1.本发明属于冷轧硅钢技术领域,具体涉及一种基于全流程数据的冷轧硅钢厚度控制方法、装置。
背景技术:
2.冷轧硅钢是一种具有极高附加值的钢铁品种,主要用作各种电机、发电机、压缩机、马达和变压器的铁心,是电力、家电等行业不可或缺的原材料产品。
3.冷轧硅钢的厚度偏差(简称厚差)是一个重要质量维度。一方面,大的厚差会影响下游工序的生产效率;另一方面,叠片系数随着厚差增大而降低,叠片系数每降低1%,相当于铁损升高2%,磁感降低1%,间接影响硅钢片的磁性能。
4.由于硅钢在下游加工过程中需分条、冲片及叠片,故需要高的叠装系数。为此硅钢生产过程中对厚度精度有极其苛刻的要求。其中冷轧机工序直接决定最终的厚度精度,大多数科研工作人员和生产实践人员都集中在优化冷轧机工序的各种厚度控制方式。
5.而事实上,硅钢的全流程工艺对硅钢最终厚度都有一些影响。在炼钢阶段,成分控制和温度控制比较严格,一般不会有太多波动,在满足工艺要求的情况下无需做更进一步的分析。在轧钢工艺阶段,热轧过程的开轧温度、轧制压下规程、终轧温度、卷取温度以及常化酸洗工序的常化的温度对带钢的性能有直接的影响。并且热轧的厚度精度也影响了冷轧的厚度精度。
6.目前来说,在硅钢冷轧机生产过程中,冷轧机的厚度控制主要依靠各类厚度控制系统(automatic gauge control,简称agc)来完成,例如前馈agc,秒流量agc,监控agc,控制厚度的三种方式如下:
[0007][0008]
每一种agc控制方法,现有文献均有一些研究。
[0009]
2019年12月20日公开的专利《自适应的单机架轧机前馈厚度控制方法》(公开号为cn110586660a),提供了一种自适应的单机架轧机前馈厚度控制方法,通过前馈极大消除了入口原料对成品厚度偏差的影响,保证了带钢产品质量;通过根据带钢经过出口测厚仪时的厚度计算修正系数对辊缝调节量进行计算,自适应地对辊缝进行调节,保证了带钢到达目标厚度,降低了对塑性系数高精度的依赖性;通过合理的延时,保证压下控制系统施加辊缝到预期的带钢位置。
[0010]
2019年12月27日公开的专利《改进的单机架可逆轧机秒流量厚度控制方法》(公开号为cn110614274a),提供了一种改进的单机架可逆轧机秒流量厚度控制方法,通过秒流量
几乎能处理所有原因导致的厚度偏差,保证厚度控制的精度,且充分利用了单机架可逆轧机的仪表,尤其是利用了高精度的测厚仪,规避了测速状态精度不足对厚度控制造成的影响,保证了控制的精度。
[0011]
发表于《中南大学学报(自然科学版)》2012年第10期的论文《广义预测控制在监控agc系统中的应用》,根据广义预测控制的预测模型、滚动优化和在线反馈校正等特征,设计一种基于广义预测控制器的监控agc系统,在模型匹配时,常规smith预估器响应时间比广泛预测控制的少,稳态精度上比广义预测控制器的高;在轧件塑性系数或系统滞后时间计算不准确导致模型不匹配时,常规smith预估器出现了系统超调或振荡现象,而广义预测控制器基本不受模型参数变化的影响。
[0012]
至于根据工况选取哪种agc,尚没有明确定性数据研究。基本上由操作工根据同一批生产带钢的经验决定,且由操作工通过画面设置是否启用,某轧机的agc模式设置画面如图2所示。
[0013]
通过人工设置,有诸多缺点包括:
[0014]
人工经验不固定,不同操作人员经验不一致。
[0015]
人工根据同批同类牌号先前的经验,往往需要几卷钢试错。
[0016]
如果上游工序生产不稳定,人工无法调优。
技术实现要素:
[0017]
本发明的目的在于克服现有技术之缺陷,提供了一种基于全流程数据的冷轧硅钢厚度控制方法、装置,其无需人工干涉,在生产前就能确定最优的agc生产模式,保证了硅钢产品厚度精度,避免硅钢厚度指标上的缺陷。
[0018]
本发明的技术方案是这样实现的:本发明公开了一种基于全流程数据的冷轧硅钢厚度控制方法,包括如下步骤:
[0019]
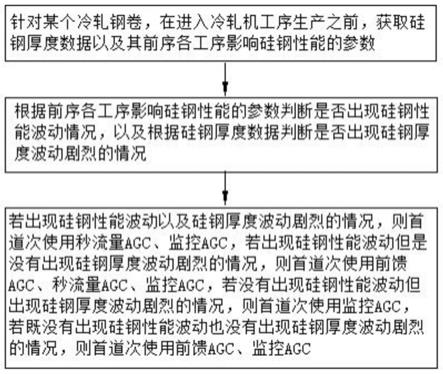
针对某个冷轧钢卷,在进入冷轧机工序生产之前,获取硅钢厚度数据以及其前序各工序影响硅钢性能的参数;
[0020]
根据前序各工序影响硅钢性能的参数判断是否出现硅钢性能波动情况,以及根据硅钢厚度数据判断是否出现硅钢厚度波动剧烈的情况;
[0021]
若出现硅钢性能波动以及硅钢厚度波动剧烈的情况,则首道次使用秒流量agc、监控agc,若出现硅钢性能波动但是没有出现硅钢厚度波动剧烈的情况,则首道次使用前馈agc、秒流量agc、监控agc,若没有出现硅钢性能波动但出现硅钢厚度波动剧烈的情况,则首道次使用监控agc,若既没有出现硅钢性能波动也没有出现硅钢厚度波动剧烈的情况,则首道次使用前馈agc、监控agc。
[0022]
进一步地,根据前序各工序影响硅钢性能的参数判断是否出现硅钢性能波动情况,具体包括:
[0023]
选择前序各工序影响硅钢性能的多个参数,并获取其沿硅钢长度方向的参数变化曲线;
[0024]
计算各个工序影响硅钢性能的参数的变异系数cv,其中,第i个工序影响硅钢性能的参数的变异系数cvi的计算公式为:cvi=标准差i/平均值i;
[0025]
计算性能波动评分:性能波动评分等于cvi的均方根,即所有cvi数据的平方的平均
数的算术平方根;
[0026]
当性能波动评分大于第一预设值时,则判定该硅钢出现性能波动的情况。
[0027]
进一步地,选择前序各工序影响硅钢性能的多个参数包括选择热轧卷取温度和常化酸洗工序的常化温度。
[0028]
进一步地,根据硅钢厚度数据判断是否出现硅钢厚度波动剧烈的情况,具体包括:
[0029]
采集该硅钢在热轧生产过程的最终厚度曲线,计算该硅钢的厚度质量评分,若该硅钢的厚度质量评分大于第二预设值,则判定该硅钢出现硅钢厚度波动剧烈的情况。
[0030]
进一步地,采集该硅钢在热轧生产过程的最终厚度曲线,计算该硅钢的厚度质量评分,具体包括:将最终厚度曲线的硅钢实际测量厚度与硅钢设定厚度相减即得到实时厚度差;
[0031]
硅钢全长方向的厚度差构成了一个数组h=(h1,h2,
…hn
);
[0032]
依次寻找关键点,包括:
[0033]
定义函数1,名称为func1,func1(hi)=h
i 1-hi;
[0034]
定义函数2,名称为func2,当|func1(hi)|《err时,则func2(hi)=0,当|func1(hi)|》=err时,则func2(hi)=func1(hi);
[0035]
定义函数3,名称为func3,func3(hi)=func2(hi)*func2(h
i 1
),当func3(hi)《0时,对应的i点为关键点;
[0036]
关键点数组为:k=(h
k1
,h
k2
,
…hkm
);
[0037]
计算相邻两个关键点的绝对斜度:j=|(h
kj 1
–hkj
)/(kj 1
–
kj)|;
[0038]
计算标准差,即为厚度质量评分:score=sqrt(((j1)2 (j2)2
…
(jm)2)/m),sqrt表示开方求根号。
[0039]
本发明还公开了一种基于全流程数据的冷轧硅钢厚度控制装置,包括:处理器和用于存储能够在处理器上运行的计算机程序的存储器,其中,所述处理器用于运行所述计算机程序时,执行如上所述的基于全流程数据的冷轧硅钢厚度控制方法的步骤。
[0040]
本发明至少具有如下有益效果:由于本发明针对某个冷轧钢卷,首道次默认使用监控agc,在进入冷轧机工序生产之前,获取其前序全流程的生产工艺和质量数据,并进行预鉴定,若发现硅钢性能波动,则首道次额外使用秒流量agc;若发现硅钢厚度波动不剧烈,则首道次额外使用前馈agc,本发明无需人工干涉,采用上述规则在生产前就能自动确定最优的agc生产模式,保证了硅钢产品厚度精度,避免硅钢厚度指标上的缺陷。
[0041]
且本发明提出了一种原料打分的方法,对原料进行量化分析,并根据原料打分结果(包括性能波动评分和厚度质量评分),自动选择更加适合的agc控制方式,目的是提高冷轧硅钢的厚度控制精度。
附图说明
[0042]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
[0043]
图1为本发明实施例提供的基于全流程数据的冷轧硅钢厚度控制方法的流程图;
[0044]
图2为传统某轧机的agc模式设置画面示意图。
具体实施方式
[0045]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0046]
由于监控agc能解决带钢整体偏差,因此一定要投入使用。前馈偏差能解决原料厚度波动带来的成品厚度偏差,但是一旦原料波动剧烈,由于液压缸响应时间及入口测厚仪与辊缝之间距离导致的时间差,这个时间稍微计算错一点点,甚至会引起厚度的反作用,比如由于硅钢厚度波动剧烈,本该给入口厚度波峰一个压下,结果作用到了相邻的波谷,会导致厚差异常增大。秒流量主要思路是根据入出口秒流量一致的原则,根据入口厚度、入口速度、出口速度能预测出口厚度,然后进行液压缸调节,原则上解决任何原因引起的厚度波动,不过其依然存在液压缸调节的滞后,且对仪表精度要求极高,因为一般慎用。
[0047]
其中,前馈agc用于消除轧机入口带钢厚度偏差,是一种开环控制。前馈agc是本领域常用的一种厚度控制方法,可以参见公开号为cn110586660a的专利《自适应的单机架轧机前馈厚度控制方法》,在此不再赘述;秒流量agc是一种反应较快的控制方式,在轧制速度较高时是消除轧机出口带钢厚度偏差的主要方式。秒流量agc也是本领域常用的一种厚度控制方法,可以参见公开号为cn110614274a的专利《改进的单机架可逆轧机秒流量厚度控制方法》,在此不再赘述;监控agc用于消除轧制速度较低时的带钢厚度偏差或者长期轧制过程造成的误差,对厚度偏差加以修正补偿。监控agc也是本领域常用的一种厚度控制方法,可以参见论文《广义预测控制在监控agc系统中的应用》,在此不再赘述。一般单机架可逆轧机轧前轧后都布置了测厚仪和测速装置,具备实施多个agc的条件。
[0048]
实施例一
[0049]
参见图1,本发明实施例公开了一种基于全流程数据的冷轧硅钢厚度控制方法,包括如下步骤:针对某个冷轧钢卷,在进入冷轧机工序生产之前,获取硅钢厚度数据以及其前序各工序影响硅钢性能的参数,根据前序各工序影响硅钢性能的参数判断是否出现硅钢性能波动情况,以及根据硅钢厚度数据判断是否出现硅钢厚度波动剧烈的情况,若出现硅钢性能波动以及硅钢厚度波动剧烈的情况,则首道次使用秒流量agc、监控agc,若出现硅钢性能波动但是没有出现硅钢厚度波动剧烈的情况,则首道次使用前馈agc、秒流量agc、监控agc,若没有出现硅钢性能波动但出现硅钢厚度波动剧烈的情况,则首道次使用监控agc,若既没有出现硅钢性能波动也没有出现硅钢厚度波动剧烈的情况,则首道次使用前馈agc、监控agc,具体如下表所示:
[0050][0051]
本发明的一种实施例为:当多个(两个或两个以上)agc组合使用时,辊缝调节量就
是各个agc调节量之和,如组合使用秒流量agc、监控agc时,辊缝调节量输出就是秒流量agc调节量与监控agc调节量之和,此时无需计算前馈agc调节量。如组合使用前馈agc、秒流量agc、监控agc时,辊缝调节量输出就是前馈agc调节量、秒流量agc调节量、监控agc调节量之和。如组合使用前馈agc、监控agc时,辊缝调节量就是前馈agc调节量与监控agc调节量之和,此时无需计算秒流量agc调节量。当然,本发明也不仅仅限于上述实施例,还可根据实际需要更换辊缝调节量的计算方法。
[0052]
进一步地,根据前序各工序影响硅钢性能的参数判断是否出现硅钢性能波动情况,具体包括:
[0053]
选择前序各工序影响硅钢性能的多个参数,并获取其沿硅钢长度方向的参数变化曲线;
[0054]
计算各个工序影响硅钢性能的参数的变异系数cv,其中,第i个工序影响硅钢性能的参数的变异系数cvi的计算公式为:cvi=标准差i/平均值i;
[0055]
计算性能波动评分:性能波动评分等于cvi的均方根,即所有cvi数据的平方的平均数的算术平方根;
[0056]
当性能波动评分大于第一预设值时,则判定该硅钢出现性能波动的情况。第一预设值根据实际情况设定。
[0057]
进一步地,其中上述影响硅钢性能的参数包括热轧过程的开轧温度、终轧温度、卷取温度以及常化酸洗工序的常化的温度,一般选择热轧卷取温度和常化酸洗工序的常化温度进行变异系数计算。
[0058]
进一步地,根据硅钢厚度数据判断是否出现硅钢厚度波动剧烈的情况,具体包括:
[0059]
采集该硅钢在热轧生产过程的最终厚度曲线,计算该硅钢的厚度质量评分,若该硅钢的厚度质量评分大于第二预设值,则判定该硅钢出现硅钢厚度波动剧烈的情况。第二预设值根据实际情况设定。
[0060]
进一步地,采集该硅钢在热轧生产过程的最终厚度曲线,计算该硅钢的厚度质量评分,具体包括:将最终厚度曲线的硅钢实际测量厚度与硅钢设定厚度相减即得到实时厚度差;
[0061]
硅钢全长方向的厚度差构成了一个数组h=(h1,h2,
…hn
);
[0062]
依次寻找关键点,包括:
[0063]
定义函数1,名称为func1,func1(hi)=h
i 1-hi;
[0064]
定义函数2,名称为func2,当|func1(hi)|《err时,则func2(hi)=0,当|func1(hi)|》=err时,则func2(hi)=func1(hi);err表示容差,单位是μm,例如取值为0.5μm。当|func1(hi)|《err时,则func2(hi)=0表示当h
i 1
与hi之差的绝对值非常小时即小于设定的容差err,则认为h
i 1
与hi相等。
[0065]
定义函数3,名称为func3,func3(hi)=func2(hi)*func2(h
i 1
),当func3(hi)《0时,对应的i点为关键点;
[0066]
关键点数组为:k=(h
k1
,h
k2
,
…hkm
);
[0067]
计算相邻两个关键点的绝对斜度:j=|(h
kj 1
–hkj
)/(kj 1
–
kj)|,j单位是μm/ms。
[0068]
计算标准差,即为厚度质量评分:
[0069]
score=sqrt(((j1)2 (j2)2
…
(jm)2)/m),sqrt表示开方求根号。
[0070]
进一步地,带钢全长方向的厚度差构成了一个原始数组a=(a1,a2,
…ap
),根据需要对数据进行处理,构成了一个新的数组h=(h1,h2,
…hn
)。
[0071]
进一步地,根据需要对数据进行处理,包括:对数据进行打薄,如本实施例每10ms选取平均数或者中位数,构成了一个新的数组b=(b1,b2,
…bq
)。
[0072]
过滤掉头尾显著异常的数据,构成一个新的数组h=(h1,h2,
…hn
)。
[0073]
本发明过滤掉头尾显著异常的数据有两种方案:
[0074]
方案一:对头尾数据中厚差的绝对值大于100μm的数据进行过滤。
[0075]
方案二:对头尾数据中对应速度(如带钢速度等,可以根据实际需要进行选择)小于指定速度的数据进行过滤。
[0076]
实施例二
[0077]
本发明实施例公开了一种基于全流程数据的冷轧硅钢厚度控制装置,包括:处理器和用于存储能够在处理器上运行的计算机程序的存储器,其中,所述处理器用于运行所述计算机程序时,执行如上所述的基于全流程数据的冷轧硅钢厚度控制方法的步骤。
[0078]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。