1.本发明涉及一种在铸造中使用的铸造用模具。
背景技术:
2.车辆的传动系等使用各种金属制品。例如,金属制品通过铸造来成型。在日本发明专利授权公报特许第6029444号中公开了一种在重力铸造法或者低压铸造法中使用的铸造用模具。该铸造用模具在分支点的上游侧具有钨合金制的分支部形成体。通过该构造,分支点的上游部位的耐热性提高。
技术实现要素:
3.铸造用模具的浇道被熔融金属加热而膨胀。另外,铸造用模具的浇道被冷却装置冷却而收缩。在铸造用模具受到束缚的情况下,浇道的内壁伴随着模具的膨胀而被压缩。因此,浇道的内壁易于变形。另外,浇道的内壁伴随着模具的收缩而被拉伸。因此,浇道的内壁易于产生裂纹。
4.在浇道内,熔融金属在弯曲部中与在弯曲部以外的其他部分中相比不易流动,其中弯曲部是使熔融金属的行进方向朝横向或上方改变的部分。因此,弯曲部的温度变得比弯曲部以外的部分高。尤其是,浇口的正下方的弯曲部成为温度最高的部分。因此,在弯曲部易于产生裂缝。当裂缝伸展时会在裂缝处发生填塞(熔融金属进入的现象)。于是,凝固的金属粘附在弯曲部的内壁上。在该情况下,需要进行除去粘附的金属的维修作业和填平裂缝的维修作业。在维修作业过程中该铸造用模具不工作。因此,金属制品的产量减少。
5.本发明的目的在于解决上述技术问题。
6.本发明的方式是一种铸造用模具,其具有型腔、浇口和浇道,其中,所述型腔用于成型制品(模制产品);所述浇口和所述浇道用于将熔融金属引导至所述型腔,在所述浇道的位于所述浇口和所述型腔下方的部分形成有改变熔融金属的行进方向的弯曲部,所述铸造用模具具有罩部件,该罩部件覆盖所述弯曲部的内壁且连通比所述弯曲部靠上游侧的所述浇道和比所述弯曲部靠下游侧的所述浇道,且其热导率比模具基材低。
7.根据本发明,能够减少由于金属的粘附而造成的维修作业的次数。
8.根据参照附图对以下实施方式进行的说明,上述的目的、特征和优点应易于被理解。
附图说明
9.图1是表示镶件(insert)安装装置的整体结构的图。图2是表示从分离面侧观察到的定模(动模)的图。图3a~图3c是罩部件的主视图、左视图和俯视图。图4是表示从分离面侧观察到的罩收装部及其周边构造的图。
图5是表示沿图4的v-v(xy平面)剖切合模后的模具的罩部件周边的情况下的剖面的图。图6是表示间隙的间隔与熔融金属泄漏长度的关系的图。图7是表示在图5所示的剖面中罩部件偏移的状态的图。图8是表示沿图3a的viii-viii(xy平面)剖切罩部件的底部的情况下的剖面的图。图9是表示沿图4的ix-ix(xy平面)剖切合模后的模具的罩部件周边的情况下的剖面的图。图10是表示罩部件和手部件的图。图11是沿图10的xi-xi剖切罩部件和手部件的情况下的剖面的图。图12是表示沿图10的xii-xii剖切罩部件和手部件的情况下的剖面的图。图13是表示沿图10的xiii-xiii剖切罩部件和手部件的情况下的剖面的图。图14是将罩部件安装于罩收装部的一系列动作的流程图。图15a~图15c是不同于图3a~图3c的罩部件的其他方式的罩部件的主视图、左视图和俯视图。图16是表示不同于图5所示的实施方式的其他方式的剖面的图。图17是表示不同于图5所示的实施方式的其他方式的剖面的图。
具体实施方式
10.在以下说明中,使用x方向、y方向、z方向等方向。x方向和y方向彼此正交。x方向和y方向分别与水平方向平行。z方向与x方向及y方向正交。z方向与上下方向(铅垂方向)平行。设各方向的正向为 ,反向为-。
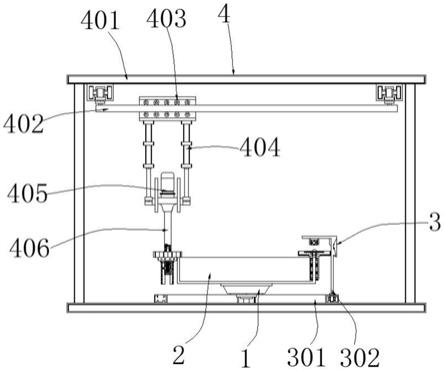
11.[1镶件安装装置10]使用图1来说明镶件安装装置10。镶件安装装置10使用机械手(robot)12将镶件安装于铸造用模具40。在本实施方式中,被安装于铸造用模具40的镶件是罩部件72。
[0012]
镶件安装装置10具有机械手12、控制器14和铸造机16。另外,在图1中,机械手12和铸造机16分离表示。但是,实际上,机械手12被设置在手部件24可到达铸造用模具40的位置。
[0013]
[2机械手12]机械手12是工业用机械手。机械手12具有机械手底座20、臂22和手部件(把持部)24。臂22被安装于机械手底座20上。臂22具有多个关节和多个连杆。手部件24被安装在臂22的顶端。在下述[11]中对手部件24进行说明。机械手12的动作由控制器14进行控制。
[0014]
[3控制器14]控制器14是具有输入装置、运算装置和存储装置(均未图示)的计算机。输入装置是人机接口。例如,运算装置是处理器。例如存储装置是ram和rom等存储器。控制器14通过预先进行的示教来存储机械手12的动作。机械手12的动作包含将镶件(罩部件72)安装于铸造用模具40的安装动作。控制器14响应于用户通过输入装置(未图示)进行的规定操作,使机械手12再现各种动作。
[0015]
[4铸造机16]铸造机16具有铸造底座26、固定盘28、可动盘30、压力缸支承部32、压力缸
(cylinder)34和铸造用模具40。铸造用模具40具有定模42和动模44。在铸造底座26上,例如从-x方向朝向 x方向,依次配置固定盘28、可动盘30和压力缸支承部32。固定盘28被固定在铸造底座26上。可动盘30能够沿设置于铸造底座26的导向件(未图示)向-x方向或 x方向移动。铸造用模具40被配置在固定盘28与可动盘30之间。定模42能够安装在固定盘28的面向 x方向的表面上,并且能够拆下。动模44能够安装在可动盘30的面向-x方向的表面上,并且能够拆下。压力缸支承部32被固定在铸造底座26上。在压力缸支承部32的面向 x方向的表面上固定有压力缸34的压力缸筒36。在压力缸支承部32形成有沿x方向贯穿的孔(未图示)。活塞杆38贯插在该孔中。活塞杆38的-x方向的端部被固定于可动盘30的面向 x方向的表面上。活塞杆38的 x方向的端部(未图示)被固定于活塞(未图示)。活塞能够在压力缸筒36内沿x方向滑动。
[0016]
当向压力缸筒36的第1流体腔(未图示)供给流体时,活塞被向-x方向按压。于是,活塞杆38和可动盘30向-x方向移动,铸造用模具40进行合模。当向压力缸筒36的第2流体腔(未图示)供给流体时,活塞被向 x方向按压。于是,活塞杆38和可动盘30向 x方向移动,铸造用模具40进行开模。
[0017]
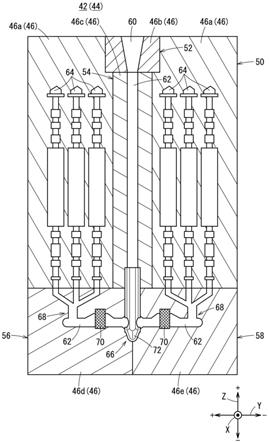
[5铸造用模具40]使用图2来说明铸造用模具40。如上所述,铸造用模具40具有定模42和动模44。在铸造用模具40被合模的状态下,定模42和动模44相对于模具配合面(分离面46)对称。因此,下面对定模42进行说明,省略对动模44的说明。另外,在将以下的说明替换为对动模44的说明的情况下,图2的 y方向和-y方向反转。
[0018]
定模42具有第1模具50、第2模具52、第3模具54、第4模具56和第5模具58。各模具例如由铜形成。第1模具50是定模42的主体(模具主体)。第1模具50具有第1分离面46a。第1分离面46a是分离面46的一部分。第1模具50还具有从第1分离面46a向-x方向凹进的安装面(未图示)。第2模具52~第5模具58是用螺栓等安装在第1模具50的安装面(未图示)上的零部件(局部模具)。第2模具52具有第2分离面46b。第3模具54具有第3分离面46c。第4模具56具有第4分离面46d。第5模具58具有第5分离面46e。第2分离面46b~第5分离面46e是分离面46的一部分。在第2模具52~第5模具58被安装于第1模具50的状态下,第1分离面46a~第5分离面46e共面。这样通过第1分离面46a~第5分离面46e形成定模42的分离面46。
[0019]
第1模具50具有2个第1分离面46a。一方的第1分离面46a和另一方的第1分离面46a在 y方向上分离。第2模具52位于定模42的上部中央。第2分离面46b位于一方的第1分离面46a与另一方的第1分离面46a之间。第2模具52具有朝向-z方向的下表面。第3模具54抵接于第2模具52的下表面。第3分离面46c位于第2分离面46b的正下方。另外,第3分离面46c位于一方的第1分离面46a与另一方的第1分离面46a之间。第4模具56位于定模42的下部。第4分离面46d位于一方的第1分离面46a的正下方。另外,第4分离面46d位于第3分离面46c的正下方。第5模具58位于定模42的下部。第5分离面46e位于另一方的第1分离面46a的正下方。另外,第5分离面46e位于第3分离面46c的正下方。第4模具56在z方向上的位置(高度位置)和第5模具58在z方向上的位置(高度位置)相同。第3模具54、第4模具56和第5模具58形成后述的浇道62。第3模具54、第4模具56和第5模具58沿熔融金属的流动方向排列。
[0020]
定模42具有浇口60的半部分、浇道62(相当于直浇口、流道和入口)的半部分和型腔64的半部分。各半部分从分离面46向-x方向凹进。通过铸造用模具40的合模,各半部分合
在一起。据此,形成浇口60、浇道62和型腔64。
[0021]
浇口60形成于第2模具52。浇口60朝向 z方向(上方)开口。浇口60是随着靠向-z方向(下方)而缩径的锥形形状。
[0022]
型腔64形成于第1模具50。在图2中示出6个型腔64。例如,通过型腔64来成型车辆的凸轮轴或者平衡器轴。在一方的第1分离面46a上形成3个型腔64。在另一方的第1分离面46a也形成3个型腔64。
[0023]
浇道62横跨第3模具54、第4模具56和第5模具58而形成。浇道62形成有第1弯曲部66和2个第2弯曲部68。第1弯曲部66和2个第2弯曲部68位于浇口60和型腔64的下方。浇道62从浇口60向下方(-z方向)延伸,在第1弯曲部66向横向(
±
y方向)分支。浇道62从第1弯曲部66向 y方向延伸,在 y方向侧的第2弯曲部68向上方( z方向)弯曲。浇道62从第2弯曲部68向上方延伸,分支成3个分支。3个浇道62直接连接于在一方的第1分离面46a上形成的3个型腔64的下端部分。另外,浇道62从第1弯曲部66向-y方向延伸,在第2弯曲部68向上方( z方向)弯曲。浇道62从第2弯曲部68向上方延伸,分支成3个分支。3个浇道62直接连接于在另一方的第1分离面46a上形成的3个型腔64的下端部分。
[0024]
从浇口60供给的熔融金属在浇道62中向下方(-z方向)流动。熔融金属的行进方向在第1弯曲部66改变为横向(
±
y方向)。并且,熔融金属在浇道62中沿横向(
±
y方向)流动,通过过滤器70。熔融金属的行进方向在第2弯曲部68改变为上方( z方向)。熔融金属向上方( z方向)流入各型腔64。
[0025]
浇道62比浇道62以外的部分易于劣化。在本实施方式中,在浇道62劣化的情况下,更换第3模具54~第5模具58。另一方面,继续使用第1模具50和第2模具52。并且,浇道62以第1弯曲部66为中心横跨第3模具54~第5模具58而被分割为3部分。因此,定模42中产生的上下方向的应力和横向上的应力减小。
[0026]
[6罩部件72]在第1弯曲部66的内侧安装罩部件72。罩部件72是镶件。罩部件72覆盖第1弯曲部66的内壁和第1弯曲部66周边的浇道62的内壁。另外,罩部件72连通位于比第1弯曲部66靠上游侧的浇道62和位于比第1弯曲部66靠下游侧的浇道62。罩部件72由热导率比定模42的部件(模具基材)低的材料形成。例如,在由铸造用模具40铸造铁类部件的情况下,罩部件72由冷轧钢板(spcc)等铁类合金构成。在罩部件72和熔融金属双方均为铁类合金的情况下,罩部件72能够与铸造后从制品部(第1模具50)分离的方案部(第3模具54、第4模具56和第5模具58)一起,再次熔融来再利用。
[0027]
使用图3a~图3c来说明罩部件72。罩部件72通过1张板状的钢板形成。对钢板实施剪切加工、拉伸加工和弯曲加工。钢板的第1端部和钢板的第2端部被相互接合。据此,钢板形成为具有轴线a的有底筒状。如图3c所示,若忽视后述的侧壁凸缘82,则从 z方向观察到的罩部件72的外周形状为大致正六边形。
[0028]
罩部件72具有主体部74和底部76。主体部74为筒状。主体部74的轴线a沿上下方向(z方向)延伸。底部76从主体部74的下端向下方延伸。底部76的xy平面的剖面面积随着靠向下方而变小。在主体部74的上端形成有上孔78。上孔78在上方开口。在位于底部76上方的主体部74的侧壁上形成有2个横孔80。2个横孔80在横向( y方向和-y方向)上开口。上孔78是形成在罩部件72上的流路的入口。2个横孔80是形成在罩部件72上的流路的出口。上孔78直
接连接于比罩部件72靠上游侧的浇道62(第3模具54的浇道62)。一方的横孔80直接连接于比罩部件72靠下游侧的浇道62(第4模具56的浇道62)。另一方的横孔80直接连接于比罩部件72靠下游侧的浇道62(第5模具58的浇道62)。上孔78的内径(和形成在罩部件72上的流路的内径)在罩部件72的上游侧的浇道62(第3模具54的浇道62)的内径以上。优选为各内径相同。
[0029]
另外,罩部件72具有凸缘。具体而言,罩部件72的主体部74在y方向上的两侧的侧壁上分别具有侧壁凸缘82。各个侧壁凸缘82从上孔78朝向横孔80沿上下方向(z方向)延伸。各个侧壁凸缘82从罩部件72的外壁向外侧突出。各个侧壁凸缘82与yz平面平行。一方的侧壁凸缘82相对于另一方的侧壁凸缘82以轴线a为中心偏移180度。另外,在底部76的外壁上形成有底部凸缘84。底部凸缘84从2个横孔80向底部76的下端延伸。向 y方向突出的侧壁凸缘82是通过钢板的大致中心部弯折而形成的弯曲部。向-y方向突出的侧壁凸缘82是通过钢板的第1端部和钢板的第2端部彼此抵接而形成的抵接部。在抵接部,钢板的第1端部和钢板的第2端部彼此接合。另一方面,底部凸缘84包括弯曲部和抵接部。
[0030]
[7罩收装部90]使用图4和图5来说明罩收装部90。图4表示没有安装图2所示的罩部件72和过滤器70的定模42的一部分。在浇道62的从第1弯曲部66到其上游侧( z方向)的规定范围为止的部分形成罩收装部90。罩收装部90收装罩部件72(图2)。罩收装部90与相邻于罩收装部90的浇道62相比较,更大范围地凹进。罩收装部90的内径比位于罩收装部90的上游侧的浇道62的内径大。
[0031]
罩收装部90横跨第3模具54、第4模具56和第5模具58而形成。因此,罩收装部90包含2个模具彼此抵接的抵接部。具体而言,罩收装部90包括第1抵接部92、第2抵接部94和第3抵接部96。在第1抵接部92,第3模具54和第4模具56抵接。在第2抵接部94,第3模具54和第5模具58抵接。在第3抵接部96,第4模具56和第5模具58抵接。
[0032]
在罩收装部90的与分离面46(第3分离面46c、第4分离面46d、第5分离面46e)相邻的边缘部形成有凸缘收装槽100。在本实施方式中,横跨第3模具54和第4模具56而形成用于收装向 y方向突出的侧壁凸缘82的凸缘收装槽100。另外,横跨第3模具54和第5模具58而形成用于收装向-y方向突出的侧壁凸缘82的凸缘收装槽100。另外,横跨第4模具56和第5模具58而形成用于收装底部凸缘84的凸缘收装槽100。
[0033]
如图5所示,罩收装部90的内周形状与罩部件72的外周形状相似。在本实施方式的情况下,若忽视凸缘收装槽100,则罩收装部90的内周形状为大致正六边形。罩收装部90的尺寸比热膨胀后的罩部件72的尺寸大。据此,热膨胀后的罩部件72不会比罩收装部90大。另外,在冷锻时,在罩部件72的外壁与罩收装部90的内壁之间形成间隙98。
[0034]
在罩部件72被安装于罩收装部90之后,当铸造用模具40被合模时,侧壁凸缘82和底部凸缘84被收装在凸缘收装槽100中。优选为,侧壁凸缘82抵接于定模42的凸缘收装槽100的底面100a和动模44的凸缘收装槽100的底面100a。
[0035]
[8罩部件72与罩收装部90的间隙98]使用图5~图7来说明间隙98的间隔d1。当形成间隙98时,在罩部件72的周围形成空气层。即,间隙98具有隔热功能。但是,若间隙98的间隔d1过大,则有熔融金属浸入间隙98的担忧。在最坏的情况下,熔融金属浸入抵接部(第1抵接部92、第2抵接部94、第3抵接部
96)。在该情况下,发生以下不良情况。
[0036]
当熔融金属冷却而凝固时,由型腔64成型的金属制品、残留在浇道62中的残留金属和罩部件72成为一体。因此,在金属制品脱模时,残留金属和罩部件72同金属制品一起被从模具取出。当熔融金属浸入抵接部时,在罩部件72的周围产生毛刺。因此,金属制品难以脱模。当为了脱模而用推销等推压金属制品时,有发生模具制品损伤或者金属制品变形的担忧。为了防止这种不良情况,要求间隙98具有防止熔融金属浸入的功能。
[0037]
因此,本发明者们对间隙98的合适的间隔d1进行了研究。在研究过程中,本发明者们测定了从罩部件72的上端漏到间隙98中的熔融金属的量。具体而言,本发明者们测定了从罩部件72的上端向下方(-z方向)延伸的熔融金属泄漏长度。另外,本发明者们将能够允许的熔融金属泄漏长度的阈值设定为60[mm]。图6表示测定结果。另外,图6所示的间隔d1被舍去小数点第3位。
[0038]
如图6所示,在冷锻时的间隙98的间隔d1为0.54[mm]以下的情况下,熔融金属泄漏长度比阈值小。在冷锻时的间隙98的间隔d1在0.55[mm]以上的情况下,熔融金属泄漏长度比阈值大。根据该测定结果可知,在冷锻时的间隙98的间隔d1在0.54[mm]以下的情况下,浸入间隙98的熔融金属为能够允许的等级。另外,在冷锻时的间隙98的间隔d1大于0[mm]的情况下,在罩部件72的周围形成空气层。因此,能够期待具有隔热效果。但是,即使间隔d1为0[mm],由于如前述那样,罩部件72由热导率低的材料形成,因此,也能够期待具有某种程度的隔热效果。根据以上研究,本发明者们得到以下结论。通过使冷锻时的间隙98的间隔d1在0[mm]以上且0.54[mm]以下,能够同时实现隔热功能和防止熔融金属浸入的功能。本发明者们已确认该数值范围能够适用于构造和尺寸不同的多种铸造用模具40。
[0039]
如图7所示,在罩收装部90内,罩部件72可能向y方向偏移。在本实施方式中,罩部件72的外周形状和罩收装部90的内周形状为大致正六边形。在该情况下,为了使所有间隙98的间隔d1均在0.54[mm]以下,需要考虑y方向的偏移。优选为,以在如图7所示罩部件72最向-y方向(或者 y方向)偏移的状态下,最宽的间隙98的间隔d1在0.54[mm]以下的方式,来设计罩部件72和罩收装部90的尺寸。
[0040]
[9凸缘的间隙102]如图8所示,在底部凸缘84的顶端部,在钢板的第1端部与钢板的第2端部之间形成间隙102。若该间隙102的间隔d2过大,则有从底部凸缘84产生允许程度以上的熔融金属泄漏的担忧。因此,间隙102也有合适的间隔d2。
[0041]
本发明者们为了判定间隙102的合适的间隔d2而按间隙102的每一间隔d2确认了熔融金属泄漏的状态。其结果,本发明者们得到以下结论。在冷锻时的间隙102的间隔d2在0.3[mm]以下的情况下,能够防止从底部凸缘84的熔融金属泄漏。另外,该结论也适用于侧壁凸缘82。
[0042]
[10吸附罩部件72的磁铁104]如图9所示,在定模42和动模44中的任一方的罩收装部90埋设耐热性的磁铁104。磁铁104吸附罩部件72。在本实施方式中,磁铁104被分别埋设于定模42的第4模具56和定模42的第5模具58。第4模具56的磁铁104和第5模具58的磁铁104关于通过轴线a的x z平面被设置在对称位置。另外,在定模42没有被分割为第4模具56和第5模具58而是一体形成的情况下,磁铁104也可以是1个。
[0043]
[11机械手12的手部件24]使用图10~图13来说明机械手12(图1)所具有的手部件24。在以下说明中,使用l方向、m方向和n方向等方向。l方向和m方向彼此正交。n方向与l方向及m方向正交。设各方向的正向为 ,反向为-。
[0044]
手部件24能够在设备的规定位置把持罩部件72。手部件24具有手部件主体110、一组可动部112、上侧保持部114和下侧保持部116。
[0045]
手部件主体110被安装在臂22(图1)的顶端部。手部件主体110支承一组可动部112、上侧保持部114和下侧保持部116。一组可动部112、上侧保持部114和下侧保持部116从手部件主体110向 l方向突出。上侧保持部114位于一组可动部112的 m方向。下侧保持部116位于一组可动部112的-m方向。
[0046]
如图11所示,第1可动部112被配置在第2可动部112的 n方向。在各可动部112的 l方向的顶端形成保持爪118。第1可动部112和第2可动部112能够相互靠近。图11所示的箭头p表示第1可动部112和第2可动部112彼此靠近时的动作方向。第1可动部112和第2可动部112能够彼此远离。图11所示的箭头q表示第1可动部112和第2可动部112彼此远离时的动作方向。第1可动部112的保持爪118和第2可动部112的保持爪118向彼此靠近的方向突出。一组可动部112能够响应于电机等的动作而向
±
n方向进行动作。一组可动部112向彼此靠近的方向(箭头p)进行动作。并且,一组可动部112通过将保持爪118插入罩部件72的横孔80来把持罩部件72。另外,一组可动部112向彼此远离的方向(箭头q)进行动作。并且,一组可动部112通过将保持爪118从罩部件72的横孔80拔出来放开罩部件72。
[0047]
在罩部件72被安装于罩收装部90时,罩部件72向-x方向移动而靠近罩收装部90。此时,被插入横孔80的保持爪118分别位于浇道62的正面。因此,即使罩部件72靠近罩收装部90,各个保持爪118与分离面46接触的可能性也低。这样,根据本实施方式,能够使罩部件72更接近罩收装部90的内壁。另外,根据本实施方式,在将罩部件72安装于罩收装部90之后,保持爪118与分离面46接触的可能性低。
[0048]
如图12所示,在上侧保持部114的 l方向的顶端形成有上侧抵接部120。上侧抵接部120抵接于罩部件72的主体部74。根据该结构,在一组可动部112把持罩部件72时,防止罩部件72晃动。
[0049]
如图13所示,在下侧保持部116的 l方向的顶端形成有下侧抵接部122。在ln平面中,下侧抵接部122的形状与罩部件72的底部76的外周形状的一部分一致。下侧抵接部122的直径与罩部件72的底部76同样,随着从上方( m方向)靠向下方(-m方向)而变小。下侧抵接部122抵接于罩部件72的底部76。下侧抵接部122在一组可动部112把持罩部件72时防止罩部件72晃动。另外,下侧抵接部122在一组可动部112把持罩部件72时防止罩部件72向下方偏移。
[0050]
[12罩部件72向罩收装部90的安装动作]使用图14来说明机械手12将罩部件72安装于定模42的罩收装部90的一系列动作步骤。以下的一系列动作通过控制器14控制机械手12的动作来进行。
[0051]
在步骤s1中,机械手12使手部件24移动到供给罩部件72的规定位置,用手部件24把持罩部件72。此时,机械手12使一组可动部112如图11的箭头p所示的那样进行动作,将保持爪118插入罩部件72的横孔80。
[0052]
在步骤s2中,机械手12一边用手部件24把持罩部件72一边将其输送到定模42的对面位置。定模42的分离面46与上下方向(z方向)平行。机械手12使罩部件72靠近罩收装部90。此时,机械手12使罩部件72的上孔78朝向上方向( z方向)。另外,机械手12使罩部件72的轴线a与上下方向(z方向)平行。
[0053]
在步骤s3中,机械手12进行罩部件72相对于罩收装部90的位置对准。此时,机械手12在罩部件72与罩收装部90之间确保规定的余隙(clearance)。另外,机械手12也可以根据检测罩部件72与罩收装部90之间的距离的传感器的检测值来进行位置对准。另外,机械手12也可以使用摄像头来进行位置对准。
[0054]
在步骤s4中,机械手12放开罩部件72,通过磁铁104的磁力使罩部件72吸附于罩收装部90。此时,机械手12使一组可动部112如图11的箭头q所示的那样进行动作,将保持爪118从罩部件72的横孔80拨出。由于在罩部件72与罩收装部90之间确保规定的余隙,因此罩部件72不会落下而是被吸附于罩收装部90。
[0055]
另外,在将罩部件72安装于罩收装部90之前或者之后,机械手12在定模42上安装过滤器70。在机械手12安装了罩部件72和过滤器70之后,铸造机16使铸造用模具40合模。
[0056]
[13其他实施方式]罩部件72的外周形状也可以是大致正六边形以外的其他多边形状。例如,如图15a~图15c所示,罩部件72的外周形状也可以是圆形。在图15a~图15c所示的罩部件72中,对与图3a~图3c所示的罩部件72相同的结构标注相同的附图标记。外周形状为圆形的罩部件72具有相当于抵接部的向-y方向突出的侧壁凸缘82。另外,底部76通过拉伸加工而形成。
[0057]
在上述实施方式中,罩收装部90的内周形状与罩部件72的外周形状相似。作为替代,罩收装部90的内周形状和罩部件72的外周形状也可以不相似。例如,如图16所示,罩部件72的外周形状是大致正六边形,罩收装部90的内周形状也可以是在x方向上长的六边形。在图16所示的实施方式中,罩收装部90的直径w1比直径w2和直径w3长。
[0058]
另外,也可以为,罩部件72的外周形状为其他多边形,罩收装部90的内周形状是在x方向上长的多边形。
[0059]
另外,如图17所示,也可以为,罩部件72的外周形状为大致圆形,罩收装部90的内周形状是长圆(包括椭圆)。长圆的短径b也可以与分离面46(模具配合面)正交。长圆的长径a也可以与分离面46(模具配合面)平行。例如,在罩收装部90的内壁与罩部件72的外壁之间形成间隙130。优选为,间隙130的间隔d1的最大值在0[mm]以上且0.54[mm]以下。
[0060]
在上述实施方式中,在第1弯曲部66安装罩部件72。也可以除了第1弯曲部66以外,还在第2弯曲部68上安装与其形状对应的罩部件72。
[0061]
在上述实施方式中,浇道62在第1弯曲部66向 y方向和-y方向分支。作为替代,浇道62也可以不分支而仅向一方向弯曲。
[0062]
在上述实施方式中,侧壁凸缘82通过钢板的两端部相接合而形成。作为替代,侧壁凸缘82也可以通过钢板的两端部紧贴而形成。例如,也可以使钢板的两端部通过被定模42的凸缘收装槽100的底面100a和动模44的凸缘收装槽100的底面100a夹紧而彼此紧贴。
[0063]
在上述实施方式中,罩部件72由1张钢板形成。作为替代,罩部件72也可以由2张钢板形成。例如,也可以为向 x方向凹进的钢板和向-x方向凹进的钢板相接合。
[0064]
[14根据实施方式能得到的技术思想]
下面记载根据上述实施方式能掌握的技术思想。
[0065]
本发明的方式是一种铸造用模具40,其具有型腔64、浇口60和浇道62,其中,所述型腔64用于成型制品;所述浇口60和所述浇道62用于将熔融金属引导至所述型腔64,在所述浇道62的位于所述浇口60和所述型腔64下方的部分形成有改变熔融金属的行进方向的弯曲部(第1弯曲部66、第2弯曲部68),所述铸造用模具40具有罩部件72,该罩部件72覆盖所述弯曲部的内壁且连通比所述弯曲部靠上游侧的所述浇道62和比所述弯曲部靠下游侧的所述浇道62,且其热导率比模具基材低。
[0066]
在上述结构中,在浇道62的熔融金属易于停滞的弯曲部(第1弯曲部66、第2弯曲部68)的内部设置有罩部件72。罩部件72的热导率比铸造用模具40的热导率低。根据上述结构,罩部件72抑制弯曲部的温度上升和膨胀。因此,罩部件72能够抑制在弯曲部产生裂缝。另外,罩部件72能够抑制裂缝伸展。其结果,能够减少由于金属的粘附而造成的维修作业的次数。另外,铸造用模具40的寿命延长。另外,根据上述结构,没有在浇道62设置覆盖浇道62整体的保护部件,而仅在弯曲部设置罩部件72。因此,抑制用于保护模具的成本。另外,也易于更换罩部件72。
[0067]
在上述方式中,也可以为:所述浇道62从所述浇口60向下方延伸且在所述弯曲部(第1弯曲部66)向横向弯曲,所述罩部件72是轴线a沿上下方向延伸的有底筒状,在其上端具有向上方开口的上孔78,在其侧壁具有向横向开口的横孔80。
[0068]
在上述结构中,在位于浇口60的下方的第1弯曲部66设置有罩部件72。第1弯曲部66是从浇口60注入的熔融金属最先停滞的部分。根据上述结构,在最易产生裂缝的第1弯曲部66设置罩部件72。因此,铸造用模具40不易损伤。其结果,铸造用模具40的维修次数减少。另外,铸造用模具40的寿命延长。
[0069]
在上述方式中,也可以为:在所述浇道62中,从所述弯曲部(第1弯曲部66、第2弯曲部68)到其上游侧的规定范围内形成有罩收装部90,该罩收装部90用于收装所述罩部件72,所述罩收装部90的内径比位于比所述规定范围靠上游侧的所述浇道62的内径大,所述罩部件72的内径在位于比所述规定范围靠上游侧的所述浇道62的内径以上。
[0070]
在上述结构中,罩收装部90的内径比规定范围的上游侧的浇道62的内径大。因此,在将罩部件72安装于模具(定模42或者动模44)时,易于对罩部件72进行定位。另外,在上述结构中,罩部件72的内径在规定范围的上游侧的浇道62的内径以上。因此,罩部件72不会妨碍熔融金属的流动。
[0071]
在上述方式中,也可以为:具有模具主体(第1模具50)和多个局部模具(第2模具52~第5模具58),多个所述局部模具被安装于所述模具主体,所述浇道62通过沿熔融金属的流动方向排列多个所述局部模具而形成,所述罩收装部90横跨多个所述局部模具(第3模具54~第5模具58)而形成。
[0072]
在上述结构中,罩收装部90横跨多个局部模具(第3模具54~第5模具58)而形成。根据上述结构,罩部件72覆盖罩收装部90所包含的局部模具彼此的抵接部(第1抵接部92~第3抵接部96)。因此,罩部件72抑制熔融金属浸入抵接部。若熔融金属浸入局部模具彼此的抵接部,则难以将局部模具彼此分离。另外,会产生毛刺。通过抑制熔融金属浸入抵接部,易于将局部模具彼此分离。另外,去除毛刺的工时减少。
[0073]
在上述方式中,也可以为:所述浇道62从所述浇口60向下方延伸到第1弯曲部66且在所述第1弯曲部66向横向弯曲,并从所述第1弯曲部66向横向延伸到第2弯曲部68,且在所述第2弯曲部68向上方弯曲,并从所述第2弯曲部68向上方延伸到所述型腔64,所述罩部件72被设置于所述第1弯曲部66和所述第2弯曲部68中的至少一方。
[0074]
另外,本发明所涉及的铸造用模具并不限定于前述的实施方式,在没有脱离本发明的主旨的范围内能够采用各种结构。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。