1.本实用新型涉及拆标机领域,具体涉及具有自动取料机械手的程控液压拆标机。
背景技术:
2.经印刷后,商标版材上就形成一块块商标,这些印刷好后的商标需要裁剪下来,用于贴在产品上或者其本身制作成产品,比如广告宣传用的扇子等,这些商标不是一张张直接裁切下来的,而是通过点线裁切刀裁切后,堆成一叠,这时商标还连接在版材上,只有通过手工按压将整叠的某块商标一起取下,但很显然,人为手工按压工成本高,而且拆标效率低,因此,市面上出现了各种各样的拆标机,其具体原理是通过将成跺的板材通过拆标机头一次性拆所有板材的某个区域或者所有区域的商标然后通过人工收集,如本技术人曾提出的一种新型程控液压拆标机,其授权公告号为cn209796770u,其具体采用包括机架,操作台、定位推送纸框机构、工作头及收纸平台,操作台设置于机架,工作头设置于机架相对操作台的一端,收纸平台设置于机架相对设置工作头一端的另一端,工作头上设有上拆标组件、收纸平台上设有与上拆标组件相对设立的下拆标模,操作台在上拆标组件及下拆标模之间设置有拆标模板机构,所述定位推送纸框机构设置于操作台一端并将标件推送到拆标模板机构上,所述操作台上设置有落标通道,拆标模板机构安装于落标通道,所述拆标模板机构包括有相对设置的拆标模板,所述拆标模板一端设置有可促使拆标模板向远离上拆标组件一端转动从而打开落标通道的翻转机构,所述收纸平台包括有输送台,下拆标模垂直设置于输送台与拆标模板机构相对的一端并通过升降机构往复穿出输送台并与拆标模板机构一端相抵,但这种技术方案的翻转机构等部件相对较为复杂,且其收纸平台设置于操作台下方,虽然体积上有所减小,但是,由于操作台高度一般都设置为一般人正好操作的高度,而低于操作台高度的收纸平台使得操作人员在进行收纸时需要弯腰或者坐在极矮的椅子上进行收集,长时间弯腰容易造成操作人员腰肌劳损,不利于操作人员身体健康,且装配位置较低,也不利于装配工人装配操作,有必要对此进行改进。
技术实现要素:
3.本实用新型所要解决的技术问题在于针对上述现有技术的不足,
4.提供具有自动取料机械手的程控液压拆标机。
5.为实现上述目的,本实用新型提供了如下技术方案:具有自动取料机械手的程控液压拆标机,包括机架,操作台、定位推送纸框机构及工作头,所述操作台设置于机架,所述工作头设置于机架相对操作台的一端,所述操作台在工作头正下方设置有通用拆标模板,通用拆标模板上设有与待拆标件外形对应的拆标通道,其特征在于:工作头与拆标通道对应部分设有可垂直往复运动的定位组件,机架在拆标通道下方设置有与定位组件对应且驱动力大于定位组件驱动力的下拆标组件,定位推送纸框机构设置于操作台一端并将位于定位推送纸框机构中的待拆标件推入通用拆标模板或将完成拆标的纸剁推出通用拆标模板,所述工作台相对设置定位推送纸框机构的另一端设置有收标输送平台,机架在收纸平台上
方设置有将经下拆标组件拆标后的标件实施夹持并送向收纸输送平台后张开促使标件落入收标输送平台上的自动取料机械手机构。
6.采用上述技术方案,本实用新型的工作原理为,将成跺的待拆标件放入定位推送纸框机构中夹紧后由定位推送纸框机构将待拆标件输送向通用拆标模板,拆标时下拆标模板组件上行将与拆标通道形状对应的标件向上顶,同时定位组件下行将标件相对与下拆标模板组接触的另一端顶住,即定位组件与下拆标模板组件同时将处于拆标通道正上方的待拆标件两端顶住,由于下拆标模板组件的驱动力大于定位组件的驱动力,所以标件两端被定位后将被下拆标组件向上顶出,顶出后通过自动取料机械手机构将该一摞标件夹持后输送向收标输送平台正上方,当自动取料机械手机构运动到收标输送平台正上方后松开对标件的夹持,标件在重力作用下落入收标输送平台上,由收标输送平台将标件输出后让工人打包,由于收标输送平台设置在机架上,其高度不会低于机架高度,而机架在设计时往往设计高度一般达到正常人腰部的高度,使工作人员、装配人员无需弯腰进行装配或工作,因此通过设置位于机架上的收标输送平台及自动取料机械手机构大大降低了装配人员及工作人员的劳动强度,且无需设计复杂的落标通道等部件,只需采用通用拆标模板就可以通过收标输送平台及自动取料机械手机构实现自动取料输出的工序,设备复杂度大大降低。提升装配效率。
7.上述的具有自动取料机械手的程控液压拆标机可进一步设置为:所述自动取料机械手机构包括相对设置的主板,主板一端设置有将完成拆标的成跺标件进行夹持的夹持机构,主板另一端设置有驱动主板沿机架水平方向往复移动的机械手驱动机构。
8.采用上述技术方案,通过机械手驱动机构驱动主板沿机架水平方向靠近或远离位于下拆标组件上的标件,当机械手驱动机构驱动主板靠近标件时通过夹持机构将标件进行夹持,随后机械手驱动机构驱动主板靠近收标输送平台并位于收标输送平台正上方,随后夹持机构松开对标件的夹持使标件在重力作用下落入收标输送平台中,采用这种水平移动的取料机械手,不仅降低自动取料机械手的设计难度及生产成本,且取料效率高。
9.上述的具有自动取料机械手的程控液压拆标机可进一步设置为:所述夹持机构包括与主板连接的第一安装座板,所述第一安装座板上设有相对设立的夹板,夹板与第一安装座板之间设有相对设立的第一直线轨道,夹板通过第一滑块安装于第一直线轨道,两夹板之间设有可促使夹板互相靠近进行夹持或互相远离松开夹持的夹持驱动结构。
10.采用上述技术方案,通过第一直线轨道将夹板安装在第一安装座板上,通过夹持驱动结构驱动夹板沿第一直线轨道互相靠近进行夹持或者互相远离松开夹持,结构更紧凑。
11.上述的具有自动取料机械手的程控液压拆标机可进一步设置为:所述夹持驱动结构包括相对设立的联动座,两夹板分别安装于两联动座相对的一面,两联动座一端分别与第一直线轨道的第一滑块连接,联动座靠近第一直线轨道的一端中部穿设有联动件,两联动件相对的一端均安装有与联动座固定连接的联动块,两联动块之间通过手指气缸连接设置。
12.采用上述技术方案,通过手指气缸驱动两端的联动块带动联动件同步靠近或者远离,位于联动块及联动件之间的联动座也随着同步靠近或者远离,从而带动夹板同步靠近进行夹持或者同步远离松开夹持,使用手指气缸及夹板等零部件形成一个机械手,成本较
低且取料效果好。
13.上述的具有自动取料机械手的程控液压拆标机可进一步设置为:所述机械手驱动机构包括与主板连接的第二安装座板,所述机架上设置有驱动座,所述驱动座中安装有调节丝杆,调节丝杆两端均通过丝杆定位座安装于驱动座,所述第二安装座板通过穿设于调节丝杆中的丝杆连接套与调节丝杆连接,调节丝杆其中一端穿出丝杆定位座并通过丝杆驱动结构驱动调节丝杆转动设置。
14.采用上述技术方案,通过丝杆驱动结构驱动丝杆转动,由于丝杆两端均通过丝杆定位座安装于驱动座上,因此,当丝杆转动时位于丝杆上的丝杆连接套就带动第二安装座板沿丝杆移动。
15.上述的具有自动取料机械手的程控液压拆标机可进一步设置为:所述丝杆驱动结构包括驱动座上设置的驱动电机,所述驱动电机通过电机座架设于驱动座上且一端穿出电机座连接有第一同步轮,所述调节丝杆上设置有与第一同步轮处于同一垂直面上的第二同步轮,第一同步轮与第二同步轮之间通过同步带同步转动。
16.采用上述技术方案,通过驱动电机驱动调节丝杆转动的方式实现机械手的驱动,结构简单稳定。
17.上述的具有自动取料机械手的程控液压拆标机可进一步设置为:所述驱动电机为伺服电机。
18.采用上述技术方案,将驱动电机设置为伺服电机,控制精度更高更稳定。
19.上述的具有自动取料机械手的程控液压拆标机可进一步设置为:所述工作头包括有框体,所述机架上部设有横梁,所述定位组件连接于框体上方,所述定位组件相对连接框体的另一端通过导向组件连接于横梁。
20.采用上述技术方案,当定位组件驱动框体下行时,框体压在位于通用拆标模板上的待拆标件纸剁上,在下拆标组件进行拆标时提升拆标的稳定性,将定位组件通过导向组件连接于横梁上,提升定位组件上下往复移动的精准性,防止发生偏移。
21.上述的具有自动取料机械手的程控液压拆标机可进一步设置为:所述框体包括上框板及下框板,所述上框板与下框板之间通过四周设置的多根连接杆连接,所述定位组件包括定位气缸,所述上框板中部设有供定位气缸安装的安装部,定位气缸安装于安装部且定位气缸活塞杆穿出安装部朝向下框板设置,所述定位气缸另一端与导向组件固定连接。
22.采用上述技术方案,将框体设置为上框板及与上框板通过多个连接杆连接的下框板,将定位组件设置为定位气缸,定位气缸设置在上框板的安装部上且另一端与导向组件进行连接,结构简单紧凑。
23.上述的具有自动取料机械手的程控液压拆标机可进一步设置为:所述导向组件包括第一连接板及与第一连接板平行设置的第二连接板,所述第二连接板远离第一连接板的一端设置有多个带法兰直线轴承,所述带法兰直线轴承中设有穿出第二连接板与第一连接板固定连接的导柱。
24.采用上述技术方案,将导向组件设置为带法兰直线轴承及导柱,结构可靠稳定。
25.本实用新型的有益效果为:通过自动取料机械手实现程控液压拆标机的自动取料且结构更简单合理。
26.下面结合附图和实施例对本实用新型作进一步详细说明。
附图说明
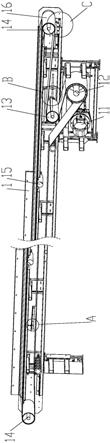
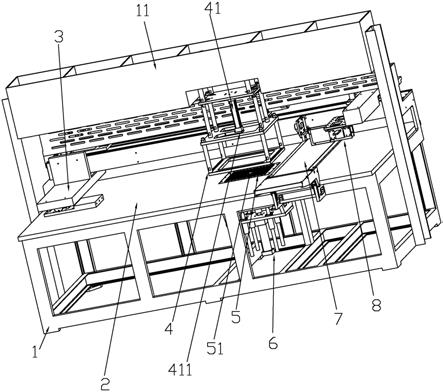
27.图1为本实用新型实施例的立体示意图。
28.图2为本实用新型实施例的工作头放大结构示意图。
29.图3为本实用新型实施例的自动取料机械手机构立体结构示意图。
30.图4为本实用新型实施例的夹持机构立体结构示意图。
31.图5为图3的分解结构示意图。
32.图6为本实用新型实施例的机械手驱动机构立体结构示意图1。
33.图7为本实用新型实施例的机械手驱动机构立体结构示意图2。
具体实施方式
34.参见图1-图7所示:具有自动取料机械手的程控液压拆标机,包括机架1,操作台2、定位推送纸框机构3及工作头4,操作台2设置于机架1上,工作头4设置于机架1相对操作台2的一端,操作台2在工作头4正下方设置有通用拆标模板5,通用拆标模板5上设有与待拆标件外形对应的拆标通道51,工作头4与拆标通道51对应部分设有可垂直往复运动的定位组件,定位组件为设置于工作头4中部的定位气缸41,工作头4包括有框体42,机架1上部设有横梁11,定位组件连接于框体42上方,定位组件相对连接框体42的另一端通过导向组件连接于横梁11,框体42包括上框板421及下框板422,上框板421与下框板422之间通过四周设置的多根连接杆424连接,上框板421中部设有供定位气缸423安装的安装部4211,定位气缸423安装于安装部4211且定位气缸活塞杆4231穿出安装部4211朝向下框板422设置,定位气缸423另一端与导向组件固定连接,导向组件包括第一连接板431及与第一连接板431平行设置的第二连接板432,第二连接板432远离第一连接板431的一端设置有多个带法兰直线轴承433,带法兰直线轴承433中设有穿出第二连接板432与第一连接板431固定连接的导柱434,定位气缸41的气缸杆411与拆标通道51相对设置,机架1在拆标通道51下方设置有与定位组件对应且驱动力大于定位组件驱动力的下拆标组件6,由于下拆标组件6、定位推送纸框机构3都为现有技术,在此不做赘述,图中仅示出定位推送纸框机构3的一部分,其具体结构可参见授权公告号为cn209796770u中的定位推送纸框机构3,定位推送纸框机构3设置于操作台2一端并将位于定位推送纸框机构3中的待拆标件推入通用拆标模板5或将完成拆标的纸剁推出通用拆标模板5上方,工作台2相对设置定位推送纸框机构3的另一端设置有收标输送平台7,机架1在收标输送平台7上方设置有将经下拆标组件6拆标后的标件实施夹持并送向收标输送平台7后张开促使标件落入收标输送平台7上的自动取料机械手机构8,自动取料机械手机构8包括相对设置的主板81,主板81一端设置有将完成拆标的成跺标件进行夹持的夹持机构82,主板81另一端设置有驱动主板81沿机架水平方向往复移动的机械手驱动机构83,夹持机构82包括与主板81连接的第一安装座板821,第一安装座板821上设有相对设立的夹板822,夹板822与第一安装座板821之间设有相对设立的第一直线轨道823,夹板822通过第一滑块824装于第一直线轨道823,两夹板822之间设有可促使夹板822互相靠近进行夹持或互相远离松开夹持的夹持驱动结构,夹持驱动结构包括相对设立的联动座825,两夹板822分别安装于两联动座825相对的一面,两联动座825一端分别与第一直线轨道823的第一滑块824连接,联动座825靠近第一直线轨道823的一端中部穿设有联动件826,两联动件826相对的一端均安装有与联动座826固定连接的联动块827,两联动块827之间通
过手指气缸828连接设置,机械手驱动机构83包括与主板81连接的第二安装座板831,机架1上设置有驱动座9,驱动座9中安装有调节丝杆91,调节丝杆91两端均通过丝杆定位座92安装于驱动座91,第二安装座板831通过穿设于调节丝杆91中的丝杆连接套93与调节丝杆91连接,调节丝杆91其中一端穿出丝杆定位座92并通过丝杆驱动结构驱动调节丝杆91转动设置,丝杆驱动结构包括驱动座91上设置的伺服电机94,伺服电机94通过电机座95架设于驱动座91上且一端穿出电机座91连接有第一同步轮941,调节丝杆91上设置有与第一同步轮941处于同一垂直面上的第二同步轮911,第一同步轮941与第二同步轮911之间通过同步带96同步转动。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。