1.本实用新型是涉及一种实现电机铁芯冲片生产线上焊接钢卷料自动排除的系统,属于电机铁芯制造技术领域。
背景技术:
2.随着新能源汽车的快速发展,汽车驱动电机铁芯的冲压行业也飞速增长,市场竟争越来越激烈,迫切需要企业改善生产工艺,提高产品的市场竟争力。尤其是,在如今原材料大副涨价的市场背景下,若能提高材料利用率,就是降低生产成本,将有利于提高产品在市场的竟争力。
3.而目前电机铁芯的生产普遍是采用电磁钢板卷材,通过级进模具进行自动冲压叠铆而成,虽然该方法可实现高效、连续生产,但存在如下不足,即:
4.在前后两个钢卷料交换时,前后钢卷交接处的制品,因为后钢卷的头部第一工位无法与前钢卷最后工位实现精确衔接,以致钢卷交接部的铁芯无法满足制品设置要求,造成材料的利用率下降。为了实现连续生产及提高材料的利用率,现在的电机铁芯生产行业导入了钢卷焊接工艺,即:通过氩弧焊或激光焊接的方法将前后钢卷的头和尾先进行焊接处理,以使前后钢卷交接实现连续冲压,并提高材料利用率。
5.但由于新能源驱动电机的铁芯普遍是采用0.35mm以内的超薄电磁钢板作为冲压原料,新能源电机企业考虑到驱动电机的高速旋转的特殊性,为了防止高速旋转时产生焊接部开裂脱落导致影响电机的电气特性,故规定新能源驱动电机铁芯内不可以含有焊接缝,因此该类电机铁芯生产企业亟需解决电机铁芯冲片生产线上焊接钢卷料的自动排除问题。
技术实现要素:
6.针对现有技术存在的上述问题和需求,本实用新型的目的是提供一种实现电机铁芯冲片生产线上焊接钢卷料自动排除的系统。
7.为实现上述目的,本实用新型采用如下技术方案:
8.一种实现电机铁芯冲片生产线上焊接钢卷料自动排除的系统,包括冲压叠层控制器、钢卷料带和级进模具,所述级进模具包括上模、下模、转子冲片落料工位、定子冲片落料工位、落料冲头和退料板;其特征在于:在位于模具入料口前方的钢卷料带的上方设有光谱传感器,在转子冲片落料工位和定子冲片落料工位均设有落料冲头抽板机构,所述的落料冲头抽板机构包括抽板和抽板驱动机构,并且,所述的光谱传感器与冲压叠层控制器的信号输入端相连接,所述抽板驱动机构与冲压叠层控制器的信号输出端相连接,所述上模设有用于抽板抽拉的滑行凹槽,所述落料冲头的身部活动穿设在退料板上。
9.一种实施方案,所述抽板的底面与落料冲头的顶面具有相一致的凹凸结构,且所述凹凸结构中的凹槽与凸起条在形状和尺寸上能啮合适配。
10.进一步实施方案,在落料冲头的顶部固设有多根冲头导柱,在所述抽板的相对应
位置设有冲头导柱穿出孔。
11.一种优选方案,所述冲头导柱穿出孔为腰型孔。
12.一种优选方案,在落料冲头的顶部固设有4根冲头导柱,且4根冲头导柱之间形成前后左右对称的排布关系。
13.进一步实施方案,在上模内设有冲头导柱行程孔道,所述冲头导柱的自由端穿设在该冲头导柱行程孔道内。
14.一种优选方案,所述冲头导柱行程孔道由两个直径不同的圆柱孔形成,其中的大直径圆柱孔位于小直径圆柱孔的上端,且位于大直径圆柱孔内的冲头导柱上套设有弹簧。
15.进一步优选方案,所述冲头导柱为t型螺柱,其中的大直径圆柱孔的内径与t型螺柱的头部的外径相适配。
16.一种实施方案,所述抽板驱动机构为气缸。
17.相较于现有技术,本实用新型的有益技术效果在于:
18.本实用新型通过在位于模具入料口前方的钢卷料带的上方设置光谱传感器,在转子冲片落料工位和定子冲片落料工位均设置落料冲头抽板机构,通过光谱传感器实时在线检测输送给模具的钢卷料带,一旦检测发现焊接缝,冲压叠层控制器将会启动位于转子冲片落料工位和定子冲片落料工位的落料冲头抽板机构施行抽拉动作,以使输送到相应工位上的焊接钢卷料不被冲压落料而放行输出到废料输出口自动排除,不仅巧妙解决了电机铁芯冲片不含有焊接缝的难题,而且不影响连续生产,并能最大程度节约材料,尤其是,自动化程度高,结构简单,易于实现规模化,因此,本实用新型具有明显工业应用价值。
附图说明
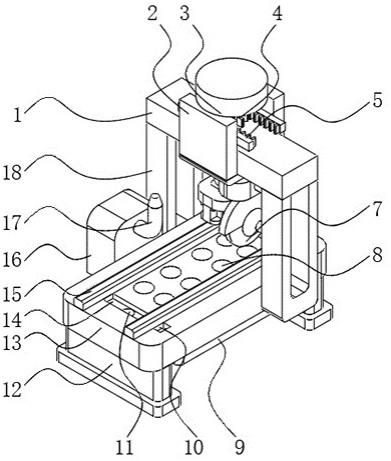
19.图1是本实用新型实施例提供的一种实现电机铁芯冲片生产线上焊接钢卷料自动排除的系统的整体结构示意图;
20.图2是体现本实用新型实施例所述的落料冲头抽板机构与落料冲头之间装配关系的结构示意图;
21.图3是本实用新型实施例中所述的落料冲头的结构示意图;
22.图4是本实用新型实施例中所述的落料冲头抽板机构的结构示意图;
23.图5是体现本实用新型实施例中所述的落料冲头抽板机构在顶住落料冲头状态时的结构示意图;
24.图6是体现本实用新型实施例中所述的落料冲头抽板机构在释放落料冲头状态时的结构示意图。
25.图中标号示意如下:1、冲压叠层控制器;2、钢卷料带;21、焊接钢卷料;3、级进模具;31、上模;311、滑行凹槽;312、冲头导柱行程孔道;312a、大直径圆柱孔;312b、小直径圆柱孔;32、下模;33、转子冲片落料工位;34、定子冲片落料工位;35、落料冲头;36、退料板;4、光谱传感器;5、落料冲头抽板机构;51、抽板;511、冲头导柱穿出孔;52、抽板驱动机构;6、凹凸结构;61、凹槽;61a、位于抽板底面的凹槽;61b、位于落料冲头顶面的凹槽;62、凸起条;62a、位于抽板底面的凸起条;62b、位于落料冲头顶面的凸起条;7、冲头导柱;71、t型螺柱的头部;8、弹簧。
具体实施方式
26.以下将结合附图和实施例对本实用新型的技术方案做进一步清楚、完整地描述。
27.实施例
28.请参阅图1所示:本实施例提供的一种实现电机铁芯冲片生产线上焊接钢卷料自动排除的系统,包括冲压叠层控制器1、钢卷料带2和级进模具3,所述级进模具3包括上模31、下模32、转子冲片落料工位33、定子冲片落料工位34、落料冲头35和退料板36;在位于模具入料口前方的钢卷料带2的上方设有光谱传感器4,在转子冲片落料工位33和定子冲片落料工位34均设有落料冲头抽板机构5,所述的落料冲头抽板机构5包括抽板51和抽板驱动机构52,并且,所述的光谱传感器4与冲压叠层控制器1的信号输入端相连接,所述抽板驱动机构52与冲压叠层控制器1的信号输出端相连接,所述上模31设有用于抽板51抽拉的滑行凹槽311,所述落料冲头35的身部活动穿设在退料板36上。
29.通过光谱传感器4实时在线检测输送给模具的钢卷料带2,一旦检测发现焊接缝,冲压叠层控制器1将会启动位于转子冲片落料工位33和定子冲片落料工位34的落料冲头抽板机构5施行抽拉动作,以使输送到相应工位上的焊接钢卷料21不被冲压落料而放行输出到废料输出口自动排除。
30.请再结合图2至图4所示:本实施例中,所述抽板51的底面与落料冲头35的顶面具有相一致的凹凸结构6,且所述凹凸结构6中的凹槽61与凸起条62在形状和尺寸上能啮合适配。在落料冲头35的顶部固设有多根冲头导柱7(图中示出了4根,且4根冲头导柱之间形成前后左右对称的排布关系),在所述抽板51的相对应位置设有冲头导柱穿出孔511。
31.作为优选方案,所述冲头导柱穿出孔511为腰型孔,以利于抽板51施行抽拉动作时不受冲头导柱7的阻碍影响。
32.请再参阅图5和图6所示:在上模31内设有冲头导柱行程孔道312,所述冲头导柱7的自由端穿设在该冲头导柱行程孔道312内。本实施例中所述的冲头导柱行程孔道312由两个直径不同的圆柱孔形成,其中的大直径圆柱孔312a位于小直径圆柱孔312b的上端,且位于大直径圆柱孔312a内的冲头导柱7上套设有弹簧8。
33.一种优选方案,所述冲头导柱7为t型螺柱,其中的大直径圆柱孔312a的内径与t型螺柱的头部71的外径相适配,这样既可保证冲头导柱7在冲头导柱行程孔道312内有自由行程空间,且能对冲头导柱7的行程起到限位作用,结构简单巧妙,易于实现。
34.另外,本实施例中所述的抽板驱动机构52为气缸,当然也可以为电动推杆或液压油缸等结构。
35.请再参阅图5所示:当抽板驱动机构52驱动抽板51伸出时,会使位于抽板51底面的凸起条62a与位于落料冲头35顶面的凸起条62b相抵压,从而使落料冲头35在抽板51的抵压下下落伸出退料板36,进而对位于退料板36下方的钢卷料带2施行冲压裁切动作,此时,因落料冲头35处于下行状态,因此使固设在落料冲头35顶面的冲头导柱7处于下拉状态,因而此时位于冲头导柱7上的弹簧8处于被压缩状态。
36.请再参阅图6所示:当抽板驱动机构52驱动抽板51收缩时,会使位于抽板51底面的凸起条62a与位于落料冲头35顶面的凹槽61b及抽板51底面的凹槽61a与位于落料冲头35顶面的凸起条62b相啮合,从而使落料冲头35不受抽板51的抵压作用而被释放,以致落料冲头35在冲头导柱7因压缩弹簧8的回弹上行中被带动上行,进而与位于退料板36下方的钢卷料
带2不相接触,从而实现对此时的钢卷料带2施行放行而不进行冲压裁切,此状态是在光谱传感器4检测发现焊接缝时,通过输出信号给冲压叠层控制器1,从而由冲压叠层控制器1启动抽板驱动机构52驱动抽板51收缩实现。
37.综上所述可见:本实用新型通过在位于模具入料口前方的钢卷料带2的上方设置光谱传感器4,在转子冲片落料工位33和定子冲片落料工位34均设置落料冲头抽板机构5,通过光谱传感器4实时在线检测输送给模具的钢卷料带2,一旦检测发现焊接缝,冲压叠层控制器1将会启动位于转子冲片落料工位33和定子冲片落料工位34的落料冲头抽板机构5施行抽拉动作,以使输送到相应工位上的焊接钢卷料21不被冲压落料而放行输出到废料输出口自动排除,不仅巧妙解决了电机铁芯冲片不含有焊接缝的难题,而且不影响连续生产,并能最大程度节约材料,尤其是,自动化程度高,结构简单,易于实现规模化,因此,本实用新型具有明显工业应用价值。
38.最后有必要在此指出的是:以上所述仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。