1.本发明涉及机顶盒加工技术领域,具体为一种机顶盒加工用具有往复处理结构的去毛刺装置。
背景技术:
2.机顶盒的壳体主要是由底板和壳盖组成,底板上安置电路板块,而壳盖则是倒扣在底板上用于保护电路板块,其中壳盖多使用金属材质,但在加工过程中会因车削、铣削工序产生毛刺,故而需要去毛刺装置对壳盖表面的毛刺进行消除。
3.现有的去毛刺装置多使用人工操控去毛刺装置对壳盖进行研磨,但同时只能研磨一个面上的毛刺,且该方式在长时间作业后容易导致人体疲惫,且工作效率不高。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种机顶盒加工用具有往复处理结构的去毛刺装置,解决了上述背景技术中提出现有的去毛刺装置多使用人工操控去毛刺装置对壳盖进行研磨,但同时只能研磨一个面上的毛刺,且该方式在长时间作业后容易导致人体疲惫,且工作效率不高的问题。
5.为实现以上目的,本发明通过以下技术方案予以实现:一种机顶盒加工用具有往复处理结构的去毛刺装置,包括吸盘座和毛刺研磨组件,所述吸盘座的表面吸附有壳盖,且壳盖的外部右侧设置有毛刺检测组件,所述毛刺研磨组件设置于壳盖的上方,所述毛刺研磨组件包括顶板、纵向电动滑杆、横向滑车、电动升降杆、电机、转轴、侧面砂轮、滚珠轴承、电动压杆、短通孔、长推杆、内环、长通孔、短推杆和外环,所述顶板的底部滑动连接有纵向电动滑杆,且纵向电动滑杆的外部滑动连接有横向滑车,所述横向滑车的底部设置有电动升降杆,且电动升降杆的底部连接有电机,所述电机的底部连接有转轴,且转轴的外壁连接有侧面砂轮,所述侧面砂轮的底部转动连接有滚珠轴承,所述转轴的内部设置有电动压杆,且转轴的底部表面开设有短通孔,所述短通孔的内部设置有长推杆,且长推杆的外端连接有内环,所述转轴的底部表面还开设有长通孔,且长通孔的内部设置有短推杆,所述短推杆的外端设置有外环。
6.可选的,所述长通孔与短通孔之间关于转轴的表面呈上下错位分布,且长通孔、短通孔与转轴的内部相连通。
7.可选的,所述外环与内环之间关于转轴的表面呈水平错位分布,且外环的两端侧面与内环的两端侧面相适配。
8.可选的,所述转轴内部注入有水体,且短推杆、长推杆通过水体与电动压杆构成传动连接。
9.可选的,所述毛刺研磨组件还包括弹性胶套、松紧带和卡件,所述滚珠轴承的底部设置有弹性胶套,且弹性胶套的底部嵌入有松紧带,所述内环、外环的顶部均设置有卡件。
10.可选的,所述卡件通过松紧带与弹性胶套卡合连接,且弹性胶套的表面积始终大
于所述内环、外环与转轴之间的间隙面积。
11.可选的,所述毛刺检测组件包括滑轨、滑轮杆、摄像头、游标尺、横向标尺、第一弹簧杆、游标指针和纵向滚轴,所述滑轨的内部滑动连接有滑轮杆,且滑轮杆的顶部设置有摄像头,所述摄像头的下方设置有游标尺,且游标尺的正面设置有横向标尺,所述游标尺的底部两侧设置有第一弹簧杆,且第一弹簧杆的相对端连接有游标指针,所述游标指针的底部设置有纵向滚轴。
12.可选的,所述纵向滚轴与壳盖的两侧相贴合,且纵向滚轴贴合壳盖一侧的表面竖直线与游标指针的针尖部位的竖直线相重合。
13.可选的,所述毛刺检测组件还包括纵向标尺、第二弹簧杆、横向滚轴和纵向指针,所述游标尺的背面中部设置有纵向标尺,且纵向标尺的两侧设置有第二弹簧杆,所述第二弹簧杆的底部连接有横向滚轴,且横向滚轴的顶部设置有纵向指针。
14.可选的,所述横向滚轴通过第二弹簧杆与游标尺弹性连接,且横向滚轴的下表面与壳盖顶面相贴合。
15.本发明提供了一种机顶盒加工用具有往复处理结构的去毛刺装置,具备以下有益效果:
16.滑轨形状与壳盖形状相一致,使得横向滚轴、纵向滚轴贴于壳盖表面循环滚动,侧面砂轮与外环、内环所组成的圆环通过纵向电动滑杆、横向滑车也贴于壳盖表面循环滑动,从而实现往复去毛刺,该设置通过往复检测和研磨有利于提高毛刺消除精细度,直至壳盖厚度达到预设值,避免毛刺残留。
17.1.该机顶盒加工用具有往复处理结构的去毛刺装置,侧面砂轮进而单独使用对壳盖顶面的毛刺进行研磨消除,同时外环与内环可伸出拼呈一个完整的圆环,该圆环直径大于滚珠轴承的直径,但小于侧面砂轮的直径,从而圆环表面可贴于壳盖侧面与侧面砂轮一起通过纵向电动滑杆、横向滑车水平滑动对壳盖的两个面上的毛刺进行消除,从而有利于降低人工负担的同时提高工作效率。
18.2.该机顶盒加工用具有往复处理结构的去毛刺装置,侧面砂轮单独作业时,外环与内环交错收缩,使得外环与转轴之间的间距小于滚珠轴承的半径,且不论外环与内环处于何种状态,弹性胶套通过松紧带与卡件也就是与外环、内环卡合连接,使得弹性胶套随卡件的扩展收缩而同步扩展收缩,有利于遮蔽卡件与转轴之间的间隙,避免研磨产生的碎屑落于间隙中影响到外环、内环的收缩。
19.3.该机顶盒加工用具有往复处理结构的去毛刺装置,纵向滚轴贴于壳盖两侧并沿壳盖两侧进行滑动,同理横向滚轴于壳盖顶面滚动,纵向滚轴之间的间距可以因毛刺凸出而扩大,横向滚轴因毛刺而上抬,导致游标指针之间的间距随之扩大,而纵向指针也上升,并通过横向标尺、纵向标尺体现出来,从而有利于确定待研磨位置的同时可推导出可研磨的厚度,避免过度研磨影响壳盖厚度。
20.4.该机顶盒加工用具有往复处理结构的去毛刺装置,横向滚轴、纵向滚轴通过滑轮杆沿滑轨内部滑动,而滑轨形状与壳盖形状相一致,使得横向滚轴、纵向滚轴贴于壳盖表面循环滚动,从而实现对壳盖的往复检测,而侧面砂轮与圆环则可以根据每次的检测结果对壳盖实现往复研磨,直至毛刺消除,通过往复检测和研磨可提高毛刺消除的精细度,避免毛刺残留。
附图说明
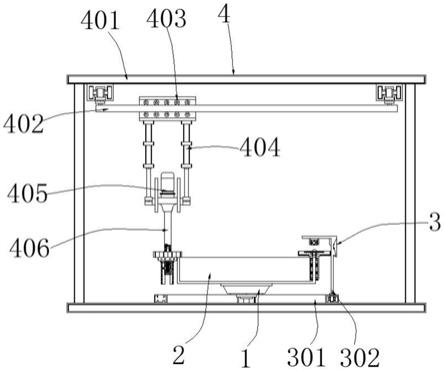
21.图1为本发明整体结构示意图;
22.图2为本发明游标尺正面结构示意图;
23.图3为本发明图2中a处放大结构示意图;
24.图4为本发明游标尺背面结构示意图;
25.图5为本发明图4中b处放大结构示意图;
26.图6为本发明转轴内部结构示意图;
27.图7为本发明侧面砂轮立体结构示意图;
28.图8为本发明内环与外环收缩结构示意图;
29.图9为本发明内环与外环扩展结构示意图;
30.图10为本发明图6中c处放大结构示意图。
31.图中:1、吸盘座;2、壳盖;3、毛刺检测组件;301、滑轨;302、滑轮杆;303、摄像头;304、游标尺;305、横向标尺;306、第一弹簧杆;307、游标指针;308、纵向滚轴;309、纵向标尺;310、第二弹簧杆;311、横向滚轴;312、纵向指针;4、毛刺研磨组件;401、顶板;402、纵向电动滑杆;403、横向滑车;404、电动升降杆;405、电机;406、转轴;407、侧面砂轮;408、滚珠轴承;409、电动压杆;410、短通孔;411、长推杆;412、内环;413、长通孔;414、短推杆;415、外环;416、弹性胶套;417、松紧带;418、卡件。
具体实施方式
32.如图1、图6-9所示,本发明提供一种技术方案:一种机顶盒加工用具有往复处理结构的去毛刺装置,包括吸盘座1和毛刺研磨组件4,吸盘座1的表面吸附有壳盖2,且壳盖2的外部右侧设置有毛刺检测组件3,毛刺研磨组件4设置于壳盖2的上方,毛刺研磨组件4包括顶板401、纵向电动滑杆402、横向滑车403、电动升降杆404、电机405、转轴406、侧面砂轮407、滚珠轴承408、电动压杆409、短通孔410、长推杆411、内环412、长通孔413、短推杆414和外环415,顶板401的底部滑动连接有纵向电动滑杆402,且纵向电动滑杆402的外部滑动连接有横向滑车403,横向滑车403的底部设置有电动升降杆404,且电动升降杆404的底部连接有电机405,电机405的底部连接有转轴406,且转轴406的外壁连接有侧面砂轮407,侧面砂轮407的底部转动连接有滚珠轴承408,转轴406的内部设置有电动压杆409,且转轴406的底部表面开设有短通孔410,短通孔410的内部设置有长推杆411,且长推杆411的外端连接有内环412,转轴406的底部表面还开设有长通孔413,且长通孔413的内部设置有短推杆414,短推杆414的外端设置有外环415,长通孔413与短通孔410之间关于转轴406的表面呈上下错位分布,且长通孔413、短通孔410与转轴406的内部相连通,外环415与内环412之间关于转轴406的表面呈水平错位分布,且外环415的两端侧面与内环412的两端侧面相适配,转轴406内部注入有水体,且短推杆414、长推杆411通过水体与电动压杆409构成传动连接;
33.具体操作如下,只需要对壳盖2顶面毛刺进行消除时,电机405带动转轴406使得侧面砂轮407转动,再通过电动升降杆404使得侧面砂轮407下降贴于壳盖2顶面,此时滚珠轴承408表面的滚珠贴于壳盖2侧面,当侧面砂轮407转动时滚珠轴承408也转动但通过其表面的滚珠可避免对壳盖2侧面造成摩擦,接着再通过横向滑车403带动侧面砂轮407沿纵向电动滑杆402表面横向滑动,而纵向电动滑杆402可沿顶板401内部纵向滑动,使得侧面砂轮
407可以水平移动从而始终贴于壳盖2顶面进行循环滑动,从而实现对壳盖2顶面毛刺的研磨消除,当需要同时对壳盖2顶面于侧面的毛刺进行消除时,侧面砂轮407保持转动的同时电动压杆409于转轴406内部下压液体,使得液体推动长推杆411、短推杆414沿短通孔410、长通孔413内部伸出,长推杆411、短推杆414完全伸出后外环415、内环412是处于同一水平面且处于同一弧度内,外环415、内环412相互贴合形成一个完整的圆环,该圆环直径大于滚珠轴承408的直径,但小于侧面砂轮407的直径,该圆环贴于壳盖2侧面转动并滑动从而实现对壳盖2侧面的研磨,侧面砂轮407和圆环随横向滑车403、纵向电动滑杆402围绕壳盖2进行贴面循环滑动,从而实现往复去毛刺,直至壳盖2表面毛刺消除至到达预设值,此时即表明毛刺已被消除,而在侧面砂轮407单独运作时,外环415、内环412呈内外交错分布在转轴406外围,且此时使得外环415与转轴406之间的间距小于滚珠轴承408的半径。
34.如图1、图6、图10所示,毛刺研磨组件4还包括弹性胶套416、松紧带417和卡件418,滚珠轴承408的底部设置有弹性胶套416,且弹性胶套416的底部嵌入有松紧带417,内环412、外环415的顶部均设置有卡件418,卡件418通过松紧带417与弹性胶套416卡合连接,且弹性胶套416的表面积始终大于内环412、外环415与转轴406之间的间隙面积;
35.具体操作如下,卡件418固定于内环412、外环415顶部,而弹性胶套416顶部与滚珠轴承408底部固定,而弹性胶套416底部通过松紧带417与卡件418卡合连接,松紧带417携带弹性胶套416底部随内环412、外环415的扩展收缩而同步扩展收缩,从而使得弹性胶套416始终可以遮蔽卡件418与转轴406之间的间隙,避免研磨产生的碎屑落于间隙中影响到外环415、内环412的收缩,且卡件418外弧边缘并不凸出于外环415、内环412的外弧边缘,导致弹性胶套416并不凸出于外环415、内环412的表面,从而避免弹性胶套416与壳盖2表面发生摩擦。
36.如图1-3所示,毛刺检测组件3包括滑轨301、滑轮杆302、摄像头303、游标尺304、横向标尺305、第一弹簧杆306、游标指针307和纵向滚轴308,滑轨301的内部滑动连接有滑轮杆302,且滑轮杆302的顶部设置有摄像头303,摄像头303的下方设置有游标尺304,且游标尺304的正面设置有横向标尺305,游标尺304的底部两侧设置有第一弹簧杆306,且第一弹簧杆306的相对端连接有游标指针307,游标指针307的底部设置有纵向滚轴308,纵向滚轴308与壳盖2的两侧相贴合,且纵向滚轴308贴合壳盖2一侧的表面竖直线与游标指针307的针尖部位的竖直线相重合;
37.具体操作如下,吸盘座1吸附壳盖2使其内部朝上露出,再使纵向滚轴308通过第一弹簧杆306的弹性作用贴于壳盖2两侧,外置电机带动滑轮杆302使其沿滑轨301滑动一周,由于滑轨301形状与壳盖2形状相一致,使得纵向滚轴308贴于壳盖2的内外表面滚动一周,此过程中若壳盖2表面具有毛刺,则纵向滚轴308在遇到毛刺时其之间的间距发生扩大,此时游标指针307之间的间距以横向标尺305上的中心初始点向两侧扩大,若壳盖2只有一面具有毛刺,则该面上的纵向滚轴308因毛刺离开壳盖2表面,具体则表面为代表该纵向滚轴308的游标指针307跳动离开横向标尺305上的中心初始点,并通过摄像头303采集此时纵向滚轴308的位置图像,由此可以知晓壳盖2表面的毛刺所在位置,同时根据游标指针307的跳动距离又可知晓毛刺凸出尺寸,且在消除毛刺后纵向滚轴308可以再次滚动进行往复检测,直至毛刺完全消除。
38.如图1、图4-5所示,毛刺检测组件3还包括纵向标尺309、第二弹簧杆310、横向滚轴
311和纵向指针312,游标尺304的背面中部设置有纵向标尺309,且纵向标尺309的两侧设置有第二弹簧杆310,第二弹簧杆310的底部连接有横向滚轴311,且横向滚轴311的顶部设置有纵向指针312,横向滚轴311通过第二弹簧杆310与游标尺304弹性连接,且横向滚轴311的下表面与壳盖2顶面相贴合;
39.具体操作如下,滑轮杆302沿滑轨301内部滑动时,横向滚轴311贴于壳盖2顶面滚动,若壳盖2顶面具有毛刺,则横向滚轴311滚动至毛刺位置时为上抬,即第二弹簧杆310受力收缩使得纵向指针312向上跳动,跳动距离可于纵向标尺309上体现即为毛刺高度,同时在消除毛刺后横向滚轴311可以再次滚动进行往复检测,直至毛刺完全消除。
40.综上,该机顶盒加工用具有往复处理结构的去毛刺装置,使用时,首先吸盘座1吸附壳盖2使其内部朝上露出,再使纵向滚轴308通过第一弹簧杆306的弹性作用贴于壳盖2两侧,外置电机带动滑轮杆302使其沿滑轨301滑动一周,由于滑轨301形状与壳盖2形状相一致,使得纵向滚轴308贴于壳盖2的内外表面滚动一周,此过程中若壳盖2表面具有毛刺,则纵向滚轴308在遇到毛刺时其之间的间距发生扩大,此时游标指针307之间的间距以横向标尺305上的中心初始点向两侧扩大,若壳盖2只有一面具有毛刺,则该面上的纵向滚轴308因毛刺离开壳盖2表面,具体则表面为代表该纵向滚轴308的游标指针307跳动离开横向标尺305上的中心初始点,同时根据游标指针307的跳动距离又可知晓毛刺凸出尺寸;
41.滑轮杆302沿滑轨301内部滑动时,横向滚轴311贴于壳盖2顶面滚动,若壳盖2顶面具有毛刺,则横向滚轴311滚动至毛刺位置时为上抬,即第二弹簧杆310受力收缩使得纵向指针312向上跳动,跳动距离可于纵向标尺309上体现即为毛刺高度,再通过摄像头303采集此时纵向滚轴308的位置图像,由此可以知晓壳盖2表面的毛刺所在位置;
42.然后只需要对壳盖2顶面毛刺进行消除时,电机405带动转轴406使得侧面砂轮407转动,再通过电动升降杆404使得侧面砂轮407下降贴于壳盖2顶面,此时滚珠轴承408表面的滚珠贴于壳盖2侧面,当侧面砂轮407转动时滚珠轴承408也转动但通过其表面的滚珠可避免对壳盖2侧面造成摩擦;
43.接着再通过横向滑车403带动侧面砂轮407沿纵向电动滑杆402表面横向滑动,而纵向电动滑杆402可沿顶板401内部纵向滑动,使得侧面砂轮407可以水平移动从而始终贴于壳盖2顶面进行循环滑动,从而实现对壳盖2顶面毛刺的研磨消除;
44.当需要同时对壳盖2顶面于侧面的毛刺进行消除时,侧面砂轮407保持转动的同时电动压杆409于转轴406内部下压液体,使得液体推动长推杆411、短推杆414沿短通孔410、长通孔413内部伸出,长推杆411、短推杆414完全伸出后外环415、内环412是处于同一水平面且处于同一弧度内,外环415、内环412相互贴合形成一个完整的圆环,该圆环直径大于滚珠轴承408的直径,但小于侧面砂轮407的直径,该圆环贴于壳盖2侧面转动并滑动从而实现对壳盖2侧面的研磨,侧面砂轮407和圆环随横向滑车403、纵向电动滑杆402围绕壳盖2进行贴面循环滑动,从而实现往复去毛刺,侧面砂轮407和圆环的滑动与滑轮杆302的滑动依次进行,即侧面砂轮407研磨滑动依次后滑轮杆302进行依次检测毛刺位置与尺寸,直至壳盖2表面毛刺消除至到达预设值,此时即表明毛刺已被消除,而在侧面砂轮407单独运作时,外环415、内环412呈内外交错分布在转轴406外围,且此时使得外环415与转轴406之间的间距小于滚珠轴承408的半径;
45.最后卡件418固定于内环412、外环415顶部,而弹性胶套416顶部与滚珠轴承408底
部固定,而弹性胶套416底部通过松紧带417与卡件418卡合连接,松紧带417携带弹性胶套416底部随内环412、外环415的扩展收缩而同步扩展收缩,从而使得弹性胶套416始终可以遮蔽卡件418与转轴406之间的间隙,避免研磨产生的碎屑落于间隙中影响到外环415、内环412的收缩。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。