一种提高螺纹钢hrb400e屈服强度稳定性的方法
技术领域
1.本发明属于冶金技术领域,特别涉及一种提高螺纹钢hrb400e屈服强度稳定性的方法。
背景技术:
2.螺纹钢筋hrb400e是指屈服强度大于400mpa且具有抗震性能的热轧带肋螺纹钢筋,其冶炼方法通常是通过向二级钢筋hrb335中添加微合金元素并通过控轧控冷等方式冶炼而成,使其能同时具有较高的屈服强度、良好的塑性、可焊性以及比较低的韧脆转变温度。螺纹钢筋hrb400e由于价格较低,同时具有良好的力学性能和延伸率,其抗拉强度大于400mpa,成为我国现阶段工程建设中主要的建设材料,随着我国基础建设力度的不断加大每年的需求量巨大,其产品可靠性对工程建筑的安全性有着重要影响。
3.目前,由屈服强度波动所导致的螺纹钢hrb400e力学性能不稳定是其在生产和服役过程中经常面临的一个问题。由于冶炼水平、连铸坯供应等问题的影响,许多钢铁企业的连铸坯不同程度地存在着化学成分的波动、冷坯和热坯混装入炉、切分轧制及轧后冷却时各切分线冷却不均匀的现象,从而导致成品钢筋存在着较大的屈服强度波动,严重时屈服强度波动值可达100mpa,给产品的性能稳定性和服役可靠性带来了较大的影响。因此,如何优化螺纹钢hrb400e的制备工艺以获得强度稳定的成品钢筋成为目前生产所面临的关键问题。
技术实现要素:
4.本发明的目的是提供一种提高螺纹钢hrb400e屈服强度稳定性的方法,克服现有技术不足,针对螺纹钢hrb400e所存在的屈服强度波动较大,性能不稳定的现象,提供一种提高冷、热坯混装的螺纹钢hrb400e屈服强度稳定性的制备方法,解决螺纹钢hrb400e屈服强度稳定性差的问题。
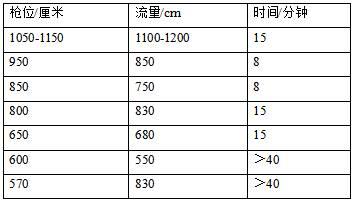
5.为实现上述目的,本发明通过以下技术方案实现:一种提高螺纹钢hrb400e屈服强度稳定性的方法,其特征在于,包括以下工艺步骤:(1)冶炼过程,铸坯成分按重量百分比控制为:c 0.23~0.25%,si 0.3~0.5%,mn1.3~1.5%,p≤0.04%,s≤0.03%,v0.025~0.035%,余量为fe及不可避免杂质;冶炼过程在rh中进行,rh冶炼步骤中增氮量≤3.2ppm;将真空室内冷钢化净;在rh冶炼前至少3h前对真空室和浸渍管进行ar保护,ar流量为900~1200nl/min;脱碳;使用低氮合金进行合金化处理,合金化过程中,低氮合金分批少量加入,每次不超过30kg;深真空循环保持时间为15~25min,循环ar流量>1600nl/min;2)精炼过程,精炼过程用顶枪实现,顶枪枪位、流量和时间的对应关系分别为:
3)连铸成连铸坯,连铸坯在结晶器下方依次经过垂直段、弧形段、矫直段和水平段,方法包括如下快速冷却和非对称性压下步骤:a.在连铸坯弯曲前实施快速冷却,其中,在所述垂直段上部实施快速冷却,使铸坯表面的冷却速率达到3-12℃/s,提高该区域的冷却强度,使铸坯表面温度快速降到690℃以下,同时,在垂直段的下端实施弱冷,使进入弧形段的铸坯表面温度回升到940℃以上;b.连铸坯非对称性大压下,其中,在铸坯的凝固末端或全凝固初期,通过连铸机的扇形段、矫直段和水平段的框架对铸坯施以4-16mm/m的非对称大压下量,和/或在铸机的凝固末端位置之前,即在矫直段或水平段凝固末端快冷区实施表面快速冷却,在凝固末端的两个或三个扇形段采用非对称性大压下,压下量为4-16mm/m,和/或独立应用于铸机出口的任一位置,在特厚板连铸机的出口或切割之后采用非对称性大压下;4)混装,将两种温度的连铸坯采用冷坯、热坯混装方式送入步进梁式加热炉,保温30~60min,使组织和成分均匀化;5)热轧过程为四切分轧制,热轧轧制成带肋钢筋,热轧开轧温度为990
±
10℃,终轧温度为1040
±
10℃;6)轧后钢筋进行穿水冷却,每条切分线上的穿水水箱均为两个,中间两条切分线穿水流量是70-100 m3/h,边部切分线穿水流量比中间切分线低30 m3/h;7)冷床冷却至室温,获得成品hrb400e螺纹钢,其中上冷床温度为920
±
10℃。
6.与现有技术相比,本发明的有益效果是:所制螺纹钢hrb400e具有良好的综合性能,其屈服强度、塑性、强屈比、超屈比均优于国标要求,尤其是屈服强度的稳定性显著提高,波动值小于40mpa,具有优异的服役安全性与可靠性。
具体实施方式
7.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
8.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
9.本发明实施例中的加热炉采用步进梁式加热炉。冶炼时通过转炉、rh真空炉、lf精炼炉,连铸成坯、混装、热轧、轧后穿水冷却、冷床冷却等步骤完成。本发明实施例热轧过程
采用高速棒材轧机轧至φ10mm的螺纹钢筋。穿水水箱由穿水器和阻水器组成,阻水器防止冷却水附在轧件上被带出水箱,穿水水量的调节由费希尔调节阀控制。穿水冷却用的冷却水的温度范围是23-26℃。
10.本发明一种提高螺纹钢hrb400e屈服强度稳定性的方法,包括以下工艺步骤:1)按hrb400e螺纹钢设定成分冶炼、精炼和浇注制成铸坯,铸坯成分按重量百分比为:c 0.24-0.25%,si 0.4-0.5%,mn 1.4-1.5%,p 0.0035-0.004%,s 0.025-0.03%,v 0.030-0.035%,余量为fe及不可避免杂质;冶炼过程在rh中进行,rh冶炼步骤中增氮量1.5-2.9ppm;将真空室内冷钢化净;在rh冶炼前至少3h前对真空室和浸渍管进行ar保护,ar流量为1000~1180nl/min;脱碳;使用低氮合金进行合金化处理,合金化过程中,低氮合金分批少量加入,每次20-28kg;深真空循环保持时间为16~24min,循环ar流量1800nl/min;2)精炼过程,精炼过程用顶枪实现,顶枪枪位、流量和时间的对应关系分别为:3)连铸成连铸坯,连铸坯在结晶器下方依次经过垂直段、弧形段、矫直段和水平段,方法包括如下快速冷却和非对称性压下步骤:a.在连铸坯弯曲前实施快速冷却,其中,在所述垂直段上部实施快速冷却,使铸坯表面的冷却速率达到5-9℃/s,提高该区域的冷却强度,使铸坯表面温度快速降到675℃以下,同时,在垂直段的下端实施弱冷,使进入弧形段的铸坯表面温度回升到960℃以上;b.连铸坯非对称性大压下,其中,在铸坯的凝固末端或全凝固初期,通过连铸机的扇形段、矫直段和水平段的框架对铸坯施以6-12mm/m的非对称大压下量,和/或在铸机的凝固末端位置之前,即在矫直段或水平段凝固末端快冷区实施表面快速冷却,在凝固末端的两个或三个扇形段采用非对称性大压下,压下量为6-13mm/m,和/或独立应用于铸机出口的任一位置,在特厚板连铸机的出口或切割之后采用非对称性大压下;4)混装,将两种温度的连铸坯采用冷坯、热坯混装方式送入步进梁式加热炉,保温45~50min,使组织和成分均匀化;冷坯的规格尺寸是165mm
×
165mm
×
12000mm,轧前预先加热至1120-1140℃,加热速率为6min/cm,冷坯来源于库房堆场,初始温度为环境温度。热坯的规格尺寸是165mm
×
165mm
×
12000mm、轧前预先加热至1090-1110℃,加热速率为10min/cm,热坯来源于连铸生产线,入炉温度为550~800℃。
11.5)热轧过程为四切分轧制,热轧轧制成带肋钢筋,热轧开轧温度为980-1000℃,终轧温度为1030-1050℃;6)轧后钢筋进行穿水冷却,每条切分线上的穿水水箱均为两个,中间两条切分线
穿水流量是60-70m3/h,边部切分线穿水流量为30-40m3/h;7)冷床冷却至室温,获得成品hrb400e螺纹钢,其中上冷床温度为925℃。
12.成品hrb400e螺纹钢屈服强度变化范围为433~468mpa,波动值为35 mpa,小于40mpa。断后伸长率不小于21%,强屈比1.40,同时超屈比10.8,具有优异的力学性能。
13.图1是工艺调整前钢坯显微组织:(a)冷坯;(b)热坯。钢厂在采取坯料混装入炉时,加热炉的均热温度为1120℃,此时冷坯和热坯的显微组织有着明显的差异,通过对比可以发现,冷坯中的珠光体组织含量明显高于热坯,热坯中的铁素体晶体比较粗大,两种钢坯中不同显微组织的形态和含量有着显著的差异。由于组织具有遗传性,这种坯料的差异会导致冷坯和热坯所轧出的成品钢筋的显微组织也具有明显的差异,也即热坯所轧出的成品钢筋同样具有铁素体晶粒粗大,珠光体组织含量较少的特点,从而导致成品钢筋出现较大的强度波动。
14.图2工艺调整前不同坯料轧出的成品钢筋显微组织:(a)冷坯;(b)热坯。可以发现,冷、热坯所轧成的钢筋组织有着明显的不同,冷坯所轧成的钢筋珠光体含量较高,组织均匀,晶粒呈等轴状,热坯所轧成的钢筋晶粒呈压扁状,铁素体含量较多。
15.图3为工艺调整后钢坯显微组织,其中(a)为冷坯;(b)为热坯。通过对比冷坯和热坯的组织特征,可以发现,两种坯料的组织差异显著缩小,珠光体含量、铁素体晶粒尺寸趋于一致。两种坯料组织特征趋于一致使得成品钢筋的组织也趋于一致,从而显著降低成品钢筋的屈服强度波动范围。
16.图4工艺调整后不同坯料轧出的成品钢筋显微组织:(a)冷坯;(b)热坯。通过对比可以发现,工艺调整后,两种坯料所制成的成品钢筋组织差异明显缩小,晶粒尺寸和形态、铁素体和珠光体含量都比较接近。
17.在工业生产过程中,对每个月份成品钢筋力学性能进行统计,计算其屈服强度波动范围,统计结果如图5所示,是不同月份屈服强度波动情况,在工艺调整前,屈服强度波动范围较大,每个月份的波动都显著大于40mpa。进行工艺调整后,屈服强度波动范围显著收窄,明显小于40mpa。说明本发明技术方案对提高hrb400e的强度稳定性有着显著的作用。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
