1.本发明涉及金属加工技术领域,尤其涉及一种商用车排气管用超纯铁素体不锈钢及其制造方法。
背景技术:
2.根据iso3833修订本,未来的国际标准将汽车仅分为两大类:乘用车和商用车。商用车是在设计和技术特征上用于运送人员和货物的汽车。商用车包含了所有的载货汽车和9座以上的客车,分为客车、货车、半挂牵引车、客车非完整车辆和货车非完整车辆,共五类。从其自身用途不同划分为客车和货车两大类。
3.商用车的排气管长度短,体积较大,为保障排气管对汽车尾气的催化、消音效果,其箱体及内部零部件结构复杂、材料变形量较大。相对于乘用车的排气管,商用车的排气管对材料的冲压成型性能要求更高。
4.采用传统工艺生产汽车排气管时,不锈钢钢带经冷机械加工后的压下量普遍在40%~70%之间,2b/2d表面的超纯铁素体不锈钢钢带的深冲成型性能较差,在进行较大形变量的深冲加工后易出现破裂等问题,不适用于商用车的排气管零部件加工。
技术实现要素:
5.本发明提供了一种商用车排气管用超纯铁素体不锈钢及其制造方法,超纯铁素体不锈钢的合金成分中si含量≤0.30%,经往返式多道次轧延实现大形变量的冷变形,再经固溶、电解、酸洗及调质轧延后,得到的2d/2b表面的不锈钢钢带具有晶粒度≥7.0级的细晶组织,最终得到的超纯铁素体不锈钢材料具有较好的深冲成型性能,适用于商用车排气管加工。
6.为了达到上述目的,本发明采用以下技术方案实现:
7.一种商用车排气管用超纯铁素体不锈钢,不锈钢钢带的化学成分按质量百分比含量计为:c≤0.030%,si≤0.30%,mn≤1.00%,p≤0.040%,s≤0.030%,cr:17.0%~19.0%,n≤0.030%,al≤0.15%,0.20% 4(c n)≤ti nb≤0.75%,余量为fe及不可避免的杂质元素。
8.一种商用车排气管用超纯铁素体不锈钢的制造方法,包括如下步骤:
9.1)通过冶炼、连铸、热轧获得黑皮钢卷;
10.2)黑皮钢卷经固溶、碎锈、喷砂、酸洗,获得no.1表面钢卷;
11.3)no.1表面钢卷经往返式多道次轧延,并控制冷变形量在73%以上,得到硬态板钢卷;
12.4)硬态板钢卷经固溶、电解、酸洗、调质轧延,获得2b/2d表面的不锈钢钢带产品。
13.所述步骤2)中,固溶处理的过程为:将解卷后的钢带从室温加热到950~1050℃,加热时间t≤5min,然后立即水冷至室温;固溶处理后的钢带再经碎锈及喷砂处理。
14.所述步骤2)中,酸洗过程为:钢带先经过浓度为200
±
50g/l的硫酸溶液处理,然后
经过氢氟酸与硝酸的混合液处理,氢氟酸的浓度为10
±
2g/l,硝酸的浓度为110
±
20g/l。
15.所述步骤4)中,固溶处理过程为:将解卷后的钢带从室温加热到950~1000℃,加热时间t≤5min,然后立即水冷至室温。
16.所述步骤4)中,钢带经电解区电解,电解区的电流强度为1000~4000a。
17.所述步骤4)中,酸洗过程为:钢带经氢氟酸和硝酸的混合溶液处理,氢氟酸的浓度为13
±
3g/l,硝酸的浓度为200
±
50g/l。
18.所获得2b/2d表面的不锈钢钢带的显微组织为单相铁素体,晶粒度≥7.0级。
19.所获得的2b/2d表面的不锈钢钢带的塑性应变比≥1.70。
20.与现有技术相比,本发明的有益效果是:
21.1)本发明所述超纯铁素体不锈钢的合金成分中,si含量≤0.30%;
22.2)不锈钢钢带经往返式多道次轧延加工实现大形变量的冷变形,压下量在73%以上,高于传统生产工艺;
23.3)钢带经冷轧、固溶、电解、酸洗和调质轧延后,得到的2d/2b表面的不锈钢钢带,具有晶粒度≥7.0级的细晶组织;
24.4)最终得到的超纯铁素体不锈钢材料具有较好的深冲成型性能,其塑性应变比≥1.70,适用于商用车排气管加工。
附图说明
25.图1是本发明实施例中炼钢工艺流程图。
26.图2是本发明实施例中热轧工艺流程图。
27.图3是本发明实施例中热轧固溶酸洗工艺流程图。
28.图4是本发明实施例中冷轧工艺流程图。
29.图5是本发明实施例中冷轧固溶酸洗工艺流程图。
30.图中:a.合金铁 b.废钢 c.不锈钢板坯 d.黑皮钢卷 e.no.1表面钢卷 f.2b/2d硬态板钢卷 g.2b/2d表面的不锈钢钢带 1-1.电炉 1-2.转炉 1-3.钢包精炼炉 1-4.真空精炼炉 1-5.带钢连铸机 2-1.加热炉 2-2.粗轧机 2-3.精轧机 2-4.盘卷机 3-1.解卷机 3-2.炉区 3-3.碎锈机 3-4.喷砂机 3-5.酸洗区 3-6.收卷机 4-1.解卷机 4-2.往返式多道次轧延机 4-3.收卷机 5-1.解卷机 5-2.炉区 5-3.电解区 5-4.酸洗区 5-5.调质轧延机 5-6.收卷机
具体实施方式
31.本发明所述一种商用车排气管用超纯铁素体不锈钢,不锈钢钢带的化学成分按质量百分比含量计为:c≤0.030%,si≤0.30%,mn≤1.00%,p≤0.040%,s≤0.030%,cr:17.0%~19.0%,n≤0.030%,al≤0.15%,0.20% 4(c n)≤ti nb≤0.75%,余量为fe及不可避免的杂质元素。
32.本发明所述一种商用车排气管用超纯铁素体不锈钢的制造方法,包括如下步骤:
33.1)通过冶炼、连铸、热轧获得黑皮钢卷;
34.2)黑皮钢卷经固溶、碎锈、喷砂、酸洗,获得no.1表面钢卷;
35.3)no.1表面钢卷经往返式多道次轧延,并控制冷变形量在73%以上,得到硬态板
钢卷;
36.4)硬态板钢卷经固溶、电解、酸洗、调质轧延,获得2b/2d表面的不锈钢钢带产品。
37.所述步骤2)中,固溶处理的过程为:将解卷后的钢带从室温加热到950~1050℃,加热时间t≤5min,然后立即水冷至室温;固溶处理后的钢带再经碎锈及喷砂处理。
38.所述步骤2)中,酸洗过程为:钢带先经过浓度为200
±
50g/l的硫酸溶液处理,然后经过氢氟酸与硝酸的混合液处理,氢氟酸的浓度为10
±
2g/l,硝酸的浓度为110
±
20g/l。
39.所述步骤4)中,固溶处理过程为:将解卷后的钢带从室温加热到950~1000℃,加热时间t≤5min,然后立即水冷至室温。
40.所述步骤4)中,钢带经电解区电解,电解区的电流强度为1000~4000a。
41.所述步骤4)中,酸洗过程为:钢带经氢氟酸和硝酸的混合溶液处理,氢氟酸的浓度为13
±
3g/l,硝酸的浓度为200
±
50g/l。
42.所获得2b/2d表面的不锈钢钢带的显微组织为单相铁素体,晶粒度≥7.0级。
43.所获得的2b/2d表面的不锈钢钢带的塑性应变比≥1.70。
44.现有工艺生产的超纯铁素体不锈钢冷轧板冲压成型性能较差,无法满足商用车汽车排气管较大形变量的加工要求,易出现加工破裂的问题。
45.本发明针对上述问题,开发出一种能够提高超纯铁素体不锈钢冲压成型性能的新工艺,经过该工艺加工后得到的2b/2d表面的不锈钢钢带,塑性应变比在1.70以上,具有较好的冲压成型性能,能够满足商用车排气管大变形量加工的要求,同时其强度、表面质量和耐腐蚀性能均不受影响。
46.本发明所述一种商用车排气管用超纯铁素体不锈钢及其制造方法,能够达到以下技术效果:
47.1)获得一种细晶组织的超纯铁素体不锈钢冷轧板;
48.2)提高了超纯铁素体不锈钢冷轧板的冲压成型性能,得到的超纯铁素体不锈钢材料塑性应变比≥1.70;
49.3)所制造的超纯铁素体不锈钢冷轧板能够满足商用车汽车排气管大变形量深冲成型加工要求。
50.本发明所述超纯铁素体不锈钢的化学成分设计及工艺特点如下:
51.1)化学成分按质量百分比含量为c≤0.030%,si≤0.30%,mn≤1.00%,p≤0.040%,s≤0.030%,cr:17.0%~19.0%,n≤0.030%,al≤0.15%,0.20% 4(c n)≤ti nb≤0.75%,余量为fe及不可避免的杂质元素。
52.2)采用热轧固溶处理,从室温快速加热到950~1050℃,加热时间t≤5min,然后立即快速水冷至室温。
53.3)热轧固溶处理后依次经过碎锈、喷砂、硫酸酸洗、氢氟酸和硝酸的混合溶液酸洗处理。
54.4)冷轧轧延压下量大,钢带经多道次往返式轧延机实现大形变量的冷变形,其压下量在73%以上。
55.5)采用冷轧固溶处理,从室温快速加热到950~1000℃,加热时间t≤5min,然后立即快速水冷至室温。
56.6)冷轧固溶处理后依次经电解区电解、氢氟酸和硝酸的混合溶液酸洗、调质轧延
等处理,得到2b/2d表面的不锈钢钢带产品。
57.以下实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
58.【实施例】
59.本实施例中,一种高成型性超纯铁素体不锈钢的主要化学成分按质量百分比含量计如表1所示,余量为fe和不可避免杂质元素。
60.表1
61.实施例c,%si,%mn,%p,%s,%cr,%n,%al,%ti nb,%10.0170.140.580.0020.01517.60.0060.080.3620.0220.250.490.0060.00717.80.0210.120.4130.0090.220.820.0140.00418.20.0170.100.5240.0280.080.890.0370.01217.30.0080.090.4550.0260.060.640.0220.02618.90.0110.040.6160.0150.270.770.0080.00318.50.0090.110.3970.0040.190.280.0310.01118.40.0240.060.4880.0160.130.350.0260.00917.20.0130.070.4490.0270.050.090.0170.02218.60.0050.140.63100.0210.160.050.0110.02817.50.0040.120.55
62.下面结合附图对本发明的具体实施方式作进一步说明:
63.本实施例中,以合金铁a和废钢b为原料,先通过电炉1-1、转炉1-2冶炼,再通过钢包精炼炉1-3或真空精炼炉1-4精炼,得到不锈钢板坯c。
64.如图2所示,不锈钢板坯c经加热炉2-1加热后,再经粗轧机2-2粗轧、精轧机2-3精轧,盘卷机2-4盘卷后,得到黑皮钢卷d。
65.如图3所示,黑皮钢卷d由解卷机3-1解卷后,先经炉区3-2加热固溶、碎锈机3-3碎锈、喷砂机3-4喷砂、酸洗区3-5酸洗等工艺过程,再经收卷机3-6收卷后获得no.1表面钢卷e。
66.如图4所示,no.1表面钢卷e再经解卷机4-1解卷,由往返式多道次轧延机4-2进行连续多道次轧延,总压下量≥73%;再经收卷机4-3收卷后得到硬态板钢卷f。
67.如图5所示,硬态板钢卷f由解卷机5-1解卷后,先经炉区5-2加热固溶、电解区5-3电解、酸洗区5-4酸洗、调质轧延机5-5调质轧延,再经收卷机5-6收卷得到2b/2d表面的不锈钢钢带g。
68.本实施例中,对黑皮钢卷进行固溶处理具体是:加热至950~1050℃,且加热时间t≤5min,然后立即水冷至室温。对硬态板钢卷进行固溶处理具体是:从室温快速加热到950~1000℃,加热时间t≤5min,然后立即水冷至室温。
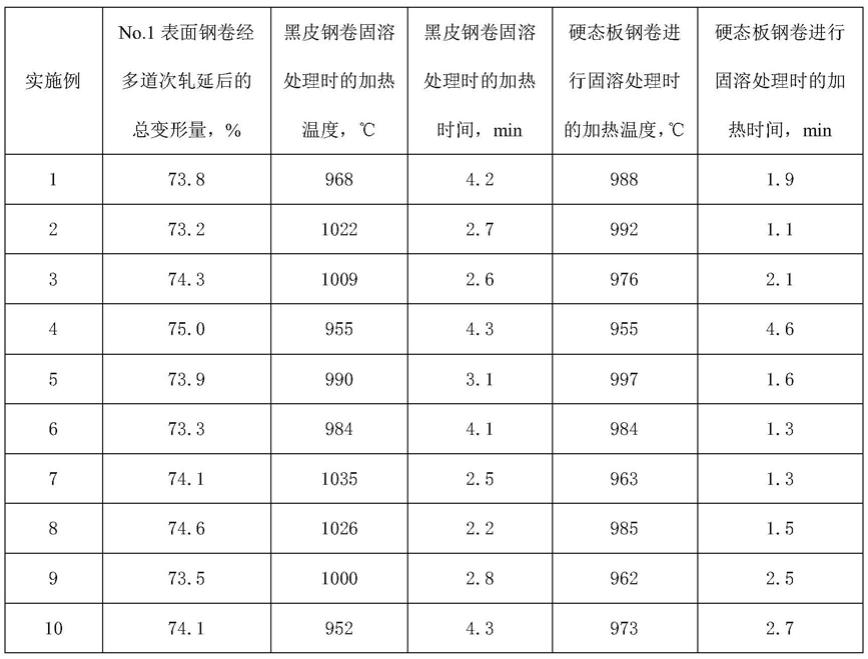
69.具体工艺参数如表2所示:
70.表2
[0071][0072]
本实施例生产的2b/2d表面的不锈钢钢带产品,塑性应变比均大于1.70,具有较好的冲压成型性能。
[0073]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。