1.本实用新型涉及一种机械加工技术领域,具体是涉及一种用于在有限空间内对多交点孔高同轴度加工的领域。
背景技术:
2.在飞机装配过程中,对大部件交点孔精加工的目的在于消除之前序的累积误差,保证机身、机翼、活动翼面等装配的协调性与互换性,进而保证飞机的装配质量。例如,飞机舱门结构的安装、开闭对交点孔同轴度要求很高,例如,主起落架舱门交点孔同轴度超差、转轴卡滞,若不能开启,会导致主起落架无法下放,将产生严重后果。
3.此外,为了保证飞机活动翼面的操控精度,民用飞机活动翼面交点孔的同轴度要求很高。若在装配后,出现交点孔的孔壁腐蚀或者由其它结构超差原因导致,须对交点孔进行补加工,但是由于已装配件作业空间有限,同时没有专用的多交点孔同轴度加工装置,很难保证交点孔的同轴度要求。
4.现有技术通常在数控机床或者工装型架上进行孔加工,来保证多交点孔的同轴度。对于有限空间内跨距大的同轴度孔加工一直是一大技术难点,目前还没有通用的加工装置。
5.在cn209614263u号实用新型专利中提出了一种零件两侧同轴度加工用刀具,包括底座和夹具、驱动电机等。其优点是:工件通过夹具一次装夹到位后无需更换机床继续加工,工件两侧的内孔一次装夹后全部加工完成,替代了以往的分步才能完成工件加工的方式,确保最终产品的质量要求。
6.cn111185716a提供了一种多跨距小直径孔同轴度加工方法及加工装置,包括通用刀柄、专用刀柄、支撑环等。其优点是:利用已经加工完成的前端孔作为加工末端孔的同轴定位基准,来确保前端孔和末端孔的同轴度。
7.cn109176160b提供了一种精密阶梯轴外圆磨削加工工艺,包括顶尖、固定销轴、配合衬套等。其优点是:阶梯外圆通过辅助工装作为基准转换的工具,即以上次工序加工到位的特征作为下次工序的加工基准,配合磨削完成对阶梯轴的制造,有效解决原阶梯轴外圆磨削同轴度加工不到位等问题。
8.然而,如以上各项现有技术所公开的仍多是针对零件上轴类同轴度加工,或者是对深孔和小直径孔的同轴度加工,一般作业空间开敞且加工的孔、轴数量比较少,并且大多适用于近距离孔、轴的同轴度加工,对于相距较远的孔、轴不适用,不具有通用性。例如,其中:
9.cn209614263u安装有底座、驱动电机、支撑架、夹具、皮带轮、三角带等,须在机床上对一个零件两侧的同轴度孔进行加工,对空间有限的同轴度孔加工不适用。
10.cn111185716a对于跨距小且直径小的孔同轴度加工有效,对于跨距大、直径大的孔,钻头加工波动比较大,孔的同轴度加工精度难以保证;同时,前端孔的加工精度、支撑环与作为同轴定位的前端孔的配合精度也影响末端孔的同轴度加工精度。
11.cn109176160b针对的是具备阶梯轴特征的轴类零件。
12.因此,本技术领域中针对上述问题,为解决有限空间内多交点孔的同轴度加工问题,仍需要提出一种高同轴度孔加工辅助装置,以解决此类加工问题。
技术实现要素:
13.本实用新型的目的在于提供一种有限空间内多交点孔高同轴度加工辅助装置,能加工直径大小不同、距离远近不同的高同轴度交点孔,同轴度孔的加工数量可以根据实际不断增加,加工装置具有通用性。此外,在使用时,同轴度加工精度高,且结构简单合理,操作快捷方便,具有加工效果真实、可靠、省时省力,适用于现场工作等优点。
14.为此,本实用新型提供了一种有限空间内多交点孔高同轴度加工辅助装置,所述装置包括导轨,可固定于导轨上的滑块,以及可连接于滑块上的基准臂和辅助臂,所述基准臂设有基准定位孔以及所述辅助臂设有辅助定位孔,所述基准定位孔和所述辅助定位孔分别与所需加工工件的交点孔直径对应。
15.借由本实用新型的以上方案,本领域技术人员可以了解,该加工辅助装置的构成简单,定位操作方便,可以用于任何加工设备,而实现了在有限空间中需要对多交点孔高同轴度加工的需求。
16.较佳地,所述导轨上还设有刻度,所述刻度与所需加工工件上的交点孔之间的距离对应。
17.如本实用新型的技术方案中,在导轨上设有刻度,可以容易地找到与被加工工件交点孔距离对应的部位而快速地将滑块连接于导轨。
18.较佳地,所述导轨与所述滑块之间设有滚珠。
19.如上所述在导轨与滑块之间设有滚珠可以使得连接于滑块上的基准臂和辅助臂顺滑地调整在导轨上的位置。
20.较佳地,所述导轨具有凹槽断面,所述滑块具有与所述凹槽断面配合的t形断面。
21.采用凹槽与t形对应断面的导轨-滑块配合构造可使其间配合更稳定。
22.较佳地,所述辅助臂的辅助定位孔附近还设有通油孔和油道。
23.借由辅助定位孔附近设置与其连通的通油孔和油道,可以在加工过程中向辅助定位孔施加润滑油,而避免加工刀柄转动对辅助定位孔造成磨损伤害。
24.较佳地,所述滑块的底面上设有防摩擦保护垫或保护套。
25.较佳地,所述保护垫或保护套是沿所述滑块的长度方向设置的。
26.较佳地,所述保护垫或保护套是橡胶材质的。
27.如前所述,通过在滑块底面上设置防摩擦保护垫可以防止滑块底面对导轨的磨损,而过度磨损易造成定位难以保持。
28.较佳地,所述基准臂和所述辅助臂制成为斜臂状。
29.借由将基准臂和辅助臂制成为斜臂状,将更有助于将其在有限空间中接近和固定待加工工件。
30.较佳地,所述滑块可借由锁紧装置固定于所述导轨上。
31.借由于锁紧装置将滑块固定于导轨上,可以确保调整到位之后的基准臂、辅助臂与被加工工件交点孔精确同轴的位置可以保持。
附图说明
32.通过阅读下面参照附图给出的对示例性实施例的描述,本实用新型的上述特征以及其它特征将变得更明了,附图中:
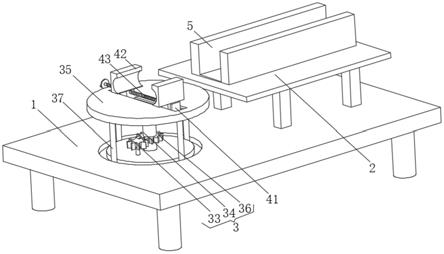
33.图1是本实用新型有限空间内多交点孔高同轴度加工辅助装置实施例示意图,其中处于加工多个工件的状态;
34.图2a-2c是图1所示实施例中导轨和滑块的剖面及组合示意图;
35.图3是图1所示实施例中辅助臂侧面示意图;
36.图4是图1所示实施例钻孔、扩孔加工状态示意图;
37.图5是图1所示实施例绞孔加工状态示意图。
具体实施方式
38.本实用新型旨在提供一种有限空间内多交点孔高同轴度加工辅助装置。如图1所示,图中示意地示出根据本实用新型的有限空间内多交点孔高同轴度加工辅助装置的一个实施例。
39.如图1所示,本实用新型的加工辅助装置包括导轨1,其形状可如具体如图2a所示,即为一种凹槽形轨道。但是,对于本领域技术人员来说,导轨的轨道形状还可以是其它样式的,如凸字形、砼字形等,当然同时可以理解的是,与其所配合的滑块2的形状应当是与其互补的。在图2b所示的实施例中,与凹槽形轨道所配合的滑块2形状例如为大致的t形,且为了实现导轨1和滑块2的顺滑配合,其间还设有多个滚珠3。图2c示出了导轨1和滑块2配合状态下的断面图,其中可见了滚珠3位于之间。
40.此外,为了防止滑块在导轨1中滑动时磨损导轨1底部,在滑块2的底面上设有防摩擦保护垫或保护套4,该防摩擦保护垫或保护套4可以是橡胶材料制成的。该保护垫或保护套4可以是沿滑块2底面长度方向上整体布置的,也可以是在底面长度方向上不连续地间隔布置的,例如该保护垫是具有厚度的圆柱形橡胶垫。保护垫或保护套4可以通过粘合剂等措施固定在滑块2的底面上。
41.进一步地,导轨1的底部还可以设有若干孔(图中未示出),可以借由固定件(图中未示出)固定在适当的位置上。
42.再如图1所示,本实用新型的加工辅助装置还包括基准臂5和辅助臂 6,在基准臂5和辅助臂6上可以根据被加工工件a交点孔7的实际直径大小制出不同孔径的系列孔而分别为基准定位孔51、多个辅助定位孔61。基准臂5和辅助臂6可以借由销、螺栓等连接于滑块2上,而随滑块2在导轨1上可滑动地调整距离。
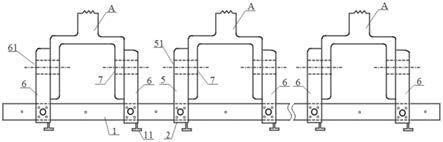
43.又如图1所示,当需要同时对多个工件a进行加工时,可以在导轨1 上通过滑块2再连接多组辅助臂6,每组辅助臂6包括一对辅助臂6而用于一个工件a的加工,这些辅助臂6的辅助定位孔61皆以第一组中的基准臂 5的基准定位孔51作为定位基准。
44.再如图3所示,在辅助臂6的辅助定位孔61附近还设有通油孔62和油道63,在加工过程中可施以润滑油以减少摩擦力,以避免加工过程中,加工刀柄转动对辅助定位孔61造成磨损伤害。
45.在本实用新型中,如图3所示,可以将基准臂5和辅助臂6制成为斜臂状,以有利于在有限空间内接近被加工工件a。
46.此外,导轨1上还可设有刻度,该刻度通常与所需加工工件a上的交点孔7的距离对应,而方便定位辅助臂6。
47.以下,对本实用新型的加工辅助装置的操作过程予以说明,以更清楚地了解本实用新型的目的、特点和优点:
48.依据被加工工件a的交点孔7直径尺寸,选择基准臂5和辅助臂6,即所选的基准臂5和辅助臂6具有与该交点孔7直径尺寸一致的基准定位孔51和辅助定位孔61;
49.调整基准臂5,使基准定位孔51与被加工工件a上的交点孔7同轴;
50.在将基准定位孔51与交点孔7调整到同轴位置时,将基准臂5连接于导轨1上的滑块2;
51.依据被加工工件a的交点孔7之间的距离,按照导轨1的刻度调整辅助臂6的位置,使其与被加工工件a上的交点孔7之间的实际距离一致;
52.将辅助臂6的辅助定位孔61校准到与基准臂5上的基准定位孔51高同轴度位置,高同轴度可以采用如同心轴棒或同轴度检测芯棒8等进行校准而获得,配合同轴度例如为φ0.01-0.02mm,随后将辅助臂6连接于导轨 1上的滑块2;
53.将基准臂5与工件a上的基准面贴合、交点孔7同轴连接。同时,较佳地,假定被加工工件a的孔7直径为d,孔深度为l,则:
54.当d/l》》1时,将基准臂5与工件a上的一基准面紧密贴合且贴合面积应尽量大;
55.当d/l《《1时,基准臂5与工件a上的一基准面贴合面积可以减小;
56.以高同轴度校准后的辅助臂6上的辅助定位孔61为基准,对工件a 上交点孔7进行钻孔、扩孔、绞孔等加工,辅助臂6上辅助定位孔61附近所设的通油孔62和油道63具有减少摩擦力的作用,避免加工过程中孔加工刀柄转动对辅助定位孔61造成磨损伤害。
57.如以上操作可以了解,依据被加工工件a的交点孔7作为基准孔51 的基准,通过本实用新型加工辅助装置作为基准转换的工具,以辅助臂6 上高同轴度校准后的辅助定位孔61作为被加工工件a的交点孔7的同轴定位导向基准,能够确保被加工工件a多交点孔的同轴度。
58.即依据被加工工件a上的交点孔7之间的实际距离,按照导轨1上的刻度调整辅助臂6,将与基准臂5高同轴度校准后的辅助臂6固定在导轨1 的滑块2上,用同心轴棒8插入基准臂5上基准定位孔51和被加工工件a 作为基准的交点孔7,以辅助臂6上与基准臂5高同轴度的辅助定位孔61 为基准,对工件a上交点孔7先后使用钻头9、铰刀10进行钻孔、扩孔、绞孔等加工,如图4、图5所示。此外,如果需要,当基准臂5和辅助臂6 调整到位且连接于滑块2之后,还可以采用如图1、4、5中所示的锁紧装置11将滑块2固定在导轨1上,从而进一步保持基准臂5、辅助臂6以及加工工件a交点孔7之间的精确同轴位置。
59.借由以上结合附图对本实用新型一实施例的描述,本领域技术人员可以了解到如下特点和优点:
60.1、孔加工精度高
61.在加工过程中,以辅助臂6上高同轴度校准后的辅助定位孔61为基准,辅助定位孔61作为被加工工件a上交点孔7的同轴定位导向基准,能够确保工件a多交点孔的同轴度,加工精度高。
62.2、适用性强
63.基准臂5和辅助臂6设置成斜臂状,能在有限空间内接近或伸入工件 a,适用性强。
64.3、简单方便
65.本实用新型的加工辅助装置结构简单合理,操作快捷方便,具有加工效果真实、可靠、省时省力,适用于现场工作等优点。
66.4、适用范围广
67.基准臂5和辅助臂6可以根据交点孔7的直径大小制出不同孔径系列,并且能方便地同滑块2上的多个螺纹孔(例如4个)连接及拆卸更换,且随滑块2在导轨1上滑动。使用本实用新型加工辅助装置,不但能加工直径大小不同、距离远近不同的同轴度孔,同轴度孔的加工数量可以根据实际不断增加,加工辅助装置具有通用性,可广泛应用于同轴度孔加工领域。
68.虽然以上结合具体示例对本实用新型的构思、特点和优点予以说明,但是本领域技术人员可以理解或设想,在不脱离本实用新型精神的前提下,还可以对该示例做出多种变化或变型,这些变化或变型亦属于所附权利要求书的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。