅棒在第一方向上迂回移动,使得所述第一硅棒与精磨装置5中的至少一对精磨磨具的研磨面在研磨中充分覆盖第一硅棒的。
170.所述第一硅棒夹具2包括至少一对夹臂,所述夹臂设置有可旋转式夹持部,通过驱动夹持部转动可带动由所述夹臂所夹持的第一硅棒可沿第一方向的轴心线转动,即实现对所述第一硅棒不同侧面研磨的切换与倒角。
171.在利用第一硅棒夹具2带动所夹持的第一硅棒沿着第一方向移动直至使得第一硅棒完成穿过精磨装置5,使得精磨装置5中至少一对精磨磨具对第一硅棒的上侧面和下侧面进行精磨作业;之后驱动第一硅棒夹具2中的夹持部转动预设角度(例如,90
°
),带动第一硅棒夹具2所夹持的第一硅棒转动预设角度(例如,90
°
)使得第一硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),如此,即可通过精磨装置5中的至少一对精磨磨具继续对第一硅棒中变换后新的上侧面和下侧面进行精磨作业,从而完成第一硅棒中各个侧面的精磨作业。
172.其中,所述利用精磨装置5对第一硅棒中变换后新的上侧面和下侧面进行精磨作业,可采用多种实现方式。例如,在第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第一侧沿着第一方向移动至第一加工区位的第二侧以使得精磨装置5中的至少一对精磨磨具对第一硅棒的第一对侧面进行精磨作业之后,此时,第一硅棒夹具2及其所夹持的第一硅棒已移动至第一加工区位的第二侧。在一种实现方式中,控制相对设置的一对精磨磨具在重垂线方向移动以确定精磨磨具与第一硅棒研磨面研磨的进给量,同时,驱动第一硅棒夹具2中的夹持部转动预设角度(例如,90
°
),带动第一硅棒夹具2所夹持的第一硅棒转动预设角度(例如,90
°
)使得第一硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧
面(或,下侧面和上侧面),随后,驱动第一硅棒夹具2,由第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第二侧沿着第一方向移动至第一加工区位的第一侧以使得精磨装置5中的至少一对精磨磨具对第一硅棒中转动后新的第二对侧面进行精磨作业。在另一种实现方式中,控制相对设置的一对精磨磨具在重垂线方向移动(例如回到初始位置)以增大一对精磨磨具之间的间距;驱动第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第二侧沿着第一方向移动至第一加工区位的第一侧;驱动第一硅棒夹具2中的夹持部转动预设角度(例如,90
°
),带动第一硅棒夹具2所夹持的第一硅棒转动预设角度(例如,90
°
)使得第一硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面);控制相对设置的一对精磨磨具在重垂线方向移动以确定精磨磨具与第一硅棒研磨面研磨的进给量,同时,驱动第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第一侧沿着第一方向移动至第一加工区位的第二侧以使得精磨装置5中的至少一对精磨磨具对第一硅棒中转动后新的第二对侧面进行精磨作业。
173.在本技术的实施例中,当精磨装置5中的至少一对精磨磨具对第一硅棒中的各个侧面均执行完精磨作业之后,驱动第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第二侧沿着第一方向移动至第一加工区位的第一侧。
174.在对第二硅棒进行粗磨作业的过程中,所述相对设置的一对粗磨磨具在重垂线方向移动,以确定粗磨磨具与硅棒研磨面研磨的进给量,用于对第二硅棒沿重垂线方向的上侧面和下侧面进行研磨,此时,由第二硅棒夹具3带动所夹持的第二硅棒沿着第一方向移动,使得一对粗磨磨具中两个粗磨磨具的研磨面沿着第一方向从第二硅棒的前端开始研磨直至到达第二硅棒的后端,即,完成对第二硅棒相对的上侧面和下侧面的研磨;或者,所述第二硅棒夹具3带动所夹持的第二硅棒在第一方向上迂回移动,使得所述第二硅棒与粗磨装置4中的至少一对粗磨磨具的研磨面在研磨中充分覆盖第二硅棒的。
175.所述第二硅棒夹具3包括至少一对夹臂,所述夹臂设置有可旋转式夹持部,通过驱动夹持部转动可带动由所述夹臂所夹持的第二硅棒可沿第一方向的轴心线转动,即实现对所述第二硅棒不同侧面研磨的切换与倒角。
176.在利用第二硅棒夹具3带动所夹持的第二硅棒沿着第一方向移动直至使得第二硅棒完成穿过粗磨装置4,使得粗磨装置4中至少一对粗磨磨具对第二硅棒的上侧面和下侧面进行粗磨作业;之后驱动第二硅棒夹具3中的夹持部转动预设角度(例如,90
°
),带动第二硅棒夹具3所夹持的第二硅棒转动预设角度(例如,90
°
)使得第二硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),如此,即可通过粗磨装置4中的至少一对粗磨磨具继续对第二硅棒中变换后新的上侧面和下侧面进行粗磨作业,从而完成第二硅棒中各个侧面的粗磨作业。
177.其中,所述利用粗磨装置4对第二硅棒中变换后新的上侧面和下侧面进行粗磨作业,可采用多种实现方式。例如,在第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第一侧沿着第一方向移动至第二加工区位的第二侧以使得粗磨装置4中的至少一对粗磨磨具对第二硅棒的第一对侧面进行粗磨作业之后,此时,第二硅棒夹具3及其所夹持的第二硅棒已移动至第二加工区位的第二侧。在一种实现方式中,控制相对设置的一对粗磨磨具在重垂线方向移动以确定粗磨磨具与第二硅棒研磨面研磨的进给量,同时,驱动第二硅棒夹具3中的夹持部转动预设角度(例如,90
°
),带动第二硅棒夹具3所夹持的第二硅棒转动预
设角度(例如,90
°
)使得第二硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),随后,驱动第二硅棒夹具3,由第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第二侧沿着第一方向移动至第二加工区位的第一侧以使得粗磨装置4中的至少一对粗磨磨具对第二硅棒中转动后新的第二对侧面进行粗磨作业。在另一种实现方式中,控制相对设置的一对粗磨磨具在重垂线方向移动(例如回到初始位置)以增大一对粗磨磨具之间的间距;驱动第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第二侧沿着第一方向移动至第二加工区位的第一侧;驱动第二硅棒夹具3中的夹持部转动预设角度(例如,90
°
),带动第二硅棒夹具3所夹持的第二硅棒转动预设角度(例如,90
°
)使得第二硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面);控制相对设置的一对粗磨磨具在重垂线方向移动以确定粗磨磨具与第二硅棒研磨面研磨的进给量,同时,驱动第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第一侧沿着第一方向移动至第二加工区位的第二侧以使得粗磨装置4中的至少一对粗磨磨具对第二硅棒中转动后新的第二对侧面进行粗磨作业。
178.在本技术的实施例中,当粗磨装置4中的至少一对粗磨磨具对第二硅棒中的各个侧面均执行完粗磨作业之后,驱动第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第二侧沿着第一方向移动至第二加工区位的第一侧。
179.接着,将第一硅棒卸载并装载第三硅棒;令换位机构驱动粗磨装置和精磨装置转换位置使得粗磨装置由第二加工区位转换至第一加工区位以及精磨装置由第一加工区位转换至第二加工区位。将完成研磨作业的第一硅棒从第一加工区位卸载并装载上新的第三硅棒,进行硅棒的卸载和装载可采用人工方式完成或借助相应的机械装置来完成。另外,驱动换位转轴转动预设角度,可使得粗磨装置4和精磨装置5在第一加工区位和第二加工区位之间转换位置,即,粗磨装置4由原先的第二加工区位换位至第一加工区位且精磨装置5由原先的第一加工区位换位至第二加工区位,即,在本技术的一实施例中,驱动换位转轴转动预设角度180
°
之后,可使得粗磨装置4和精磨装置5在第一加工区位和第二加工区位之间转换位置。
180.接着,令设于第二加工区位的第二硅棒夹具夹持装载的第二硅棒并带动所夹持的第二硅棒沿第一方向移动,使得位于第二加工区位的精磨装置对第二硅棒进行精磨作业;在此阶段,令设于第一加工区位的第一硅棒夹具带动所夹持的第三硅棒沿第一方向移动,使得位于第一加工区位的粗磨装置对第一硅棒进行粗磨作业。
181.针对第二加工区位,第二硅棒夹具3带动所夹持的第二硅棒沿着第一方向移动,令位于第二加工区位的精磨装置5对沿着第一方向移动的第二硅棒进行精磨作业;针对第一加工区位,第一硅棒夹具2夹持住第三硅棒的相对两端,使得第三硅棒的轴心线平行于第一方向,之后,第一硅棒夹具2带动所夹持的第三硅棒沿着第一方向移动,令位于第一加工区位的粗磨装置4对沿着第一方向移动的第三硅棒进行粗磨作业。
182.在对第二硅棒进行精磨作业的过程中,所述相对设置的一对精磨磨具在重垂线方向移动,以确定精磨磨具与硅棒研磨面研磨的进给量,用于对第二硅棒沿重垂线方向的上侧面和下侧面进行研磨,此时,由第二硅棒夹具3带动所夹持的第二硅棒沿着第一方向移动,使得一对精磨磨具中两个精磨磨具的研磨面沿着第一方向从第二硅棒的前端开始研磨直至到达第二硅棒的后端,即,完成对第二硅棒相对的上侧面和下侧面的研磨;或者,所述
第二硅棒夹具3带动所夹持的第二硅棒在第一方向上迂回移动,使得所述第二硅棒与精磨装置5中的至少一对精磨磨具的研磨面在研磨中充分覆盖第二硅棒的。
183.所述第二硅棒夹具3包括至少一对夹臂,所述夹臂设置有可旋转式夹持部,通过驱动夹持部转动可带动由所述夹臂所夹持的第二硅棒可沿第一方向的轴心线转动,即实现对所述第二硅棒不同侧面研磨的切换与倒角。
184.在利用第二硅棒夹具3带动所夹持的第二硅棒沿着第一方向移动直至使得第二硅棒完成穿过精磨装置5,使得精磨装置5中至少一对精磨磨具对第二硅棒的上侧面和下侧面进行精磨作业;之后驱动第二硅棒夹具3中的夹持部转动预设角度(例如,90
°
),带动第二硅棒夹具3所夹持的第二硅棒转动预设角度(例如,90
°
)使得第二硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),如此,即可通过精磨装置5中的至少一对精磨磨具继续对第二硅棒中变换后新的上侧面和下侧面进行精磨作业,从而完成第二硅棒中各个侧面的精磨作业。
185.其中,所述利用精磨装置5对第二硅棒中变换后新的上侧面和下侧面进行精磨作业,可采用多种实现方式。例如,在第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第一侧沿着第一方向移动至第二加工区位的第二侧以使得精磨装置5中的至少一对精磨磨具对第二硅棒的第一对侧面进行精磨作业之后,此时,第二硅棒夹具3及其所夹持的第二硅棒已移动至第二加工区位的第二侧。在一种实现方式中,控制相对设置的一对精磨磨具在重垂线方向移动以确定精磨磨具与第二硅棒研磨面研磨的进给量,同时,驱动第二硅棒夹具3中的夹持部转动预设角度(例如,90
°
),带动第二硅棒夹具3所夹持的第二硅棒转动预设角度(例如,90
°
)使得第二硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),随后,驱动第二硅棒夹具3,由第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第二侧沿着第一方向移动至第二加工区位的第一侧以使得精磨装置5中的至少一对精磨磨具对第二硅棒中转动后新的第二对侧面进行精磨作业。在另一种实现方式中,控制相对设置的一对精磨磨具在重垂线方向移动(例如回到初始位置)以增大一对精磨磨具之间的间距;驱动第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第二侧沿着第一方向移动至第二加工区位的第一侧;驱动第二硅棒夹具3中的夹持部转动预设角度(例如,90
°
),带动第二硅棒夹具3所夹持的第二硅棒转动预设角度(例如,90
°
)使得第二硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面);控制相对设置的一对精磨磨具在重垂线方向移动以确定精磨磨具与第二硅棒研磨面研磨的进给量,同时,驱动第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第一侧沿着第一方向移动至第二加工区位的第二侧以使得精磨装置5中的至少一对精磨磨具对第二硅棒中转动后新的第二对侧面进行精磨作业。
186.在本技术的实施例中,当精磨装置5中的至少一对精磨磨具对第二硅棒中的各个侧面均执行完精磨作业之后,驱动第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第二侧沿着第一方向移动至第二加工区位的第一侧。
187.在对第三硅棒进行粗磨作业的过程中,所述相对设置的一对粗磨磨具在重垂线方向移动,以确定粗磨磨具与硅棒研磨面研磨的进给量,用于对第三硅棒沿重垂线方向的上侧面和下侧面进行研磨,此时,由第一硅棒夹具2带动所夹持的第三硅棒沿着第一方向移动,使得一对粗磨磨具中两个粗磨磨具的研磨面沿着第一方向从第三硅棒的前端开始研磨
直至到达第三硅棒的后端,即,完成对第三硅棒相对的上侧面和下侧面的研磨;或者,所述第一硅棒夹具2带动所夹持的第三硅棒在第一方向上迂回移动,使得所述第三硅棒与粗磨装置4中的至少一对粗磨磨具的研磨面在研磨中充分覆盖第三硅棒的。
188.所述第一硅棒夹具2包括至少一对夹臂,所述夹臂设置有可旋转式夹持部,通过驱动夹持部转动可带动由所述夹臂所夹持的第三硅棒可沿第一方向的轴心线转动,即实现对所述第三硅棒不同侧面研磨的切换与倒角。
189.在利用第一硅棒夹具2带动所夹持的第三硅棒沿着第一方向移动直至使得第三硅棒完成穿过粗磨装置4,使得粗磨装置4中至少一对粗磨磨具对第三硅棒的上侧面和下侧面进行粗磨作业;之后驱动第一硅棒夹具2中的夹持部转动预设角度(例如,90
°
),带动第一硅棒夹具2所夹持的第三硅棒转动预设角度(例如,90
°
)使得第三硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),如此,即可通过粗磨装置4中的至少一对粗磨磨具继续对第三硅棒中变换后新的上侧面和下侧面进行粗磨作业,从而完成第三硅棒中各个侧面的粗磨作业。
190.其中,所述利用粗磨装置4对第三硅棒中变换后新的上侧面和下侧面进行粗磨作业,可采用多种实现方式。例如,在第一硅棒夹具2带动所夹持的第三硅棒由第一加工区位的第一侧沿着第一方向移动至第一加工区位的第二侧以使得粗磨装置4中的至少一对粗磨磨具对第三硅棒的第一对侧面进行粗磨作业之后,此时,第一硅棒夹具2及其所夹持的第三硅棒已移动至第一加工区位的第二侧。在一种实现方式中,控制相对设置的一对粗磨磨具在重垂线方向移动以确定粗磨磨具与第三硅棒研磨面研磨的进给量,同时,驱动第一硅棒夹具2中的夹持部转动预设角度(例如,90
°
),带动第一硅棒夹具2所夹持的第三硅棒转动预设角度(例如,90
°
)使得第三硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),随后,驱动第一硅棒夹具2,由第一硅棒夹具2带动所夹持的第三硅棒由第一加工区位的第二侧沿着第一方向移动至第一加工区位的第一侧以使得粗磨装置4中的至少一对粗磨磨具对第三硅棒中转动后新的第二对侧面进行粗磨作业。在另一种实现方式中,控制相对设置的一对粗磨磨具在重垂线方向移动(例如回到初始位置)以增大一对粗磨磨具之间的间距;驱动第一硅棒夹具2带动所夹持的第三硅棒由第一加工区位的第二侧沿着第一方向移动至第一加工区位的第一侧;驱动第一硅棒夹具2中的夹持部转动预设角度(例如,90
°
),带动第一硅棒夹具2所夹持的第三硅棒转动预设角度(例如,90
°
)使得第三硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面);控制相对设置的一对粗磨磨具在重垂线方向移动以确定粗磨磨具与第三硅棒研磨面研磨的进给量,同时,驱动第一硅棒夹具2带动所夹持的第三硅棒由第一加工区位的第一侧沿着第一方向移动至第一加工区位的第二侧以使得粗磨装置4中的至少一对粗磨磨具对第三硅棒中转动后新的第二对侧面进行粗磨作业。
191.在本技术的实施例中,当粗磨装置4中的至少一对粗磨磨具对第三硅棒中的各个侧面均执行完粗磨作业之后,驱动第一硅棒夹具2带动所夹持的第三硅棒由第一加工区位的第二侧沿着第一方向移动至第一加工区位的第一侧。
192.本技术公开的硅棒研磨方法,是应用于前述的硅棒研磨机中,所述硅棒研磨机包括具有硅棒加工平台的机座,所述硅棒加工平台设有第一加工区位和第二加工区位,所述硅棒研磨机还包括第一硅棒夹具、第二硅棒夹具、粗磨装置、以及精磨装置。所述硅棒研磨
方法通过协调控制第一硅棒夹具、第二硅棒夹具与粗磨装置、精磨装置,使得在同一时刻所述硅棒研磨机中的粗磨装置和精磨装置均处于工作状态,且通过控制换位机构以驱动粗磨装置和精磨装置在第一加工区位和第二加工区位之间转换位置,使得位于第一加工区位或第二加工区位的第一硅棒夹具或第二硅棒夹具所夹持的硅棒在对应的加工区位上即可完成粗磨作业和精磨作业,无需对硅棒转换加工区位,可提高硅棒研磨效率和缩短研磨作业耗时,及提升经济效率。
193.请参阅图3和图4,其中,图3显示为本技术的硅棒研磨机在另一实施例中的结构示意图,图4显示为图3的俯视图。如图3和图4所示,所述硅棒研磨机包括机座1、第一硅棒夹具2、第二硅棒夹具3、粗磨装置4、精磨装置5、换位机构6、以及硅棒移送装置7。
194.本技术的硅棒研磨机用于对截面呈类矩形(包括类正方形)的硅棒进行研磨作业,其中,多数硅棒可例如为单晶硅棒或多晶硅棒,以单晶硅棒为例,所述单晶硅棒是由原始硅棒经过硅棒截断并在之后经过硅棒开方装置进行开方所得,所述原始硅棒通常为通过用直拉法或悬浮区熔法从熔体中生长出棒状单晶硅。
195.所述机座1具有硅棒加工平台,硅棒加工平台设有第一加工区位和第二加工区位。所述硅棒加工平台设置于机座1上侧面,在本实施例一实现方式中,所述加工平台顺应机座1形状设计为矩形,如图3和图4所示,所述第一加工区位和第二加工区位均是沿着硅棒加工平台的前后方向(即,第一方向)设置,且所述第一加工区位和第二加工区位对称地设置在硅棒加工平台的左右两侧(即,第二方向),可分别独立地在第一加工区位和第二加工区位上加工所对应承载的单晶硅棒。
196.第一硅棒夹具2和第二硅棒夹具3分别对应设于第一加工区位和第二加工区位,在本技术的一实施例中,如图3所示,第一硅棒夹具2和第二硅棒夹具3平行地设置在硅棒加工平台的左右两侧。其中,第一硅棒夹具2设于第一加工区位,用于夹持硅棒并带动所夹持的硅棒沿第一方向(即,图3中的x轴方向)移动,第二硅棒夹具3设于第二加工区位,用于夹持硅棒并带动所夹持的硅棒沿第一方向移动,所述硅棒的轴心线平行于所述第一方向。
197.第一硅棒夹具通过第一导向结构设于所述第一加工区位,其中,所述第一导向结构为沿第一方向设置的转移导轨和/或导柱。在图3所示的实施例中,第一硅棒夹具2是通过沿第一方向设置的转移导轨设于所述第一加工区位上,如此,第一硅棒夹具2可带着夹持的硅棒沿转移导轨移动。
198.具体地,第一硅棒夹具2包括夹臂安装座、移动机构、一对夹臂、以及夹臂驱动机构。
199.所述夹臂安装座设于所对应的第一导向结构上,其中,所述第一导向结构可例如为转移导轨、导柱、或是转移导轨和导柱的组合。在如图3所示的实施例中,所述第一导向结构为转移导轨,在此,将作为第一导向结构的转移导轨称为第一转移导轨,因此,夹臂安装座设于第一转移导轨上。在本实施例的一实现方式中,夹臂安装座底部设置有与第一转移导轨相匹配的导槽结构或导块结构,第一转移导轨沿第一方向布置,所述第一转移导轨第一方向的长度范围可覆盖硅棒加工平台在第一方向上的完整长度。
200.所述移动机构用于驱动所述夹臂安装座沿所对应的第一导向结构移动。在如图3所示的实施例中,所述移动机构用于驱动夹臂安装座沿所对应的第一转移导轨移动。
201.在某些实现方式中,所述移动机构可包括:移动齿轨、驱动齿轮、以及驱动源。其
中,所述移动齿轨沿第一方向设置,且其长度与所述第一转移导轨类似,可覆盖硅棒加工平台在第一方向上的完整长度。所述驱动齿轮设于所述夹臂安装座且与所述移动齿轨啮合。所述驱动源用于驱动所述驱动齿轮,所述驱动源可例如为驱动电机。在实际应用中,利用所述驱动源驱动所述驱动齿轮正向转动,通过驱动齿轮与所述移动齿轨的啮合,使得所述驱动齿轮及所述夹臂安装座沿着所述第一转移导轨作前向移动;反之,利用所述驱动源驱动所述驱动齿轮反向转动,通过驱动齿轮与所述移动齿轨的啮合,使得所述驱动齿轮及所述夹臂安装座沿着所述第一转移导轨作后向移动。
202.在某些实现方式中,所述移动机构可包括:移动丝杆和驱动源。其中,所述移动丝杆沿第一方向设置且与所述夹臂安装座关联,且,所述移动丝杆的长度与所述第一转移导轨类似,可覆盖硅棒加工平台在第一方向上的完整长度。所述驱动源与所述移动丝杆关联,用于驱动所述移动丝杆转动以使所关联的夹臂安装座沿第一方向移动,所述驱动源可例如为伺服电机。在实际应用中,利用所述驱动源驱动所述移动丝杆正向转动,正向转动的所述移动丝杆使得所述移动丝杆上的所述夹臂安装座沿着所述第一转移导轨前向移动;反之,利用所述驱动源驱动所述移动丝杆反向转动,反向转动的所述移动丝杆使得所述移动丝杆上的所述夹臂安装座沿着所述第一转移导轨后向移动。
203.所述一对夹臂沿第一方向对向设置,用于夹持硅棒的两个端面。所述硅棒为经过开方的细长型结构,且其长度方向沿第一方向放置,所述端面即为长度方向两端的截面。在如图3所示的实施例中,所述一对夹臂中的两个夹臂从所述夹臂安装座沿着第二方向(即,y轴)朝向硅棒加工平台中间区域延伸出。其中,所述一对夹臂中的任一个夹臂设有夹持部,即,在如图4所示的实施例中,每一个夹臂都设有夹持部。
204.所述夹臂驱动机构用于驱动一对夹臂中的至少一个夹臂沿第一方向移动以调节所述一对夹臂之间的夹持间距。在图3所示的实施例中,所述一对夹臂中的两个夹臂沿第一方向对向设置,夹臂驱动机构可驱动所述一对夹臂中的至少一个夹臂沿着第一方向移动,以调节所述一对相对设置的夹臂之间的夹持间距。
205.在某些实施例中,所述夹臂驱动机构可驱动所述一对夹臂中的第一个夹臂沿着第一方向朝向第二个夹臂靠近,减小两个夹臂之间的夹持间距,从而将位于所述两个夹臂之间的硅棒夹紧。相应地,所述夹臂驱动机构可驱动所述一对夹臂中的第一个夹臂沿着第一方向背向第二个夹臂远离,增大两个夹臂之间的夹持间距,以释放夹持的硅棒。
206.假定所述一对夹臂中的第一个夹臂可由夹臂驱动机构驱动沿着第一方向移动,所述一对夹臂中的第二个夹臂则固定设置于夹臂安装座上,在一种实施方式中,所述夹臂驱动机构更可包括:丝杆和驱动源,其中,所述丝杆沿第一方向设置且与所述一对夹臂中的第一个夹臂关联,所述驱动源与所述丝杆关联,用于驱动所述丝杆转动以使所关联的第一个夹臂沿第一方向移动。例如,所述驱动源驱动所述丝杆正向转动,则驱动所关联的第一个夹臂沿着第一方向朝向第二个夹臂靠近,减小两个夹臂之间的夹持间距,或者,所述驱动源驱动所述丝杆反向转动,则驱动所关联的第一个夹臂沿着第一方向背向第二个夹臂远离,增大两个夹臂之间的夹持间距。其中,所述驱动源可例如为伺服电机。当然,所述夹臂驱动机构仍可采用其他结构,例如,在其他某一实施方式中,所述夹臂驱动机构可包括:齿条、驱动齿轮、以及驱动电机,其中,所述齿条沿第一方向设置且与所述一对夹臂中的第一个夹臂关联,所述驱动齿轮受控于所述驱动电机且与所述齿条啮合,如此,所述驱动电机带动驱动齿
轮旋转,带动所述齿条及其关联的第一个夹臂沿第一方向移动。例如,所述驱动源驱动所述驱动齿轮正向转动,则驱动所述齿条所关联的第一个夹臂沿着第一方向朝向第二个夹臂靠近,减小两个夹臂之间的夹持间距,或者,所述驱动源驱动所述驱动齿轮反向转动,则驱动所述齿条所关联的第一个夹臂沿着第一方向背向第二个夹臂远离,增大两个夹臂之间的夹持间距。
207.在某些实施例中,所述夹臂驱动机构可驱动所述一对夹臂中的两个夹臂相向移动,减小两个夹臂之间的夹持间距,从而将位于所述两个夹臂之间的硅棒夹紧。相应地,所述夹臂驱动机构可驱动所述一对夹臂中的两个夹臂相背移动,增大两个夹臂之间的夹持间距,以释放夹持的硅棒。
208.假定所述一对夹臂中的两个夹臂均是由夹臂驱动机构驱动沿着第一方向移动的,在一种实施方式中,所述夹臂驱动机构更可包括:双向丝杆和驱动源,其中,双向丝杆沿第一方向设置,双向丝杆即为左右旋丝杆,其在杆身上布设有两段螺纹,这两段螺纹的旋向相反,即,一段螺纹为左旋螺纹,另一段螺纹则为右旋螺纹,其中,左旋螺纹可与一对夹臂中的一个夹臂关联,右旋螺纹可与一对夹臂中的另一个夹臂关联,驱动源与双向丝杆关联,用于驱动双向丝杆转动以使所关联的第一个夹臂和第二个夹臂沿第一方向作相向移动或相背移动。例如,驱动源驱动双向丝杆正向转动,则驱动所关联的第一个夹臂和第二个夹臂沿着第一方向相向移动(即,相互靠近),减小两个夹臂之间的夹持间距,或者,所述驱动源驱动所述丝杆反向转动,则驱动所关联的第一个夹臂和第二个夹臂沿着第一方向相背移动(即,相互远离),增大两个夹臂之间的夹持间距。其中,所述驱动源可例如为伺服电机,位于双向丝杆的中段。当然,所述夹臂驱动机构仍可采用其他结构,例如,在其他某一实施方式中,所述夹臂驱动机构可包括:一对齿条、驱动齿轮、以及驱动电机,其中,所述一对齿条相互平行且均沿第一方向设置,所述一对齿条中的一个齿条与所述一对夹臂中的第一个夹臂关联,所述一对齿条中的另一个齿条与所述一对夹臂中的第二个夹臂关联,所述驱动齿轮位于所述一对齿条之间以与所述一对齿条啮合且受控于所述驱动电机,如此,所述驱动电机带动驱动齿轮旋转,带动所述一对齿条及其关联的第一个夹臂和第二个夹臂沿第一方向作相向移动或相背移动。例如,所述驱动源驱动所述驱动齿轮正向转动,则驱动所述一对齿条所关联的第一个夹臂和第二个夹臂沿着第一方向相向移动(即,相互靠近),减小两个夹臂之间的夹持间距,或者,所述驱动源驱动所述驱动齿轮反向转动,则驱动所述一对齿条所关联的第一个夹臂和第二个夹臂沿着第一方向相背移动(即,相互远离),增大两个夹臂之间的夹持间距。
209.在本技术的一实施例中,所述夹臂的夹持部呈转动式设计,如图4所示实施例中,所述第一硅棒夹具2和第二硅棒夹具3中的任一个硅棒夹具还包括夹持部转动机构,用于驱动硅棒夹具中夹臂上的夹持部转动。在本实施例的一实现方式中,针对第一硅棒夹具2或第二硅棒夹具3,在设置的夹持部转动机构的驱动下使得夹臂的夹持部以所述硅棒的长度方向即第一方向为轴线旋转,被夹持硅棒发生相应的以第一方向为轴线的旋转。在实际研磨中,硅棒需进行的磨面与倒角在长度方向的四个面及四个面之间交界的棱边上,由本技术所提供的夹臂,可实现对硅棒不同磨面及不同棱边的选择与控制。
210.在某些实施方式中,所述夹持部具有多点接触式夹持头,应当理解的是,所述多点接触式夹持头与硅棒端面间的接触方式并不限于点接触,所述夹持部例如具有多个凸出部
以接触硅棒端面,其中每一凸出部与硅棒端面可为面接触。在一实现方式中,所述夹持部的凸出部还可通过沿第一方向的弹簧连接至夹臂,由此可形成多点浮动接触,以令所述硅棒夹具在夹持硅棒端面时可适应于硅棒端面的平整度以夹紧硅棒。在一些示例中,所述夹持部用于接触硅棒端面的夹持端还可通过万向机构例如万向球连接至夹臂,所述夹持部由此可适应于夹紧具有不同倾斜度的硅棒端面。
211.在某些实施方式中,所述硅棒夹具的一对夹持部用于接触所述硅棒部分设置为刚性结构,以防止所夹持的硅棒在切割作业及研磨作业中被扰动而影响加工精度。
212.在实际应用中,所述夹持部转动机构可包括设于一对夹臂中的两个夹持部上且可转动的结构以及用于驱动两个可转动的结构中的至少一个转动的驱动源。在某种实现方式中,所述研磨面设置在可旋转的平台上,所述平台的截面可设置为自定义的规则几何图形或不规则几何图形。如此,可利用所述夹持部转动机构可驱动平台及其上的研磨面转动。
213.在本技术的一实施例中,所述可旋转的平台可设置为具有锁定功能的铰接装置铰接成的整体,可沿第一方向的轴线旋转。旋转轴的轴线连接于所述夹持部转动机构。
214.在本技术的一实施例中,所述夹臂的夹持部可设置为一可旋转的圆台,所述圆台的圆形平面与硅棒端面接触,在贴紧硅棒端面后保持与硅棒端面相对静止。所述硅棒夹持部还包括锁紧结构,在对某一选定的平面进行磨面时所述夹臂夹持部处于锁紧状态。在不同磨面的切换中,所述硅棒夹持部在夹持部转动机构的带动下沿圆台圆心旋转。
215.请继续参阅图4,所述夹臂的夹持部包括可旋转的圆台与设置在圆台上的一系列凸出触点,所述每一触点具有一接触平面。所述圆台在夹持部转动机构的带动下旋转,在本实施例的一实现方式中,所述触点的凸出长度即在第一方向的位置可调节,使得在对夹持硅棒的过程中,对端面平整度较低的硅棒,可根据硅棒端面调整触点的凸出长度,使得每一研磨面与硅棒端面处于贴紧状态。所述凸出长度即从圆台的圆平面至触点的接触平面间第一方向的长度。
216.在本技术的一实施例中,所述硅棒夹具的夹持部设置有压力传感器,以基于所检测的压力状态调整触点的凸出长度。通常地,在夹持硅棒的过程中,所述第一硅棒夹具的一对夹臂在夹臂驱动机构的驱动下沿第一方向相互靠近,至所述夹持部的研磨面与所需夹持的硅棒的端面相互接触,当所述夹持部设置有多个触点并探测到部分触点与所接触硅棒的端面接触的压力值小于一设定值或设定区域时,可通过调整触点的凸出长度(一般为朝向硅棒端面靠近的方向)以改变夹紧度;又或者,所述第一硅棒夹具的一对夹臂的每一夹持部均设置为一个研磨面,在对硅棒进行夹持的过程中,通过所述夹臂驱动机构驱动一对夹臂朝向硅棒两端的端面相互靠近以实现,在所述夹持部与硅棒端面接触后,由压力传感器检测硅棒的夹紧程度,当达到设定的压力范围时即夹臂驱动机构控制停止所述一对夹臂的相向运动。
217.所述夹持部转动机构可设置在一对夹臂中的一个夹臂上,以带动所述一对夹臂的夹持部与所夹持的硅棒旋转;或者所述夹持部转动机构设置在一对夹臂的每一夹臂上,并协同运动控制所述一对夹臂的两个夹持部发生相同角度与方向的转动。在某些实现方式中,所述夹持部转动机构中驱动源可设置为一驱动电机。
218.如此,在本技术实施例中,利用第一硅棒夹具2可夹持硅棒并带动所夹持的硅棒在第一加工区位上沿着第一方向移动,利用第二硅棒夹具3可夹持硅棒并带动所夹持的硅棒
在第一加工区位上沿着第一方向移动,其中,所述硅棒的轴心线方向与所述第一方向平行。
219.所述硅棒移送装置设于硅棒加工平台的装载区位,用于将待上料的硅棒移动至相应的至少一硅棒加工装置的至少一加工区位上。以硅棒研磨机为例,所述硅棒研磨机具有位于第一加工区位的粗磨装置和位于第二加工区位的精磨装置,因此,所述硅棒移送装置用于将硅棒由装载区位装载至第一加工区位或第二加工区位。本技术公开地硅棒研磨机,在硅棒加工平台上设有装载区位,在所述装载区位上配置硅棒移送装置,用于将待研磨的硅棒装载至第一加工区位或第二加工区位。如图3所示,在本技术的一实施例中,在硅棒加工平台的一端设有装载区位,且所述装载区位可例如位于第一加工区位和第二加工区位之间的区域,在所述装载区位上设有硅棒移送装置7。如此,利用硅棒移送装置7,可便利地将硅棒装载至其两侧的第一加工区位和第二加工区位。例如,利用硅棒移送装置7将一硅棒装载至第一加工区位以令第一硅棒夹具2夹持所述硅棒,或者,利用硅棒移送装置7将一硅棒装载至第二加工区位以令第二硅棒夹具3夹持所述硅棒,
220.在本技术的一实施例中,利用硅棒移送装置7可实现将硅棒装载至第一加工区位或第二加工区位之外,还可使得装载至第一加工区位或第二加工区位上硅棒在进行研磨作业之前完成对中操作。其中,所述对中操作具体的是使得硅棒的轴心线与第一硅棒夹具或第二硅棒夹具的夹持中心线在同一直线上。
221.请参阅图6至图9,显示为本技术硅棒移送装置在一实施例中结构示意图,其中,图6显示为本技术硅棒移送装置在一实施例中的结构示意图,图7显示为图6的俯视图。如前所述,在本技术中,所述硅棒移送装置7可将待研磨的硅棒(请参考图1或图2中的硅棒101)由装载区位移动至第一加工区位或第二加工区位并可使得硅棒101在进行研磨作业之前完成对中操作。结合图6至图9所示,所述硅棒移送装置7包括:硅棒上料承载结构、对中调节机构、以及进给驱动机构。
222.所述硅棒上料承载结构用于承载待上料的硅棒。在本技术的一实施例中,硅棒上料承载结构用于承载待上料的硅棒101。硅棒上料承载结构包括承载底座712和沿第二方向相对设置的第一装载部件711和第二装载部件713,其中,第一装载部件711和第二装载部件713配合以用于承载待上料的硅棒101,且,第一装载部件711和第二装载部件713可相对承载底座712作相对活动,从而使得第一装载部件711和第二装载部件713及其所承载的硅棒101能相对承载底座712作相对活动。在其他实施例中,所述硅棒上料承载结构可整体例如为板状结构,例如为矩形承载板,在所述矩形承载板上可设置有枕条,为保护承载的硅棒,所述枕条可由柔性材料制作而成,所述柔性材料可例如为橡胶、亚力克、塑料等。
223.关于第一装载部件711和第二装载部件713,用于承载待加工的硅棒101。在某些实施例中,第一装载部件711和第二装载部件713用于承载硅棒101的承载部分大致为板状结构,第一装载部件711和第二装载部件713还包括由所述板状结构延伸后凸起的止挡板(条),在所述板状结构上可设置有枕条,为保护承载的硅棒101,所述枕条可由柔性材料制作而成,所述柔性材料可例如为橡胶、亚力克、塑料等。
224.本技术所公开的硅棒移送装置,通过对中调节结构,可调节所述硅棒上料承载结构所承载的硅棒的位置以使得所述硅棒的轴心线与预定中心线对应。
225.如前所述,所述对中操作具体指的是使得硅棒的轴心线与第一硅棒夹具或第二硅棒夹具的夹持中心线在同一直线上,即,所述硅棒的轴心线与第一硅棒夹具或第二硅棒夹
具的夹持中心线重合。在一种实现方式中,所述第一硅棒夹具与第二硅棒夹具相同,则第一硅棒夹具的夹持中心线与第二硅棒夹具的夹持中心线在重垂线方向上一致。在另一种实现方式中,所述第一硅棒夹具与第二硅棒夹具可不相同,则第一硅棒夹具的夹持中心线与第二硅棒夹具的夹持中心线在重垂线方向上不一致。
226.在实际应用中,以第一硅棒夹具2为例,可预先确定第一硅棒夹具2的夹持中心线(或第二硅棒夹具3的夹持中心线),基于第一硅棒夹具2的夹持中心线(或第二硅棒夹具3的夹持中心线)确定预定中心线,其中,所述预定中心线与所述第一硅棒夹具2的夹持中心线(或第二硅棒夹具3的夹持中心线)在重垂线方向上相同(即,高度一致)。因此,所述对中调节机构用于调节所述待上料的硅棒的位置以使其轴心线与预定中心线对应是用于调节所述待上料的硅棒101在重垂线方向上的位置以使其轴心线与预定中心线在重垂线方向上一致。
227.关于所述对中调节机构,在本技术的一实施例中,所述对中调节机构包括垂向升降机构,用于驱动所述硅棒上料承载结构及其所承载的硅棒作垂向升降运动以使得所述硅棒的轴心线与预定中心线在重垂线方向上对齐。请参阅图10,显示为本技术硅棒移送装置中对中调节机构在一实施例中的结构示意图。如图10所示,所述作为对中调节机构的垂向升降更包括:垂向升降导杆721以及垂向升降驱动单元723。
228.垂向升降导杆721可沿重垂线方向设置于硅棒上料承载结构的承载底座712上,具体地,在本技术的一实施例中,硅棒移送装置还包括一安装结构720,垂向升降导杆721即设置在所述安装结构720上并穿过硅棒上料承载结构的承载底座712。为确保硅棒上料承载架构能沿着垂向升降导杆721作升降移动的稳定性,垂向升降导杆721的数量可为多个,例如,在图10所示的实施例中,垂向升降导杆721共有四个,分别对应于硅棒上料承载结构中承载底座712(在该实施例中,承载底座712呈矩形)的四个边角处。当然,垂向升降导杆也可以是其他数量,例如,三个、五个、六个、或更多个,以三个为例,三个垂向升降导杆可以例如等腰三角形的方式设置,以五个为例,五个垂向升降导杆可在前述四个垂向升降导杆的布局基础上可在中央区域再增设一个垂向升降导杆,等。
229.垂向升降驱动单元723用于驱动所述硅棒上料承载结构沿着所述垂向升降导杆作升降移动。在上述垂向升降驱动单元723中,包括驱动电机7231以及由驱动电机7231驱动的丝杆组件7233,驱动电机可设置于安装结构720上,丝杆组件7233与驱动电机7231和硅棒上料承载结构中的承载底座712连接。在使用所述垂向升降驱动单元723时,所述驱动电机驱动连接的丝杆组件7233正向转动,继而带动硅棒上料承载结构沿着垂向升降导杆721作上升动作,或者,所述驱动电机驱动连接的丝杆组件7233反向转动,继而带动硅棒上料承载结构沿着垂向升降导杆721作下降动作。
230.当然,所述垂向升降驱动单元并不以图10所示结构为限,在其他实施例中,所垂向升降驱动单元仍可作其他的变化,例如,在一实施例中,所述垂向升降驱动单元也可包括驱动电机以及由所述驱动电机驱动的齿轮齿条传动组件,其中,所述齿轮齿条传动组件可包括驱动齿轮和升降齿条,所述驱动电机可设置于安装结构上,所述升降齿条沿重垂线方向设置并与硅棒上料承载结构的承载底座712连接,所述驱动齿轮与所述升降齿条啮合且受控于所述驱动电机。在使用所述垂向升降驱动单元时,所述驱动电机驱动所述驱动齿轮正向转动,继而带动所述升降齿条及其连接的硅棒上料承载结构沿着垂向升降导杆721作上
升动作,或者,所述驱动电机驱动所述驱动齿轮反向转动,继而带动所述升降齿条及其连接的硅棒上料承载结构沿着垂向升降导杆721作下降动作。
231.另外,在图10所示的实施例中,所述垂向升降驱动单元723还可包括辅助升降组件,所述辅助升降组件更包括气缸以及与气缸相连的升降顶杆,其中,气缸可设置于安装结构720上,所述升降顶杆与气缸相连且与硅棒上料承载结构中的承载底座712关联。所述升降顶杆与硅棒上料承载结构中的承载底座712关联可采用多种实现方式,例如,在一种实现方式中,所述升降顶杆与承载底座712连接,在另一种实现方式中,所述升降顶杆与承载底座712保持接触。如此,在使用垂向升降驱动单元723时,其中调节的辅助升降组件可辅助承载底座712沿着垂向升降导杆721作升降动作,可确保承载底座712作升降动作的稳定性。
232.在本技术中,利用前述作为对中调节机构的垂向升降机构,通过驱动硅棒上料承载结构所承载的硅棒作垂向升降运动,可使得所述硅棒101的轴心线与预定中心线在重垂线方向上对齐,其中,所述预定中心线可根据第一硅棒夹具2的夹持中心或第二硅棒夹具3的夹持中心来得到,一般地,由于第一硅棒夹具2的夹持中心或第二硅棒夹具3的夹持中心是确定的,因此,所述预定中心线也是确定的(若第一硅棒夹具的夹持中心线与第二硅棒夹具的夹持中心线在重垂线方向上不一致,那么就可包括与第一硅棒夹具的夹持中心线对应的第一预定中心线和与第二硅棒夹具的夹持中心线对应的第二预定中心线)。如此,在使用垂向升降机构时,为确保驱动硅棒上料承载结构所承载的硅棒在重垂线方向作升降动作的升降数值,还需要确定硅棒101当前在重垂线方向的尺度或者硅棒101与第一硅棒夹具2的夹持中心或第二硅棒夹具3的夹持中心在重垂线方向上的高度差值。因此,在本技术的一实施例中,所述对中调节机构还包括高度检测仪,用于检测硅棒上料承载结构所承载的硅棒的轴心线在重垂线方向上的位置信息。
233.所述硅棒移送装置还包括第一居中调节机构,用于通过调节第一装载部件和第二装载部件来改变硅棒在第二方向上的位置以使所述硅棒的轴心线与所述硅棒上料承载结构中沿第二方向上的中心线对应。
234.在本技术的一实施例中,所述第一居中调节机构包括:开合滑轨和开合驱动单元,利用所述开合驱动单元可驱动第一装载部件和第二装载部件沿着所述开合滑轨相向移动以执行合拢动作或沿着所述开合滑轨相背移动以执行张开动作。
235.请参阅图8,显示为图7中去除第一装载部件和第二装载部件后的示意图。如图8所示,在承载底座712上设置有开合滑轨730,其中,所述开合滑轨730可例如为两个,两个开合滑轨730并行设置,即,两个开合滑轨730沿第二方向布设且分别设置于承载底座712沿第一方向的相对两端,对应地,第一装载部件711和第二装载部件713的底部均设置有与开合滑轨730相匹配的导槽结构或导块结构。
236.所述开合驱动单元用于驱动第一装载部件和第二装载部件沿着所述开合滑轨相向移动以执行合拢动作或沿着所述开合滑轨相背移动以执行张开动作。如图8所示,所述开合驱动单元包括:转盘731、第一传动组件733、第二传动组件735、第一推拉部件737、以及第二推拉部件739。
237.所述转盘通过转轴设于所述承载底座上。在如图8所示的实施例中,转盘731通过转轴设于承载底座712的中央区域,例如,转盘731的转轴即位于承载底座712的几何中心处。转盘731的形状设计为圆形,但并不以此为限,转盘731的形状也可设计为正方形、正多
边形或其他自定义形状等。
238.所述第一传动组件关联于所述承载底座和所述转盘,所述第二传动组件关联于所述承载底座和所述转盘。在如图8所示的实施例中,第一传动组件733和第二传动组件735相对转盘731呈中心对称设置,其中,第一传动组件733关联于承载底座712和转盘731,第二传动组件735关联于承载底座712和转盘731。
239.关于第一传动组件,在一实现方式中,第一传动组件更包括第一气缸,所述第一气缸的缸体与所述承载底座连接,所述第一气缸的活塞杆轴接于所述转盘。如图8所示,第一传动组件733包括第一气缸,所述第一气缸的缸体侧通过一安装构件与承载底座712连接,其中,所述安装构件可通过例如螺栓方式固定于承载底座712上,所述第一气缸则与所述安装构件轴接,以获得一定轴转活动自由度,第一气缸所述的活塞杆则轴接于转盘731。
240.相似地,关于第二传动组件,在一实现方式中,第二传动组件更包括第二气缸,所述第二气缸的缸体与所述承载底座连接,所述第二气缸的活塞杆轴接于所述转盘。如图8所示,第二传动组件735包括第二气缸,所述第二气缸的缸体侧通过一安装构件与承载底座712连接,其中,所述安装构件可通过例如螺栓方式固定于承载底座712上,所述第二气缸则与所述安装构件轴接,以获得一定轴转活动自由度,所述第二气缸的活塞杆则轴接于转盘731。
241.所述第一推拉部件关联于所述转盘和所述第一装载部件,所述第二推拉部件关联于所述转盘和所述第二装载部件。
242.在如图8所示的实施例中,第一推拉部件737和第二推拉部件739相对转盘731呈中心对称设置,其中,第一推拉部件737关联于转盘731和第一装载部件711,第二推拉部件739关联于转盘731和第二装载部件713。
243.关于第一推拉部件,在一实现方式中,所述第一推拉部件737为第一连杆,第一连杆737的第一端部与转盘731轴接,第一连杆737的第二端部与第一装载部件711轴接,例如,可在第一连杆737的第二端部设置轴接头,在第一装载部件711的底部设置与所述轴接头对应的轴接孔。
244.关于第二推拉部件,在一实现方式中,所述第二推拉部件739为第二连杆,第二连杆739的第一端部与转盘731轴接,第二连杆739的第二端部与第二装载部件713轴接,例如,可在第二连杆739的第二端部设置轴接头,在第二装载部件713的底部设置与所述轴接头对应的轴接孔。
245.如此,在利用前述实施例所公开的开合驱动单元时,当所述第一传动组件和所述第二传动组件中至少一者受控后驱动所述转盘正向转动时,由所述转盘带动所述第一推拉部件所关联的第一装载部件和所述第二推拉部件所关联的第二装载部件沿着所述开合滑轨相向移动;当所述第一传动组件和所述第二传动组件中至少一者受控后驱动所述转盘反向转动时,由所述转盘带动所述第一推拉部件所关联的第一装载部件和所述第二推拉部件所关联的第二装载部件沿着所述开合滑轨相背移动。
246.如图8所示,在利用前述实施例所公开的开合驱动单元时,可将作为传动组件中的其中一个传动组件设计为驱动型,以第一传动组件733为例,将第一传动组件733中的第一气缸设计为控制气缸,以第一气缸为控制气缸为例,第一气缸受控后,第一气缸的活塞杆顶出,驱动转盘731顺时针转动,顺时针转动的转盘731带动第二气缸的活塞杆伸出,另外,顺
时针转动的转盘731带动其上的第一连杆737和第二连杆739发生顺时针扭动(第一连杆737轴接于转盘731的轴接点和第二连杆739轴接于转盘731的轴接点在顺时针扭动时靠近硅棒上料承载结构中沿第二方向上的中心线对应),由第一连杆737和第二连杆739分别带动各自对应的第一装载部件711和第二装载部件713沿着开合滑轨730相向移动以执行合拢动作,形成如图9所示的状态(图9显示为本技术硅棒移送装置在一实施例中装载硅棒后的示意图)。相应地,第一气缸受控后,第一气缸的活塞杆回缩,驱动转盘731逆时针转动,逆时针转动的转盘731带动第二气缸的活塞杆回缩,另外,逆时针转动的转盘731带动其上的第一连杆737和第二连杆739发生逆时针扭动(第一连杆737轴接于转盘731的轴接点和第二连杆739轴接于转盘731的轴接点在顺时针扭动时远离硅棒上料承载结构中沿第二方向上的中心线对应),由第一连杆737和第二连杆739分别带动各自对应的第一装载部件711和第二装载部件713沿着开合滑轨730相背移动以执行张开动作。
247.在如图8所示的实施例中,所述第一居中调节机构中的开合驱动单元包括:转盘731、第一传动组件733、第二传动组件735、第一推拉部件737、以及第二推拉部件739,但并不以此为限,在其他实施例中,所述第一居中调节机构中的开合驱动单元仍可作其他的变化。
248.例如,在某些实施例中,所述开合驱动单元包括:双向丝杆和驱动源,其中,所述双向丝杆沿第二方向设置,且,所述双向丝杆的两端分别与第一装载部件和第二装载部件螺纹连接,所述驱动源与所述双向丝杆连接,用于驱动所述双向丝杆转动以使得第一装载部件和第二装载部件沿第二方向相向移动或相背移动。在使用所述实施例所公开的开合驱动单元时,令所述驱动源驱动所述双向丝杆正向转动,使得第一装载部件和第二装载部件沿着所述开合滑轨(所述开合滑轨沿第二方向布设)相向移动以执行合拢动作,或者,令所述驱动源驱动所述双向丝杆反向转动,使得第一装载部件和第二装载部件沿着所述开合滑轨(所述开合滑轨沿第二方向布设)相背移动以执行张开动作。
249.例如,在某些实施例中,所述开合驱动单元包括:沿第二方向设置的第一齿条和第二齿条,所述第一齿条与所述第一装载部件连接,所述第二齿条与所述第二装载部件连接;驱动齿轮,位于第一齿条和第二齿条之间且与第一齿条和第二齿条啮合;驱动源,用于驱动所述驱动齿轮转动以带动第一齿条连接的第一装载部件和第二齿条连接的第二装载部件沿第二方向相向移动或相背移动。在使用所述实施例所公开的开合驱动单元时,令所述驱动源驱动所述驱动齿轮正向转动,通过驱动齿轮与所述第一齿条和第二齿条的啮合,使得所述第一齿条连接的第一装载部件和所述第二齿条连接的第二装载部件沿着所述开合滑轨(所述开合滑轨沿第二方向布设)相向移动以执行合拢动作,或者,令所述驱动源驱动所述驱动齿轮反向转动,通过驱动齿轮与所述第一齿条和第二齿条的啮合,使得所述第一齿条连接的第一装载部件和所述第二齿条连接的第二装载部件沿着所述开合滑轨(所述开合滑轨沿第二方向布设)相背移动以执行张开动作。
250.由上可知,利用所述第一居中调节单元,通过调节第一装载部件和第二装载部件来改变所承载的硅棒在第二方向上的位置,使得所述硅棒的轴心线与所述硅棒上料承载结构中沿第二方向上的中心线对应。
251.本技术的硅棒移送装置仍可有其他变化。例如,在某些实施例中,所述硅棒移送装置还可包括第二居中调节机构,用于通过调节所述硅棒上料承载结构所承载的硅棒在第一
方向上的位置以使所述硅棒位于所述硅棒上料承载结构在第一方向上的居中区域,其中,第一方向与进给方向相垂直。
252.请参阅图11,显示为图3的局部放大图。结合图3和图11,所述硅棒移送装置还可包括第二居中调节机构,所述第二居中调节机构可包括:支架741、配置在支架741上的滑轨743、相对布置在支架741两侧且能在滑轨743上相对移动的两个推顶件745、以及推顶驱动单元,其中,滑轨743沿第一方向设置,所述两个推顶件745设于滑轨743上且分别相对布置在支架741的两侧,所述推顶驱动单元更包括双向丝杠和驱动源,其中,所述双向丝杆沿第一方向设置且在两端分别两个推顶件螺纹连接,所述驱动源与双向丝杆连接,用于驱动所述双向丝杆转动以使得两个推顶件沿第一方向相向移动或相背移动。在使用所述实施例所公开的第二居中调节机构时,令所述驱动源驱动所述双向丝杆正向转动,使得两个推顶件745沿着滑轨743(所述滑轨743沿第一方向布设)相向移动以执行合拢动作,或者,令所述驱动源驱动所述双向丝杆反向转动,使得两个推顶件745沿着滑轨743(所述滑轨743沿第一方向布设)相背移动以执行张开动作。所述控制源可例如为伺服电机。
253.由上可知,利用所述第二居中调节单元,通过两个推顶件745推顶硅棒上料承载结构上所承载硅棒101在第一方向上的位置,使得硅棒101调整至硅棒上料承载结构的居中区域。
254.如前所述,所述对中调节机构还包括高度检测仪,用于检测硅棒上料承载结构所承载的硅棒的轴心线在重垂线方向上的位置信息。请结合图3和图11,在本技术的实施例中,所述对中调节机构包括高度检测仪725,所述高度检测仪725配置在第二居中调节单元上,如图11所示,高度检测仪725设置在所述第二居中调节单元的滑轨743上,其可受控于一控制源(例如伺服电机)而执行沿重垂线方向以及第一方向和/或第二方向的移动。在一实现方式中,高度检测仪725可例如为接触式传感器或测距传感器。以接触式传感器为例,所述接触式传感器具有探测头,用于与硅棒101的侧面(例如为硅棒101的顶面)接触。在某些实施例中,所述接触式传感器的探测头上还可设置有伸缩弹簧,在探测头接触到硅棒101时,可在伸缩弹簧的带动下回退,可用于保护探测头,避免探测头被硬性触碰或顶压而损坏。
255.当使用所述高度检测仪时,以高度检测仪725在第一方向(沿滑轨743)移动且高度检测仪为接触式传感器为例:将硅棒上料承载结构及其所承载的硅棒沿第二方向移动至所述第二居中调节单元中滑轨743的下方,驱动高度检测仪725沿重垂线方向下降直至触碰到硅棒101的顶面,完成一个检测点的检测;驱动高度检测仪725沿重垂线方向上升以回退,驱动高度检测仪725沿第一方向移动预设长度,驱动高度检测仪725沿重垂线方向下降直至触碰到硅棒101的顶面,完成下一个检测点的检测,其中,所述下一个检测点与上一个检测点同在第一方向上;如此,继续上述步骤,即可完成同一直线(一排)上的多个检测点的检测。当然,也可对硅棒101进行多排检测点的检测,例如,在完成一排的多个检测点的检测之后,将硅棒上料承载结构及其所承载的硅棒沿第二方向移动预设的偏置距离,依据上述方式,完成下一排多个检测点的检测。
256.由上可知,利用所述高度检测仪,可通过对硅棒101的顶面进行多点检测后得到硅棒101的高度,继而获得硅棒101的轴心线在重垂线方向上的位置信息,以便于后续利用对中调节机构据此进行调整。
257.所述进给驱动机构用于驱动所述硅棒上料承载结构及其所承载的硅棒沿第二方向由装载区位移动至第一加工区位或第二加工区位。
258.如图3和图10所示的实施例中,所述进给驱动机构设置于硅棒上料承载机构的下方,包括:进给导杆751和进给驱动单元753,其中,进给导杆751沿第二方向布设,用于设置所述硅棒上料承载结构,如图10所示,进给导杆751沿第二方向跨设于机座且贯穿安装结构720,使得安装结构720及其上的硅棒上料结构均设于进给导轨751上。所述进给驱动单元用于驱动所述硅棒上料承载结构沿着所述进给导杆作横向移动,在一种实现方式中,如图10所示的实施例,所述进给驱动单元包括:驱动电机7531以及沿第二方向设置且由驱动电机驱动的丝杆组件7533,所述驱动电机可设置于丝杆组件7533的一端,所述丝杆组件7533受控于驱动电机7531且与安装结构720螺接。如此,当使用所述进给驱动机构时,由驱动电机7531移动丝杆组件7533正向转动,继而带动与丝杆组件7533连接的硅棒上料承载结构沿着进给导杆751(沿第二方向)朝向第一加工区位(或第二加工区位)移动,或者,由驱动电机7531移动丝杆组件7533反向转动,继而带动与丝杆组件7533连接的硅棒上料承载结构沿着进给导杆751(沿第二方向)朝向第二加工区位(或第一加工区位)移动,从而将硅棒上料承载结构所承载的硅棒101移送至第一加工区位或第二加工区位上。
259.在实际应用中,当使用前述的硅棒移送装置时,具体操作流程可大致包括:硅棒上料承载结构位于装载区位的初始位置处,将待上料的硅棒至于硅棒上料承载结构的第一装载部件和第二装载部件上;利用第一居中调节机构,驱动第一装载部件和第二装载部件沿着第二方向相向移动,使得硅棒的轴心线与硅棒上料承载结构中沿第二方向上的中心线对齐;利用进给驱动机构驱动硅棒上料承载结构及其所承载的硅棒沿着第二方向移动至第二居中调节机构处;利用第二居中调节机构,调节硅棒在第一方向上的位置,使得硅棒位于硅棒上料承载结构在第一方向上的居中区域,另外,利用高度检测仪对硅棒进行多点检测,得到硅棒的轴心线在重垂线方向上的位置信息;利用进给驱动机构驱动硅棒上料承载结构及其所承载的硅棒沿着第二方向移动以回退至初始位置处;根据硅棒的轴心线在重垂线方向上的位置信息和所要移动的第一加工区位处第一硅棒夹具的夹持中心线或第二加工区位处第二硅棒夹具的夹持中心线在重垂线方向上的位置信息,确定两者的差值,利用垂向升降机构驱动硅棒上料承载结构及其所承载的硅棒沿重垂线方向执行升降动作,使得硅棒的轴心线第一加工区位处第一硅棒夹具的夹持中心线或第二加工区位处第二硅棒夹具的夹持中心线在重垂线方向上对齐;利用进给驱动机构驱动硅棒上料承载结构及其所承载的硅棒沿着第二方向移动至第一加工区位或第二加工区位,以令第一加工区位处第一硅棒夹具或第二加工区位处第二硅棒夹具夹持所述硅棒。
260.在此,本技术公开的硅棒移送装置,包括硅棒上料承载结构、对中调节机构、以及进给驱动机构,能在将待上料的硅棒由装载区移送至至少一硅棒加工设备对应的至少一加工区位的装载工作中实现硅棒的对中操作,使得硅棒的轴心线与相应至少一硅棒加工设备的中心线在同一直线上,以本技术前述实施例中的硅棒研磨机为例,本技术公开的硅棒移送装置,能在将待上料的硅棒由装载区移送至第一加工区位或第二加工区位,使得硅棒的轴心线与第一硅棒夹具的夹持中心线或第二硅棒夹具的夹持中心线在同一直线上,以利于后续的硅棒加工作业,相对于相关技术,具有结构简单、操作便利、对中准确且高效等优点。
261.本技术公开的硅棒移送装置,仍可作其他变化,例如在某些实施例中,所述硅棒移
送装置还可包括硅棒下料承载结构,用于承载待下料的硅棒。所述硅棒下料承载结构包括卸载部件,所述卸载部件设于所述承载底座上或所述第一装载部件和所述第二装载部件中的其中一者。在如图6所示的实施例中,所述卸载部件76用于承载硅棒101的承载部分大致为板状结构,在所述板状结构上可设置有枕条,为保护承载的硅棒101,所述枕条可由柔性材料制作而成,所述柔性材料可例如为橡胶、亚力克、塑料等。
262.在如图6所示的实施例中,卸载部件76的数量为一个,固定设于硅棒上料承载结构的第一装载部件711或第二装载部件713上,如此,一方面,利用硅棒移送装置进行硅棒上料时,是将未固定有卸载部件76的那一个装载部件(若卸载部件76固定在第一装载部件711上,那即是将第二装载部件713对应于要上料的第一加工区位或第二加工区位;若卸载部件76固定在第二装载部件713上,那即是将第一装载部件711对应于要上料的第一加工区位或第二加工区位)对应于要上料的第一加工区位或第二加工区位,以避免卸载部件76对第一加工区位上的第一硅棒夹具或第二加工区位上的第二硅棒夹具造成干扰。另一方面,利用硅棒移送装置进行硅棒下料时,是将固定有卸载部件76那一个装载部件(若卸载部件76固定在第一装载部件711上,那即是将第一装载部件711对应于要上料的第一加工区位或第二加工区位;若卸载部件76固定在第二装载部件713上,那即是将第二装载部件713对应于要上料的第一加工区位或第二加工区位)对应于要下料的第一加工区位或第二加工区位。
263.有鉴于此,在卸载部件76为一个且固定设于硅棒上料承载结构的第一装载部件711或第二装载部件713上时,所述硅棒移送装置还包括换向机构,用于驱动所述硅棒上料承载结构和所述硅棒下料承载结构互换位置。在如图3所示的实施例中,所述换向机构包括设于重垂线方向的换向转轴,驱动所述换向转轴转动预设角度(所述预设角度例如为180
°
)以使得所述硅棒上料承载结构和所述硅棒下料承载结构互换位置。在一种实现方式中,所述换向机构还包括用于驱动换向转轴转动的换向驱动单元,所述换向驱动单元包括:主动齿轮,轴接于驱动源;以及从动齿轮,啮合于所述主动齿轮且连接于所述换向转轴。
264.本技术硅棒研磨机还包括粗磨装置、精磨装置、以及换位机构,其中,所述粗磨装置和所述精磨装置均设于所述换位机构上,通过所述换位机构可驱动粗磨装置和精磨装置在第一加工区位和第二加工区位之间转换位置。在本技术的一实施例中,在某种状态下,所述粗磨装置位于第一区位以用于对所述第一区位处的硅棒进行粗磨作业,此时,所述精磨装置位于第二区位以用于对所述第二区位处的硅棒进行精磨作业;利用所述换位机构驱动粗磨装置和精磨装置转换位置,使得所述粗磨装置由原先的第一区位转换至第二区位以用于对所述第二区位处的硅棒进行粗磨作业以及所述精磨装置由原先的第二区位转换至第一区位以用于对所述第一区位处的硅棒进行精磨作业。或者,在某种状态下,所述粗磨装置位于第二区位以用于对所述第二区位处的硅棒进行粗磨作业,此时,所述精磨装置位于第一区位以用于对所述第一区位处的硅棒进行精磨作业;利用所述换位机构驱动粗磨装置和精磨装置转换位置,使得所述粗磨装置由原先的第二区位转换至第一区位以用于对所述第一区位处的硅棒进行粗磨作业以及所述精磨装置由原先的第一区位转换至第二区位以用于对所述第二区位处的硅棒进行精磨作业。
265.在如图3所示的实施例中,所述换位机构包括换位转轴,如此,驱动换位转轴转动预设角度,可使得粗磨装置4和精磨装置5在第一加工区位和第二加工区位之间转换位置。在某些实施例中,换位转轴设于重垂线方向,所述第一加工区位与第二加工区位设于换位
转轴沿第二方向的相对两侧,粗磨装置4和精磨装置5分别设置于换位转轴相对两侧,在如图2所示的实施例中,粗磨装置4和精磨装置5以背靠背的方式设置于换位转轴的相对两侧,即,粗磨装置4和精磨装置5可相差180
°
,如此,驱动换位转轴转动预设角度180
°
之后,可使得粗磨装置4和精磨装置5在第一加工区位和第二加工区位之间转换位置。
266.如前所述,换位转轴受控后转动预设角度以使得粗磨装置4和精磨装置5在第一加工区位和第二加工区位之间转换位置。因此,所述换机机构还包括用于驱动所述换位转轴转动的换位驱动单元。在某些实施例中,所述换位驱动单元可包括:主动齿轮、驱动源、以及从动齿轮,其中,所述主动齿轮轴接于所述驱动源,所述从动齿轮啮合于所述主动齿轮且连接于所述换位转轴。
267.在实际应用中,利用所述驱动源驱动所述主动齿轮正向转动,通过主动齿轮与所述从动齿轨的啮合,驱动所述从动齿轮及其关联的换位转轴以第一旋向转动预设角度,使得粗磨装置4和精磨装置5在第一加工区位和第二加工区位之间转换位置,后续,可利用所述驱动源驱动所述主动齿轮反向转动,通过主动齿轮与所述从动齿轨的啮合,驱动所述从动齿轮及其关联的换位转轴以第二旋向转动预设角度,使得粗磨装置4和精磨装置5在第一加工区位和第二加工区位之间转换位置。以粗磨装置4和精磨装置5以相差180
°
设置于换位转轴的相对两侧为例,假设,在初始状态下,粗磨装置4位于第一加工区位且精磨装置5位于第二加工区位,利用所述驱动源驱动所述主动齿轮逆时针转动,通过主动齿轮与所述从动齿轨的啮合,驱动所述从动齿轮及其关联的换位转轴以顺时针转动180
°
,使得粗磨装置4由第一加工区位转换至第二加工区位且所述精磨装置5由第二加工区位转换至第一加工区位,后续,利用所述驱动源驱动所述主动齿轮顺时针转动,通过主动齿轮与所述从动齿轨的啮合,驱动所述从动齿轮及其关联的换位转轴以逆时针转动180
°
(或者,利用所述驱动源驱动所述主动齿轮逆时针转动,通过主动齿轮与所述从动齿轨的啮合,驱动所述从动齿轮及其关联的换位转轴以顺时针转动180
°
),使得粗磨装置4由第二加工区位转换至第一加工区位且所述精磨装置5由第一加工区位转换至第二加工区位。
268.所述粗磨装置用于对所述硅棒加工平台的第一加工区位或第二加工区位上的硅棒进行粗磨作业。在如图3所示的实施例中,粗磨装置4包括至少一对粗磨磨具和粗磨磨具进退机构。
269.所述至少一对粗磨磨具设置于换位机构6中换位转轴的一侧,具体地,所述至少一对粗磨磨具以沿重垂线方向对向设置于换位转轴的第一安装侧,如此,所述至少一对粗磨磨具的研磨面位于相对的水平面内,即,所述至少一对粗磨磨具中的两个粗磨磨具的研磨面分别位于第一水平面内和第二水平面内,其中,第一水平面和第二水平面相互平行且与重垂线相垂直。
270.关于所述粗磨磨具,在某些实现方式中,所述粗磨磨具包括粗磨砂轮和与所述粗磨砂轮连接的旋转电机。所述粗磨砂轮具有一定颗粒度与粗糙度,所述至少一对粗磨磨具中相对设置的两粗磨砂轮分别提供给被夹持硅棒对称的两个磨面,在某些实施方式中,所述粗磨砂轮为圆形并且中间为空。所述粗磨砂轮由磨粒与结合剂固结而成,形成具有磨粒部的表面与待研磨的硅棒表面接触旋转。所述粗磨砂轮具有一定的磨粒尺寸与磨粒密度,同时粗磨砂轮中具有气孔。所述粗磨砂轮的磨料根据研磨硅棒的需要可设置为三氧化二铝、碳化硅、金刚石、立方氮化硼等硬度大于硅材料硬度的磨粒。所述旋转电机通过旋转轴
与所述粗磨砂轮连接,用于驱动所述粗磨砂轮以预定的转速旋转。
271.所述粗磨磨具进退机构用于驱动所述至少一对粗磨磨具中的至少一个粗磨磨具沿重垂线方向作升降移动,所述重垂线方向垂直于所述水平面。所述粗磨磨具进退机构控制所述至少一对粗磨磨具中至少一个粗磨磨具沿重垂线方向作升降移动,以实现调整至少一对粗磨磨具中的两个粗磨磨具之间在重垂线方向上的相对距离,进而控制在磨削过程中的进给量也即决定了磨削量。另外,在所述第一硅棒夹具和/或第二硅棒夹具夹持硅棒并带动所夹持的硅棒沿第一方向移动时,所述至少一对粗磨磨具在粗磨磨具进退机构的控制下沿重垂线方向作升降移动以形成硅棒安全移动的路径,即在移动过程中所述第一硅棒夹具和/或第二硅棒夹具及其所夹持的硅棒与所述粗磨磨具间不发生碰撞。
272.在某些实现方式中,对每一对粗磨磨具配置有粗磨磨具进退机构,所述粗磨磨具进退机构包括进退导轨和进退驱动单元(图中未予以显示),其中,所述进退导轨沿重垂线方向设置,设于所述换位转轴的第一安装侧,所述粗磨磨具的底部设置有与所述进退导轨配合的重垂线方向的导槽结构或导块结构,所述进退驱动单元更可例如包括滚珠丝杆和驱动电机,所述滚珠丝杆沿所述进退导轨设置,所述滚珠丝杆与相应的粗磨磨具关联并与所述驱动电机轴接。
273.在本技术的一实施例中,所述至少一对粗磨磨具中的一个粗磨磨具配置有滚珠丝杆和驱动电机,所述滚珠丝杆沿重垂线方向设置且与所述一粗磨磨具相关联,利用驱动电机驱动滚珠丝杆使得与所述滚珠丝杆相关联的那一个粗磨磨具沿着所述进退导轨朝向相对设置的另一个粗磨磨具移动以减小两个粗磨磨具之间的研磨间距(或调整研磨的进给量)或背向相对设置的另一个粗磨磨具移动以增大两个粗磨磨具之间的研磨间距。
274.在本技术的一实施例中,所述至少一对粗磨磨具中的每一个粗磨磨具配置有滚珠丝杆和驱动电机,对于每一个粗磨磨具而言,所述滚珠丝杆所述滚珠丝杆沿重垂线方向设置且与所述粗磨磨具相关联,利用驱动电机驱动滚珠丝杆使得与所述滚珠丝杆相关联的那一个粗磨磨具沿着所述进退导轨朝向相对设置的另一个粗磨磨具移动以减小两个粗磨磨具之间的研磨间距(或调整研磨的进给量)或背向相对设置的另一个粗磨磨具移动以增大两个粗磨磨具之间的研磨间距。
275.在本技术的一实施例中,所述至少一对粗磨磨具中的两个粗磨磨具共用滚珠丝杆和驱动电机,所述滚珠丝杆可例如为双向丝杆,所述双向丝杆沿重垂线方向设置,所述双向丝杆的杆身上布设有旋向相反的两段螺纹,这两段螺纹分别与两个粗磨磨具关联,所述驱动电机与所述双向丝杆关联,利用驱动电机驱动所述双向丝杆转动,使得与所述双向丝杆相关联的两个粗磨磨具基于一定的协同关系沿着所述进退导轨作相向移动或相背移动。例如,驱动电机驱动双向丝杆正向转动,则驱动所关联的两个粗磨磨具沿着第一方向相向移动(即,相互靠近),减小两个粗磨磨具之间的研磨间距(或调整研磨的进给量),或者,所述驱动电机驱动所述丝杆反向转动,则驱动所关联的两个粗磨磨具沿着第一方向相背移动(即,相互远离),增大两个粗磨磨具之间的研磨间距。
276.在本技术的一实施例中,所述粗磨装置4还可包括冷却装置,以对所述至少一对粗磨磨具降温,降低磨削过程中硅棒表面层损伤,提高粗磨砂轮的磨削效率与使用寿命。在本实施例的一实现方式中,所述冷却装置包括冷却水管、导流槽和导流孔。在某些实施方式中,所述粗磨砂轮圆周外沿设置有用于放置冷却水进入粗磨砂轮的旋转电机的防护罩。所
述冷却水管一端连接冷却水源,另一端连接至所述粗磨砂轮的防护罩表面,所述导流槽设置于防护罩上,作为所述防护罩与冷却水管的接触点,所述导流孔设置在所述冷却槽内。所述冷却装置冷却剂可为常见的冷却水,冷却水管连接冷却水源,经过冷却水管抽吸的冷却水至粗磨砂轮表面的导流槽和导流孔,被引导至直达粗磨砂轮和所磨削硅棒的研磨面进行冷却,在粗磨砂轮的磨削中藉由粗磨砂轮旋转导流孔的冷却水由离心作用进入粗磨砂轮内部进行充分的冷却。
277.所述至少一对粗磨磨具与所述第一硅棒夹具或第二硅棒夹具对应,在磨削过程中,由第一硅棒夹具或第二硅棒夹具夹持硅棒并带动夹持的硅棒沿第一方向移动,以控制对硅棒的侧面与棱角进行研磨与倒角的顺序,可通过沿第一方向往复移动保证在硅棒长度方向上对其充分研磨,由相对设置的一对粗磨磨具在重垂线方向移动,以确定粗磨磨具与硅棒研磨面研磨的进给量。
278.在如3所示的实施例中,所述粗磨磨具中至少一对粗磨磨具以沿重垂线方向对向设置,所述至少一对粗磨磨具的研磨面位于相对的水平面内,其中,所述水平面与重垂线相垂直,在对硅棒进行研磨时,是通过粗磨磨具进退机构驱动所述至少一对粗磨磨具中的至少一个粗磨磨具沿重垂线方向作升降移动来调整进给量,以对硅棒沿重垂线方向的上侧面和下侧面进行研磨。不过,所述粗磨装置仍可作其他的变化,例如,在某些实施例中,所述粗磨磨具中至少一对粗磨磨具以沿第二方向对向设置,所述至少一对粗磨磨具的研磨面位于相对的重垂面内,其中,所述重垂面与第二方向相垂直,在对硅棒进行研磨时,是通过粗磨磨具进退机构驱动所述至少一对粗磨磨具中的至少一个粗磨磨具沿第二方向作移动来调整进给量,以对硅棒沿第二方向的左侧面和右侧面进行研磨。
279.所述精磨装置用于对所述硅棒加工平台的第一加工区位或第二加工区位上的硅棒进行精磨作业。在如图3所示的实施例中,精磨装置5包括至少一对精磨磨具和精磨磨具进退机构。
280.所述至少一对精磨磨具设置于换位机构6中换位转轴的一侧,具体地,所述至少一对精磨磨具以沿重垂线方向对向设置于换位转轴的第二安装侧,如此,所述至少一对精磨磨具的研磨面位于相对的水平面内,即,所述至少一对精磨磨具中的两个精磨磨具的研磨面分别位于第一水平面内和第二水平面内,其中,第一水平面和第二水平面相互平行且与重垂线相垂直;不过,所述精磨装置仍可作其他的变化,例如,在某些实施例中,所述精磨磨具中至少一对精磨磨具以沿第二方向对向设置,所述至少一对精磨磨具的研磨面位于相对的重垂面内,其中,所述重垂面与第二方向相垂直,在对硅棒进行研磨时,是通过精磨磨具进退机构驱动所述至少一对精磨磨具中的至少一个精磨磨具沿第二方向作移动来调整进给量,以对硅棒沿第二方向的左侧面和右侧面进行研磨。
281.关于所述精磨磨具,在某些实现方式中,所述精磨磨具包括精磨砂轮和与所述精磨砂轮连接的旋转电机。所述精磨砂轮具有一定颗粒度与粗糙度,所述至少一对精磨磨具中相对设置的两精磨砂轮分别提供给被夹持硅棒对称的两个磨面,在某些实施方式中,所述精磨砂轮为圆形并且中间为空。所述精磨砂轮由磨粒与结合剂固结而成,形成具有磨粒部的表面与待研磨的硅棒表面接触旋转。所述精磨砂轮具有一定的磨粒尺寸与磨粒密度,同时精磨砂轮中具有气孔。所述精磨砂轮的磨料根据研磨硅棒的需要可设置为三氧化二铝、碳化硅、金刚石、立方氮化硼等硬度大于硅材料硬度的磨粒。所述旋转电机通过旋转轴
与所述精磨砂轮连接,用于驱动所述精磨砂轮以预定的转速旋转。
282.所述精磨磨具进退机构用于驱动所述至少一对精磨磨具中的至少一个精磨磨具沿重垂线方向作升降移动,所述重垂线方向垂直于所述水平面。所述精磨磨具进退机构控制所述至少一对精磨磨具中至少一个精磨磨具沿重垂线方向作升降移动,以实现调整至少一对精磨磨具中的两个精磨磨具之间在重垂线方向上的相对距离,进而控制在磨削过程中的进给量也即决定了磨削量。另外,在所述第一硅棒夹具和/或第二硅棒夹具夹持硅棒并带动所夹持的硅棒沿第一方向移动时,所述至少一对精磨磨具在精磨磨具进退机构的控制下沿重垂线方向作升降移动以形成硅棒安全移动的路径,即在移动过程中所述第一硅棒夹具和/或第二硅棒夹具及其所夹持的硅棒与所述精磨磨具间不发生碰撞。
283.在某些实现方式中,对每一对精磨磨具配置有精磨磨具进退机构,所述精磨磨具进退机构包括进退导轨和进退驱动单元(图中未予以显示),其中,所述进退导轨沿重垂线方向设置,设于所述换位转轴的第一安装侧,所述精磨磨具的底部设置有与所述进退导轨配合的重垂线方向的导槽结构或导块结构,所述进退驱动单元更可例如包括滚珠丝杆和驱动电机,所述滚珠丝杆沿所述进退导轨设置,所述滚珠丝杆与相应的精磨磨具关联并与所述驱动电机轴接。
284.在本技术的一实施例中,所述至少一对精磨磨具中的一个精磨磨具配置有滚珠丝杆和驱动电机,所述滚珠丝杆沿重垂线方向设置且与所述一精磨磨具相关联,利用驱动电机驱动滚珠丝杆使得与所述滚珠丝杆相关联的那一个精磨磨具沿着所述进退导轨朝向相对设置的另一个精磨磨具移动以减小两个精磨磨具之间的研磨间距(或调整研磨的进给量)或背向相对设置的另一个精磨磨具移动以增大两个精磨磨具之间的研磨间距。
285.在本技术的一实施例中,所述至少一对精磨磨具中的每一个精磨磨具配置有滚珠丝杆和驱动电机,对于每一个精磨磨具而言,所述滚珠丝杆所述滚珠丝杆沿重垂线方向设置且与所述精磨磨具相关联,利用驱动电机驱动滚珠丝杆使得与所述滚珠丝杆相关联的那一个精磨磨具沿着所述进退导轨朝向相对设置的另一个精磨磨具移动以减小两个精磨磨具之间的研磨间距(或调整研磨的进给量)或背向相对设置的另一个精磨磨具移动以增大两个精磨磨具之间的研磨间距。
286.在本技术的一实施例中,所述至少一对精磨磨具中的两个精磨磨具共用滚珠丝杆和驱动电机,所述滚珠丝杆可例如为双向丝杆,所述双向丝杆沿重垂线方向设置,所述双向丝杆的杆身上布设有旋向相反的两段螺纹,这两段螺纹分别与两个精磨磨具关联,所述驱动电机与所述双向丝杆关联,利用驱动电机驱动所述双向丝杆转动,使得与所述双向丝杆相关联的两个精磨磨具基于一定的协同关系沿着所述进退导轨作相向移动或相背移动。例如,驱动电机驱动双向丝杆正向转动,则驱动所关联的两个精磨磨具沿着第一方向相向移动(即,相互靠近),减小两个精磨磨具之间的研磨间距(或调整研磨的进给量),或者,所述驱动电机驱动所述丝杆反向转动,则驱动所关联的两个精磨磨具沿着第一方向相背移动(即,相互远离),增大两个精磨磨具之间的研磨间距。
287.在本技术的一实施例中,所述精磨装置5还可包括冷却装置,以对所述至少一对精磨磨具降温,降低磨削过程中硅棒表面层损伤,提高精磨砂轮的磨削效率与使用寿命。在本实施例的一实现方式中,所述冷却装置包括冷却水管、导流槽和导流孔。在某些实施方式中,所述精磨砂轮圆周外沿设置有用于放置冷却水进入精磨砂轮的旋转电机的防护罩。所
述冷却水管一端连接冷却水源,另一端连接至所述精磨砂轮的防护罩表面,所述导流槽设置于防护罩上,作为所述防护罩与冷却水管的接触点,所述导流孔设置在所述冷却槽内。所述冷却装置冷却剂可为常见的冷却水,冷却水管连接冷却水源,经过冷却水管抽吸的冷却水至精磨砂轮表面的导流槽和导流孔,被引导至直达精磨砂轮和所磨削硅棒的研磨面进行冷却,在精磨砂轮的磨削中藉由精磨砂轮旋转导流孔的冷却水由离心作用进入精磨砂轮内部进行充分的冷却。
288.所述至少一对精磨磨具与所述第一硅棒夹具或第二硅棒夹具对应,在磨削过程中,由第一硅棒夹具或第二硅棒夹具夹持硅棒并带动夹持的硅棒沿第一方向移动,以控制对硅棒的侧面与棱角进行研磨与倒角的顺序,可通过沿第一方向往复移动保证在硅棒长度方向上对其充分研磨,由相对设置的一对精磨磨具在重垂线方向移动,以确定精磨磨具与硅棒研磨面研磨的进给量。
289.在本技术的一实施例中,所述第一硅棒夹具和第二硅棒夹具中至少一者上还配置有研磨修复装置,用于修磨对应的研磨磨具,即,修磨对应的粗磨装置中的粗磨磨具、修磨对应的精磨装置中的精磨磨具、或者修磨对应的粗磨装置中的粗磨磨具和精磨装置中的精磨磨具。利用所述研磨修复装置,通过对研磨磨具进行研磨修复,可确保所述研磨磨具用于进行硅棒研磨后可达到所需的精度。
290.在一种实现方式中,所述研磨修复装置包括安装主体和至少一修磨部,所述安装主体可设于第一硅棒夹具或第二硅棒夹具上,所述至少一修磨部设于所述安装主体上,用于修磨对应的所述至少一研磨磨具。例如,在所述安装主体的相对两侧分别设有一修磨部。以利用所述研磨修复装置对精磨装置中的精磨磨具进行修磨为例,所述精磨装置包括一对精磨磨具,令相对设置的一对精磨磨具移动至修磨部外侧,驱动硅棒夹具(第一硅棒夹具或第二硅棒夹具)沿着第一方向移动以使得安装主体两侧的两个修磨部沿第一方向作往复运动,在此状态下,可令所述精磨装置中的一对精磨磨具相向靠近(例如沿着重垂线方向或第二方向移动)修磨部至接触修磨部表面以实现研磨。
291.所述修磨部可例如为油石。在此,所述油石例如为金刚石油石、碳化硼油石、精磨油石、普通油石等。所述油石可借助于油石表面的粒度实现对所接触的研磨磨具表面的修整。在修磨过程中,油石表面接触研磨磨具,将研磨磨具的表面修整为均匀的颗粒度以及提高磨具平面的平整度、垂直度。
292.本技术公开的硅棒研磨机,包括机座、第一硅棒夹具、第二硅棒夹具、粗磨装置、以及精磨装置,其中,所述机座具有硅棒加工平台,所述硅棒加工平台上设有第一加工区位和第二加工区位,所述第一硅棒夹具和第二硅棒夹具分别对应于第一加工区位和第二加工区位,所述粗磨装置具有相对设置的至少一对粗磨磨具,所述精磨装置具有相对设置的至少一对精磨磨具,所述粗磨装置和精磨装置共同设于一换位机构上,利用所述换位机构可驱动粗磨装置和精磨装置在第一加工区位和第二加工区位之间转换位置,通过协调控制第一硅棒夹具、第二硅棒夹具与粗磨装置、精磨装置,使得在同一时刻所述硅棒研磨机中的粗磨装置和精磨装置均处于工作状态,且通过控制换位机构以驱动粗磨装置和精磨装置在第一加工区位和第二加工区位之间转换位置,使得位于第一加工区位或第二加工区位的第一硅棒夹具或第二硅棒夹具所夹持的硅棒在对应的加工区位上即可完成粗磨作业和精磨作业,无需对硅棒转换加工区位,可提高硅棒研磨效率和缩短研磨作业耗时,及提升经济效率。
293.本技术另公开了一种硅棒研磨方法,所述硅棒研磨方法可应用于前述的硅棒研磨机中,所述硅棒研磨机包括具有硅棒加工平台的机座,所述硅棒加工平台设有第一加工区位和第二加工区位;所述硅棒研磨机还包括第一硅棒夹具、第二硅棒夹具、粗磨装置、以及精磨装置。
294.所述硅棒移送装置设于硅棒加工平台的装载区位,用于将待上料的硅棒移动至第一加工区位或第二加工区位上。
295.所述第一硅棒夹具设于第一加工区位,用于夹持硅棒并带动所夹持的硅棒沿第一方向移动。所述第二硅棒夹具,设于所述第二加工区位,用于夹持硅棒并带动所夹持的硅棒沿第一方向移动。
296.所述粗磨装置和精磨装置设于一换位机构上,所述换位机构用于驱动粗磨装置和精磨装置在第一加工区位和第二加工区位之间转换位置。
297.所述粗磨装置包括至少一对粗磨磨具,可同时对硅棒相对的两侧进行研磨。所述精磨装置包括至少一对精磨磨具,可同时对硅棒相对的两侧进行研磨。在某些实现方式中,所述粗磨装置的一对粗磨磨具中至少一个磨具具有在重垂线方向(或第二方向)移动的自由度,所述精磨磨具的一对精磨磨具中至少一个精磨磨具具有在重垂线方向(或第二方向)移动的自由度。对被第一硅棒夹具或第二硅棒夹具夹持的硅棒,所述粗磨装置可沿重垂线方向(或第二方向)移动至所述硅棒的两侧面以进行粗磨作业,并在粗磨作业中控制对所研磨的硅棒的磨削量;对被第一硅棒夹具或第二硅棒夹具夹持的硅棒,所述精磨装置可沿重垂线方向(或第二方向)移动至所述硅棒的两侧面以进行精磨作业,并在精磨作业中控制对所研磨的硅棒的磨削量。
298.所述第一方向与第二方向相互垂直,在本技术提供的实施例中,所述第一方向即沿着所述机座的长度方向,所述第二方向为机座的宽度方向。
299.在某些实施例中,所述硅棒研磨方法可应用的硅棒研磨机包括如图3至图11所示的实施例中的任一实施例的硅棒研磨机。
300.本技术一实施例中的硅棒研磨方法包括以下步骤:
301.请参阅图3至图11,显示为本技术硅棒研磨机在执行硅棒研磨方法的各个步骤中的状态示意图。
302.在初始状态下,硅棒上料承载结构位于装载区位的初始位置处,第一硅棒夹具2设于第一加工区位,第二硅棒夹具3设于第二加工区位,粗磨装置4和精磨装置5设于换位机构6的相对两侧,其中,粗磨装置4对应于第一加工区位,精磨装置5对应于第二加工区位。
303.首先,将待上料的第一硅棒至于硅棒移送装置上。在图式所示的状态中,可采用人工方式或借助相应的机械装置将第一硅棒至于硅棒移送装置7的第一装载部件和第二装载部件上。
304.接着,利用硅棒移送装置将待上料的第一硅棒移动至第一加工区位。在图式所示的状态中,利用硅棒移送装置将待上料的第一硅棒移动至第一加工区位的具体步骤可包括:利用第一居中调节机构,驱动第一装载部件和第二装载部件沿着第二方向相向移动,使得第一硅棒的轴心线与第一硅棒上料承载结构中沿第二方向上的中心线对齐;利用进给驱动机构驱动硅棒上料承载结构及其所承载的第一硅棒沿着第二方向移动至第二居中调节机构处;利用第二居中调节机构,调节第一硅棒在第一方向上的位置,使得第一硅棒位于硅
棒上料承载结构在第一方向上的居中区域,另外,利用高度检测仪对第一硅棒进行多点检测,得到第一硅棒的轴心线在重垂线方向上的位置信息;利用进给驱动机构驱动硅棒上料承载结构及其所承载的第一硅棒沿着第二方向移动以回退至初始位置处;根据第一硅棒的轴心线在重垂线方向上的位置信息和所要移动的第一加工区位处第一硅棒夹具2的夹持中心线在重垂线方向上的位置信息,确定两者的差值,利用垂向升降机构驱动硅棒上料承载结构及其所承载的第一硅棒沿重垂线方向执行升降动作,使得第一硅棒的轴心线第一加工区位处第一硅棒夹具2的夹持中心线在重垂线方向上对齐;利用进给驱动机构驱动硅棒上料承载结构及其所承载的第一硅棒沿着第二方向移动至第一加工区位上,以令第一加工区位处第一硅棒夹具2夹持第一硅棒。
305.接着,令设于第一加工区位的第一硅棒夹具夹持装载的第一硅棒并带动所夹持的第一硅棒沿第一方向移动,令位于第一加工区位的粗磨装置对第一硅棒进行粗磨作业。在图式所示的状态中,第一硅棒夹具2夹持住装载的第一硅棒的相对两端,使得第一硅棒的轴心线平行于第一方向,之后,第一硅棒夹具2带动所夹持的第一硅棒沿着第一方向移动,令位于第一加工区位的粗磨装置4对沿着第一方向移动的第一硅棒进行粗磨作业。在本实施例中,粗磨装置4中包括至少一对粗磨磨具,所述至少一对粗磨磨具沿重垂线方向设置,所述至少一对粗磨磨具的研磨面位于相对的水平面内。
306.在对第一硅棒进行粗磨作业的过程中,所述相对设置的一对粗磨磨具在重垂线方向移动,以确定粗磨磨具与硅棒研磨面研磨的进给量,用于对第一硅棒沿重垂线方向的上侧面和下侧面进行研磨,此时,由第一硅棒夹具2带动所夹持的第一硅棒沿着第一方向移动,使得一对粗磨磨具中两个粗磨磨具的研磨面沿着第一方向从第一硅棒的前端开始研磨直至到达第一硅棒的后端,即,完成对第一硅棒相对的上侧面和下侧面的研磨;或者,所述第一硅棒夹具2带动所夹持的第一硅棒在第一方向上迂回移动,使得所述第一硅棒与粗磨装置4中的至少一对粗磨磨具的研磨面在研磨中充分覆盖第一硅棒的。
307.所述第一硅棒夹具2包括至少一对夹臂,所述夹臂设置有可旋转式夹持部,通过驱动夹持部转动可带动由所述夹臂所夹持的第一硅棒可沿第一方向的轴心线转动,即实现对所述第一硅棒不同侧面研磨的切换与倒角。
308.在利用第一硅棒夹具2带动所夹持的第一硅棒沿着第一方向移动直至使得第一硅棒完成穿过粗磨装置4,使得粗磨装置4中至少一对粗磨磨具对第一硅棒的上侧面和下侧面进行粗磨作业;之后驱动第一硅棒夹具2中的夹持部转动预设角度(例如,90
°
),带动第一硅棒夹具2所夹持的第一硅棒转动预设角度(例如,90
°
)使得第一硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),如此,即可通过粗磨装置4中的至少一对粗磨磨具继续对第一硅棒中变换后新的上侧面和下侧面进行粗磨作业,从而完成第一硅棒中各个侧面的粗磨作业。
309.其中,所述利用粗磨装置4对第一硅棒中变换后新的上侧面和下侧面进行粗磨作业,可采用多种实现方式。例如,在第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第一侧沿着第一方向移动至第一加工区位的第二侧以使得粗磨装置4中的至少一对粗磨磨具对第一硅棒的第一对侧面进行粗磨作业之后,此时,第一硅棒夹具2及其所夹持的第一硅棒已移动至第一加工区位的第二侧。在一种实现方式中,控制相对设置的一对粗磨磨具在重垂线方向移动以确定粗磨磨具与第一硅棒研磨面研磨的进给量,同时,驱动第一硅棒
夹具2中的夹持部转动预设角度(例如,90
°
),带动第一硅棒夹具2所夹持的第一硅棒转动预设角度(例如,90
°
)使得第一硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),随后,驱动第一硅棒夹具2,由第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第二侧沿着第一方向移动至第一加工区位的第一侧以使得粗磨装置4中的至少一对粗磨磨具对第一硅棒中转动后新的第二对侧面进行粗磨作业。在另一种实现方式中,控制相对设置的一对粗磨磨具在重垂线方向移动(例如回到初始位置)以增大一对粗磨磨具之间的间距;驱动第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第二侧沿着第一方向移动至第一加工区位的第一侧;驱动第一硅棒夹具2中的夹持部转动预设角度(例如,90
°
),带动第一硅棒夹具2所夹持的第一硅棒转动预设角度(例如,90
°
)使得第一硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面);控制相对设置的一对粗磨磨具在重垂线方向移动以确定粗磨磨具与第一硅棒研磨面研磨的进给量,同时,驱动第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第一侧沿着第一方向移动至第一加工区位的第二侧以使得粗磨装置4中的至少一对粗磨磨具对第一硅棒中转动后新的第二对侧面进行粗磨作业。
310.在本技术的实施例中,当粗磨装置4中的至少一对粗磨磨具对第一硅棒中的各个侧面均执行完粗磨作业之后,驱动第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第二侧沿着第一方向移动至第一加工区位的第一侧。
311.在此阶段,将第二硅棒置于硅棒移送装置,并利用硅棒移送装置将待上料的第一硅棒移动至第二加工区位。
312.利用硅棒移送装置将待上料的第一硅棒移动至第一加工区位的具体步骤可包括:利用第一居中调节机构,驱动第一装载部件和第二装载部件沿着第二方向相向移动,使得第二硅棒的轴心线与第一硅棒上料承载结构中沿第二方向上的中心线对齐;利用进给驱动机构驱动硅棒上料承载结构及其所承载的第二硅棒沿着第二方向移动至第二居中调节机构处;利用第二居中调节机构,调节第二硅棒在第一方向上的位置,使得第二硅棒位于硅棒上料承载结构在第一方向上的居中区域,另外,利用高度检测仪对第二硅棒进行多点检测,得到第二硅棒的轴心线在重垂线方向上的位置信息;利用进给驱动机构驱动硅棒上料承载结构及其所承载的第二硅棒沿着第二方向移动以回退至初始位置处;根据第二硅棒的轴心线在重垂线方向上的位置信息和所要移动的第二加工区位处第二硅棒夹具的夹持中心线在重垂线方向上的位置信息,确定两者的差值,利用垂向升降机构驱动硅棒上料承载结构及其所承载的第二硅棒沿重垂线方向执行升降动作,使得第二硅棒的轴心线第二加工区位处第二硅棒夹具3的夹持中心线在重垂线方向上对齐;利用进给驱动机构驱动硅棒上料承载结构及其所承载的第二硅棒沿着第二方向移动至第二加工区位上,以令第二加工区位处第二硅棒夹具3夹持第二硅棒。
313.接着,令换位机构驱动粗磨装置和精磨装置转换位置使得粗磨装置由第一加工区位转换至第二加工区位以及精磨装置由第二加工区位转换至第一加工区位。在图式所示的状态中,驱动换位转轴转动预设角度,可使得粗磨装置4和精磨装置5在第一加工区位和第二加工区位之间转换位置,即,粗磨装置4由原先的第一加工区位换位至第二加工区位且精磨装置5由原先的第二加工区位换位至第一加工区位。在某些实施例中,换位转轴设于重垂线方向,所述第一加工区位与第二加工区位设于换位转轴沿第二方向的相对两侧,粗磨装
置4和精磨装置5分别设置于换位转轴相对两侧,例如,粗磨装置4和精磨装置5以背靠背的方式设置于换位转轴的相对两侧,即,粗磨装置4和精磨装置5可相差180
°
,如此,驱动换位转轴转动预设角度180
°
之后,可使得粗磨装置4和精磨装置5在第一加工区位和第二加工区位之间转换位置。
314.接着,令设于第一加工区位的第一硅棒夹具带动所夹持的第一硅棒沿第一方向移动,使得位于第一加工区位的精磨装置对第一硅棒进行精磨作业;在此阶段,令设于第二加工区位的第二硅棒夹具夹持装载的第二硅棒并带动所夹持的第二硅棒沿第一方向移动,使得位于第二加工区位的粗磨装置对第二硅棒进行粗磨作业。在图式所示的状态中,针对第一加工区位,第一硅棒夹具2带动所夹持的第一硅棒沿着第一方向移动,令位于第一加工区位的精磨装置5对沿着第一方向移动的第一硅棒进行精磨作业;针对第二加工区位,第二硅棒夹具3夹持住装载的第二硅棒的相对两端,使得第二硅棒的轴心线平行于第一方向,之后,第二硅棒夹具3带动所夹持的第二硅棒沿着第一方向移动,令位于第二加工区位的粗磨装置4对沿着第一方向移动的第二硅棒进行粗磨作业。在本实施例中,精磨装置5中包括至少一对精磨磨具,所述至少一对精磨磨具沿重垂线方向设置,所述至少一对精磨磨具的研磨面位于相对的水平面内。
315.在对第一硅棒进行精磨作业的过程中,所述相对设置的一对精磨磨具在重垂线方向移动,以确定精磨磨具与硅棒研磨面研磨的进给量,用于对第一硅棒沿重垂线方向的上侧面和下侧面进行研磨,此时,由第一硅棒夹具2带动所夹持的第一硅棒沿着第一方向移动,使得一对精磨磨具中两个精磨磨具的研磨面沿着第一方向从第一硅棒的前端开始研磨直至到达第一硅棒的后端,即,完成对第一硅棒相对的上侧面和下侧面的研磨;或者,所述第一硅棒夹具2带动所夹持的第一硅棒在第一方向上迂回移动,使得所述第一硅棒与精磨装置5中的至少一对精磨磨具的研磨面在研磨中充分覆盖第一硅棒的。
316.所述第一硅棒夹具2包括至少一对夹臂,所述夹臂设置有可旋转式夹持部,通过驱动夹持部转动可带动由所述夹臂所夹持的第一硅棒可沿第一方向的轴心线转动,即实现对所述第一硅棒不同侧面研磨的切换与倒角。
317.在利用第一硅棒夹具2带动所夹持的第一硅棒沿着第一方向移动直至使得第一硅棒完成穿过精磨装置5,使得精磨装置5中至少一对精磨磨具对第一硅棒的上侧面和下侧面进行精磨作业;之后驱动第一硅棒夹具2中的夹持部转动预设角度(例如,90
°
),带动第一硅棒夹具2所夹持的第一硅棒转动预设角度(例如,90
°
)使得第一硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),如此,即可通过精磨装置5中的至少一对精磨磨具继续对第一硅棒中变换后新的上侧面和下侧面进行精磨作业,从而完成第一硅棒中各个侧面的精磨作业。
318.其中,所述利用精磨装置5对第一硅棒中变换后新的上侧面和下侧面进行精磨作业,可采用多种实现方式。例如,在第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第一侧沿着第一方向移动至第一加工区位的第二侧以使得精磨装置5中的至少一对精磨磨具对第一硅棒的第一对侧面进行精磨作业之后,此时,第一硅棒夹具2及其所夹持的第一硅棒已移动至第一加工区位的第二侧。在一种实现方式中,控制相对设置的一对精磨磨具在重垂线方向移动以确定精磨磨具与第一硅棒研磨面研磨的进给量,同时,驱动第一硅棒夹具2中的夹持部转动预设角度(例如,90
°
),带动第一硅棒夹具2所夹持的第一硅棒转动预
设角度(例如,90
°
)使得第一硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),随后,驱动第一硅棒夹具2,由第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第二侧沿着第一方向移动至第一加工区位的第一侧以使得精磨装置5中的至少一对精磨磨具对第一硅棒中转动后新的第二对侧面进行精磨作业。在另一种实现方式中,控制相对设置的一对精磨磨具在重垂线方向移动(例如回到初始位置)以增大一对精磨磨具之间的间距;驱动第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第二侧沿着第一方向移动至第一加工区位的第一侧;驱动第一硅棒夹具2中的夹持部转动预设角度(例如,90
°
),带动第一硅棒夹具2所夹持的第一硅棒转动预设角度(例如,90
°
)使得第一硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面);控制相对设置的一对精磨磨具在重垂线方向移动以确定精磨磨具与第一硅棒研磨面研磨的进给量,同时,驱动第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第一侧沿着第一方向移动至第一加工区位的第二侧以使得精磨装置5中的至少一对精磨磨具对第一硅棒中转动后新的第二对侧面进行精磨作业。
319.在本技术的实施例中,当精磨装置5中的至少一对精磨磨具对第一硅棒中的各个侧面均执行完精磨作业之后,驱动第一硅棒夹具2带动所夹持的第一硅棒由第一加工区位的第二侧沿着第一方向移动至第一加工区位的第一侧。
320.在对第二硅棒进行粗磨作业的过程中,所述相对设置的一对粗磨磨具在重垂线方向移动,以确定粗磨磨具与硅棒研磨面研磨的进给量,用于对第二硅棒沿重垂线方向的上侧面和下侧面进行研磨,此时,由第二硅棒夹具3带动所夹持的第二硅棒沿着第一方向移动,使得一对粗磨磨具中两个粗磨磨具的研磨面沿着第一方向从第二硅棒的前端开始研磨直至到达第二硅棒的后端,即,完成对第二硅棒相对的上侧面和下侧面的研磨;或者,所述第二硅棒夹具3带动所夹持的第二硅棒在第一方向上迂回移动,使得所述第二硅棒与粗磨装置4中的至少一对粗磨磨具的研磨面在研磨中充分覆盖第二硅棒的。
321.所述第二硅棒夹具3包括至少一对夹臂,所述夹臂设置有可旋转式夹持部,通过驱动夹持部转动可带动由所述夹臂所夹持的第二硅棒可沿第一方向的轴心线转动,即实现对所述第二硅棒不同侧面研磨的切换与倒角。
322.在利用第二硅棒夹具3带动所夹持的第二硅棒沿着第一方向移动直至使得第二硅棒完成穿过粗磨装置4,使得粗磨装置4中至少一对粗磨磨具对第二硅棒的上侧面和下侧面进行粗磨作业;之后驱动第二硅棒夹具3中的夹持部转动预设角度(例如,90
°
),带动第二硅棒夹具3所夹持的第二硅棒转动预设角度(例如,90
°
)使得第二硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),如此,即可通过粗磨装置4中的至少一对粗磨磨具继续对第二硅棒中变换后新的上侧面和下侧面进行粗磨作业,从而完成第二硅棒中各个侧面的粗磨作业。
323.其中,所述利用粗磨装置4对第二硅棒中变换后新的上侧面和下侧面进行粗磨作业,可采用多种实现方式。例如,在第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第一侧沿着第一方向移动至第二加工区位的第二侧以使得粗磨装置4中的至少一对粗磨磨具对第二硅棒的第一对侧面进行粗磨作业之后,此时,第二硅棒夹具3及其所夹持的第二硅棒已移动至第二加工区位的第二侧。在一种实现方式中,控制相对设置的一对粗磨磨具在重垂线方向移动以确定粗磨磨具与第二硅棒研磨面研磨的进给量,同时,驱动第二硅棒
夹具3中的夹持部转动预设角度(例如,90
°
),带动第二硅棒夹具3所夹持的第二硅棒转动预设角度(例如,90
°
)使得第二硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),随后,驱动第二硅棒夹具3,由第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第二侧沿着第一方向移动至第二加工区位的第一侧以使得粗磨装置4中的至少一对粗磨磨具对第二硅棒中转动后新的第二对侧面进行粗磨作业。在另一种实现方式中,控制相对设置的一对粗磨磨具在重垂线方向移动(例如回到初始位置)以增大一对粗磨磨具之间的间距;驱动第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第二侧沿着第一方向移动至第二加工区位的第一侧;驱动第二硅棒夹具3中的夹持部转动预设角度(例如,90
°
),带动第二硅棒夹具3所夹持的第二硅棒转动预设角度(例如,90
°
)使得第二硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面);控制相对设置的一对粗磨磨具在重垂线方向移动以确定粗磨磨具与第二硅棒研磨面研磨的进给量,同时,驱动第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第一侧沿着第一方向移动至第二加工区位的第二侧以使得粗磨装置4中的至少一对粗磨磨具对第二硅棒中转动后新的第二对侧面进行粗磨作业。
324.在本技术的实施例中,当粗磨装置4中的至少一对粗磨磨具对第二硅棒中的各个侧面均执行完粗磨作业之后,驱动第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第二侧沿着第一方向移动至第二加工区位的第一侧。
325.接着,将第一硅棒卸载并装载第三硅棒;令换位机构驱动粗磨装置和精磨装置转换位置使得粗磨装置由第二加工区位转换至第一加工区位以及精磨装置由第一加工区位转换至第二加工区位。
326.在图式所示的状态中,利用硅棒移送装置7将完成研磨作业的第一硅棒从第一加工区位卸载并装载上新的第三硅棒。
327.利用硅棒移送装置7将完成研磨作业的第一硅棒从第一加工区位卸载并装载上新的第三硅棒的具体步骤可包括:将硅棒移送装置7中的卸载部件76对应于第一加工区位,驱动硅棒移送装置7沿第二方向移动至第一加工区位,由硅棒移送装置中的卸载部件76承载待下料的第一硅棒,驱动硅棒移送装置7沿第二方向回退至初始位置,卸载第一硅棒并将待上料的第三硅棒置于硅棒移送装置7的第一装载部件711和第二装载部件713上;利用硅棒移送装置7的换向机构转动预设角度(所述预设角度例如为180
°
),使得所述硅棒上料承载结构和所述硅棒下料承载结构互换位置;利用第一居中调节机构,驱动第一装载部件和第二装载部件沿着第二方向相向移动,使得第三硅棒的轴心线与第一硅棒上料承载结构中沿第二方向上的中心线对齐;利用进给驱动机构驱动硅棒上料承载结构及其所承载的第三硅棒沿着第二方向移动至第二居中调节机构处;利用第二居中调节机构,调节第三硅棒在第一方向上的位置,使得第三硅棒位于硅棒上料承载结构在第一方向上的居中区域,另外,利用高度检测仪对第三硅棒进行多点检测,得到第三硅棒的轴心线在重垂线方向上的位置信息;利用进给驱动机构驱动硅棒上料承载结构及其所承载的第三硅棒沿着第二方向移动以回退至初始位置处;根据第三硅棒的轴心线在重垂线方向上的位置信息和所要移动的第一加工区位处第一硅棒夹具2的夹持中心线在重垂线方向上的位置信息,确定两者的差值,利用垂向升降机构驱动硅棒上料承载结构及其所承载的第三硅棒沿重垂线方向执行升降动作,使得第三硅棒的轴心线第一加工区位处第一硅棒夹具2的夹持中心线在重垂线方向上
对齐;利用进给驱动机构驱动硅棒上料承载结构及其所承载的第三硅棒沿着第二方向移动至第一加工区位上,以令第一加工区位处第一硅棒夹具2夹持第三硅棒。
328.另外,在图式所示的状态中,驱动换位转轴转动预设角度,可使得粗磨装置4和精磨装置5在第一加工区位和第二加工区位之间转换位置,即,粗磨装置4由原先的第二加工区位换位至第一加工区位且精磨装置5由原先的第一加工区位换位至第二加工区位,即,在本技术的一实施例中,驱动换位转轴转动预设角度180
°
之后,可使得粗磨装置4和精磨装置5在第一加工区位和第二加工区位之间转换位置。
329.接着,令设于第二加工区位的第二硅棒夹具夹持装载的第二硅棒并带动所夹持的第二硅棒沿第一方向移动,使得位于第二加工区位的精磨装置对第二硅棒进行精磨作业;在此阶段,令设于第一加工区位的第一硅棒夹具带动所夹持的第三硅棒沿第一方向移动,使得位于第一加工区位的粗磨装置对第一硅棒进行粗磨作业。
330.在图式所示的状态中,针对第二加工区位,第二硅棒夹具3带动所夹持的第二硅棒沿着第一方向移动,令位于第二加工区位的精磨装置5对沿着第一方向移动的第二硅棒进行精磨作业;针对第一加工区位,第一硅棒夹具2夹持住第三硅棒的相对两端,使得第三硅棒的轴心线平行于第一方向,之后,第一硅棒夹具2带动所夹持的第三硅棒沿着第一方向移动,令位于第一加工区位的粗磨装置4对沿着第一方向移动的第三硅棒进行粗磨作业。
331.在对第二硅棒进行精磨作业的过程中,所述相对设置的一对精磨磨具在重垂线方向移动,以确定精磨磨具与硅棒研磨面研磨的进给量,用于对第二硅棒沿重垂线方向的上侧面和下侧面进行研磨,此时,由第二硅棒夹具3带动所夹持的第二硅棒沿着第一方向移动,使得一对精磨磨具中两个精磨磨具的研磨面沿着第一方向从第二硅棒的前端开始研磨直至到达第二硅棒的后端,即,完成对第二硅棒相对的上侧面和下侧面的研磨;或者,所述第二硅棒夹具3带动所夹持的第二硅棒在第一方向上迂回移动,使得所述第二硅棒与精磨装置5中的至少一对精磨磨具的研磨面在研磨中充分覆盖第二硅棒的。
332.所述第二硅棒夹具3包括至少一对夹臂,所述夹臂设置有可旋转式夹持部,通过驱动夹持部转动可带动由所述夹臂所夹持的第二硅棒可沿第一方向的轴心线转动,即实现对所述第二硅棒不同侧面研磨的切换与倒角。
333.在利用第二硅棒夹具3带动所夹持的第二硅棒沿着第一方向移动直至使得第二硅棒完成穿过精磨装置5,使得精磨装置5中至少一对精磨磨具对第二硅棒的上侧面和下侧面进行精磨作业;之后驱动第二硅棒夹具3中的夹持部转动预设角度(例如,90
°
),带动第二硅棒夹具3所夹持的第二硅棒转动预设角度(例如,90
°
)使得第二硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),如此,即可通过精磨装置5中的至少一对精磨磨具继续对第二硅棒中变换后新的上侧面和下侧面进行精磨作业,从而完成第二硅棒中各个侧面的精磨作业。
334.其中,所述利用精磨装置5对第二硅棒中变换后新的上侧面和下侧面进行精磨作业,可采用多种实现方式。例如,在第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第一侧沿着第一方向移动至第二加工区位的第二侧以使得精磨装置5中的至少一对精磨磨具对第二硅棒的第一对侧面进行精磨作业之后,此时,第二硅棒夹具3及其所夹持的第二硅棒已移动至第二加工区位的第二侧。在一种实现方式中,控制相对设置的一对精磨磨具在重垂线方向移动以确定精磨磨具与第二硅棒研磨面研磨的进给量,同时,驱动第二硅棒
夹具3中的夹持部转动预设角度(例如,90
°
),带动第二硅棒夹具3所夹持的第二硅棒转动预设角度(例如,90
°
)使得第二硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),随后,驱动第二硅棒夹具3,由第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第二侧沿着第一方向移动至第二加工区位的第一侧以使得精磨装置5中的至少一对精磨磨具对第二硅棒中转动后新的第二对侧面进行精磨作业。在另一种实现方式中,控制相对设置的一对精磨磨具在重垂线方向移动(例如回到初始位置)以增大一对精磨磨具之间的间距;驱动第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第二侧沿着第一方向移动至第二加工区位的第一侧;驱动第二硅棒夹具3中的夹持部转动预设角度(例如,90
°
),带动第二硅棒夹具3所夹持的第二硅棒转动预设角度(例如,90
°
)使得第二硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面);控制相对设置的一对精磨磨具在重垂线方向移动以确定精磨磨具与第二硅棒研磨面研磨的进给量,同时,驱动第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第一侧沿着第一方向移动至第二加工区位的第二侧以使得精磨装置5中的至少一对精磨磨具对第二硅棒中转动后新的第二对侧面进行精磨作业。
335.在本技术的实施例中,当精磨装置5中的至少一对精磨磨具对第二硅棒中的各个侧面均执行完精磨作业之后,驱动第二硅棒夹具3带动所夹持的第二硅棒由第二加工区位的第二侧沿着第一方向移动至第二加工区位的第一侧。
336.在对第三硅棒进行粗磨作业的过程中,所述相对设置的一对粗磨磨具在重垂线方向移动,以确定粗磨磨具与硅棒研磨面研磨的进给量,用于对第三硅棒沿重垂线方向的上侧面和下侧面进行研磨,此时,由第一硅棒夹具2带动所夹持的第三硅棒沿着第一方向移动,使得一对粗磨磨具中两个粗磨磨具的研磨面沿着第一方向从第三硅棒的前端开始研磨直至到达第三硅棒的后端,即,完成对第三硅棒相对的上侧面和下侧面的研磨;或者,所述第一硅棒夹具2带动所夹持的第三硅棒在第一方向上迂回移动,使得所述第三硅棒与粗磨装置4中的至少一对粗磨磨具的研磨面在研磨中充分覆盖第三硅棒的。
337.所述第一硅棒夹具2包括至少一对夹臂,所述夹臂设置有可旋转式夹持部,通过驱动夹持部转动可带动由所述夹臂所夹持的第三硅棒可沿第一方向的轴心线转动,即实现对所述第三硅棒不同侧面研磨的切换与倒角。
338.在利用第一硅棒夹具2带动所夹持的第三硅棒沿着第一方向移动直至使得第三硅棒完成穿过粗磨装置4,使得粗磨装置4中至少一对粗磨磨具对第三硅棒的上侧面和下侧面进行粗磨作业;之后驱动第一硅棒夹具2中的夹持部转动预设角度(例如,90
°
),带动第一硅棒夹具2所夹持的第三硅棒转动预设角度(例如,90
°
)使得第三硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),如此,即可通过粗磨装置4中的至少一对粗磨磨具继续对第三硅棒中变换后新的上侧面和下侧面进行粗磨作业,从而完成第三硅棒中各个侧面的粗磨作业。
339.其中,所述利用粗磨装置4对第三硅棒中变换后新的上侧面和下侧面进行粗磨作业,可采用多种实现方式。例如,在第一硅棒夹具2带动所夹持的第三硅棒由第一加工区位的第一侧沿着第一方向移动至第一加工区位的第二侧以使得粗磨装置4中的至少一对粗磨磨具对第三硅棒的第一对侧面进行粗磨作业之后,此时,第一硅棒夹具2及其所夹持的第三硅棒已移动至第一加工区位的第二侧。在一种实现方式中,控制相对设置的一对粗磨磨具
在重垂线方向移动以确定粗磨磨具与第三硅棒研磨面研磨的进给量,同时,驱动第一硅棒夹具2中的夹持部转动预设角度(例如,90
°
),带动第一硅棒夹具2所夹持的第三硅棒转动预设角度(例如,90
°
)使得第三硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面),随后,驱动第一硅棒夹具2,由第一硅棒夹具2带动所夹持的第三硅棒由第一加工区位的第二侧沿着第一方向移动至第一加工区位的第一侧以使得粗磨装置4中的至少一对粗磨磨具对第三硅棒中转动后新的第二对侧面进行粗磨作业。在另一种实现方式中,控制相对设置的一对粗磨磨具在重垂线方向移动(例如回到初始位置)以增大一对粗磨磨具之间的间距;驱动第一硅棒夹具2带动所夹持的第三硅棒由第一加工区位的第二侧沿着第一方向移动至第一加工区位的第一侧;驱动第一硅棒夹具2中的夹持部转动预设角度(例如,90
°
),带动第一硅棒夹具2所夹持的第三硅棒转动预设角度(例如,90
°
)使得第三硅棒中原先的左侧面和右侧面通过转动变换为上侧面和下侧面(或,下侧面和上侧面);控制相对设置的一对粗磨磨具在重垂线方向移动以确定粗磨磨具与第三硅棒研磨面研磨的进给量,同时,驱动第一硅棒夹具2带动所夹持的第三硅棒由第一加工区位的第一侧沿着第一方向移动至第一加工区位的第二侧以使得粗磨装置4中的至少一对粗磨磨具对第三硅棒中转动后新的第二对侧面进行粗磨作业。
340.在本技术的实施例中,当粗磨装置4中的至少一对粗磨磨具对第三硅棒中的各个侧面均执行完粗磨作业之后,驱动第一硅棒夹具2带动所夹持的第三硅棒由第一加工区位的第二侧沿着第一方向移动至第一加工区位的第一侧。
341.本技术公开的硅棒研磨方法,是应用于前述的硅棒研磨机中,所述硅棒研磨机包括具有硅棒加工平台的机座,所述硅棒加工平台设有第一加工区位和第二加工区位,所述硅棒研磨机还包括第一硅棒夹具、第二硅棒夹具、具有至少一对粗磨磨具的粗磨装置、以及具有至少一对精磨磨具的精磨装置。所述硅棒研磨方法能协调控制第一硅棒夹具、第二硅棒夹具与粗磨装置、精磨装置,使得在同一时刻所述硅棒研磨机中的粗磨装置和精磨装置均处于工作状态,且通过控制换位机构以驱动粗磨装置和精磨装置在第一加工区位和第二加工区位之间转换位置,使得位于第一加工区位或第二加工区位的第一硅棒夹具或第二硅棒夹具所夹持的硅棒在对应的加工区位上即可完成粗磨作业和精磨作业,无需对硅棒转换加工区位,可提高硅棒研磨效率和缩短研磨作业耗时,及提升经济效率。
342.上述实施例仅例示性说明本技术的原理及其功效,而非用于限制本技术。任何熟悉此技术的人士皆可在不违背本技术的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本技术所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本技术的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
