1.本实用新型属于航空机械加工工艺装备领域,适合于小尺寸轴类产品的保险丝孔的加工。能够实现通过一次装夹加工多件产品的一套新型的轴类一模多件保险丝孔加工钻模。
背景技术:
2.在航空产品中,存在大量的小尺寸轴类零件用于连接和定位。由于航空领域的安全系数要求高,此类产品必须都带保险丝孔用于机械防松,提高可靠性。保险丝孔随产品的结构要求以小孔为多,加工时不好引钻头且钻头细加工时容易折断。这就需要配专用钻模用于引导、保护钻头。
3.传统的专用钻模,每次只装夹一件,这就照成加工过程中存在换刀频率高、机床移动行程长、频繁装卸工件辅助时间增加及生产效率低等问题。尽量减少装夹次数、降低换刀频率,一次装夹完成多个工件、完成多道工序是此类夹具设计的核心思路。换言之,依据加工工艺方案和操作人员的经验,一次性实现越多的产品定位加工,这样也就达到了提高加工效率的目的。针对上述技术背景提出本实用新型。
技术实现要素:
4.本实用新型的目的是:用轴类一模多件保险丝孔加工钻模,实现对需要制有小尺寸保险丝孔的轴类产品的一模多件装夹、弹销定角向、楔块稳支撑。
5.本实用新型的技术方案是:轴类一模多件保险丝孔加工钻模主要由基础支座、角向定位销、楔块等组成。角向定位销前端制造成锥面结构与产品槽口配合;制成弹性结构用以消除过定位。楔块在楔槽内前移的同时产生z向位移以接触产品起到支撑作用,保证产品在钻孔时不颤动。根基础支座作为整个钻模的整体支撑,用于定位产品外圆柱面和底面同时用于配合连接其他元件实现特定功能;根据实际需要与机床工作台的行程可继续扩展多个产品的加工。
6.本实用新型的有益效果为,轴类一模多件保险丝孔加工钻模实现了对需要制有小尺寸保险丝孔的轴类产品的一模多件装夹、弹销定角向、楔块稳支撑。达到定位精确、支撑可靠、降低换刀频率、提高加工效率目的。
附图说明
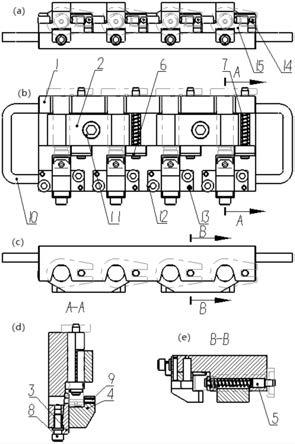
7.图1为轴类一模多件保险丝孔加工钻模结构示意图。(a)主视图;(b)俯视图;(c)后视图;(d)a刨面图(e)b刨面图。
8.图中:1基础支座;2压板;3楔块;4钻模板;5角向定位销;6挡板;7压缩弹簧;8环槽螺钉;9固定转套;10把手;11压紧钉;12圆柱头螺钉;13圆柱销;14埋头螺钉;15产品。
具体实施方式
9.下面对本实用新型做进一步详细说明。轴类一模多件保险丝孔加工钻模主要集成三个创新点:一模多件装夹、弹销定角向、楔块稳支撑。本钻模具有一次夹紧4个产品的功能,根据实际需要与机床工作台的行程可继续扩展多个产品的加工。基础支座1作为整个钻模的整体支撑,用于定位产品15外圆柱面和底面同时用于配合连接其他元件实现特定功能。角向定位销5用于定位产品的角向,配合基础支座对产品外圆柱面和底面的定位实现产品在钻模上的完全定位;定位销与基础支座上的孔滑动配合,前端制造成锥面结构与产品槽口配合,用于产品装夹时的导向与精确定位;中间装有压缩弹簧7实现定位销,用以控制定位销的伸缩来消除可能的过定位。挡板6用埋头螺钉14螺接于基础支座上,用于限位压缩弹簧;中间制有u型槽用于角向定位销的限位与安装。产品定位后用压板2压紧;一个压板通过压紧钉11同时压紧2个产品;基础支座上有多处凸台用于制造角向定位销的导向孔的同时用于限位压板,使其只在z向上运动,这样在装夹产品时只需稍微松开压紧钉一点即可。基础支座上制有斜面配合钻模板4上的导向槽形成楔槽与楔块3配合;楔块后端制有u型槽安装于环槽螺钉8的环槽内,环槽螺钉与基础支座的螺纹孔配合;产品定位压紧后,拧动环槽螺钉,带动楔块在楔槽内前移的同时产生z向位移以接触产品起到支撑作用,保证产品在钻孔时不颤动。固定转套9安装于钻模板上,钻模板用圆柱头螺钉12、圆柱销13精确安装于基础支座上,用于精确引导钻头。把手10安装于基础支座上,用于钻模的搬运。
技术特征:
1.轴类一模多件保险丝孔加工钻模,其特征在于,包括基础支座(1)、压板(2)、楔块(3)、钻模板(4)、角向定位销(5)、挡板(6)、压缩弹簧(7)、环槽螺钉(8)、固定转套(9)、把手(10)、压紧钉(11)、圆柱头螺钉(12)、圆柱销(13)、埋头螺钉(14);所述基础支座(1)作为整个钻模的整体支撑,用于定位产品外圆柱面和底面,同时用于配合连接其他元件;角向定位销(5)用于定位产品的角向,配合基础支座(1)对产品外圆柱面和底面的定位实现产品在钻模上的完全定位;角向定位销(5)与基础支座(1)上的孔滑动配合,前端制造成锥面结构与产品槽口配合,用于产品装夹时的导向与精确定位;中间装有压缩弹簧(7)实现定位销,用以控制定位销的伸缩来消除可能的过定位;挡板(6)用埋头螺钉(14)螺接于基础支座(1)上,用于限位压缩弹簧;中间设有u型槽,用于角向定位销的限位与安装;产品定位后用压板(2)压紧;基础支座(1)上设有斜面配合钻模板(4)上的导向槽形成楔槽与楔块(3)配合;楔块后端制有u型槽,安装于环槽螺钉(8)的环槽内,环槽螺钉与基础支座的螺纹孔配合;固定转套(9)安装于钻模板上,钻模板用圆柱头螺钉(12)、圆柱销(13)精确安装于基础支座(1)上,用于精确引导钻头;把手(10)安装于基础支座(1)上,用于钻模的搬运。2.根据权利要求1所述的轴类一模多件保险丝孔加工钻模,其特征在于,一个压板通过压紧钉(11)同时压紧2个产品。3.根据权利要求1所述的轴类一模多件保险丝孔加工钻模,其特征在于,基础支座(1)上有多处凸台用于制造角向定位销(5)的导向孔。
技术总结
本实用新型属于航空机械加工工艺装备领域,公开了轴类一模多件保险丝孔加工钻模。主要由基础支座、角向定位销、楔块等组成。角向定位销前端制造成锥面结构与产品槽口配合;制成弹性结构用以消除过定位。楔块在楔槽内前移的同时产生Z向位移以接触产品起到支撑作用,保证产品在钻孔时不颤动。根基础支座作为整个钻模的整体支撑,用于定位产品外圆柱面和底面同时用于配合连接其他元件实现特定功能。实现了对需要制有小尺寸保险丝孔的轴类产品的一模多件装夹、弹销定角向、楔块稳支撑。达到定位精确、支撑可靠、降低换刀频率、提高加工效率目的。的。的。
技术研发人员:袁国安 曹烈 徐焘
受保护的技术使用者:沈阳飞机工业(集团)有限公司
技术研发日:2021.08.20
技术公布日:2022/2/25
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。