技术特征:
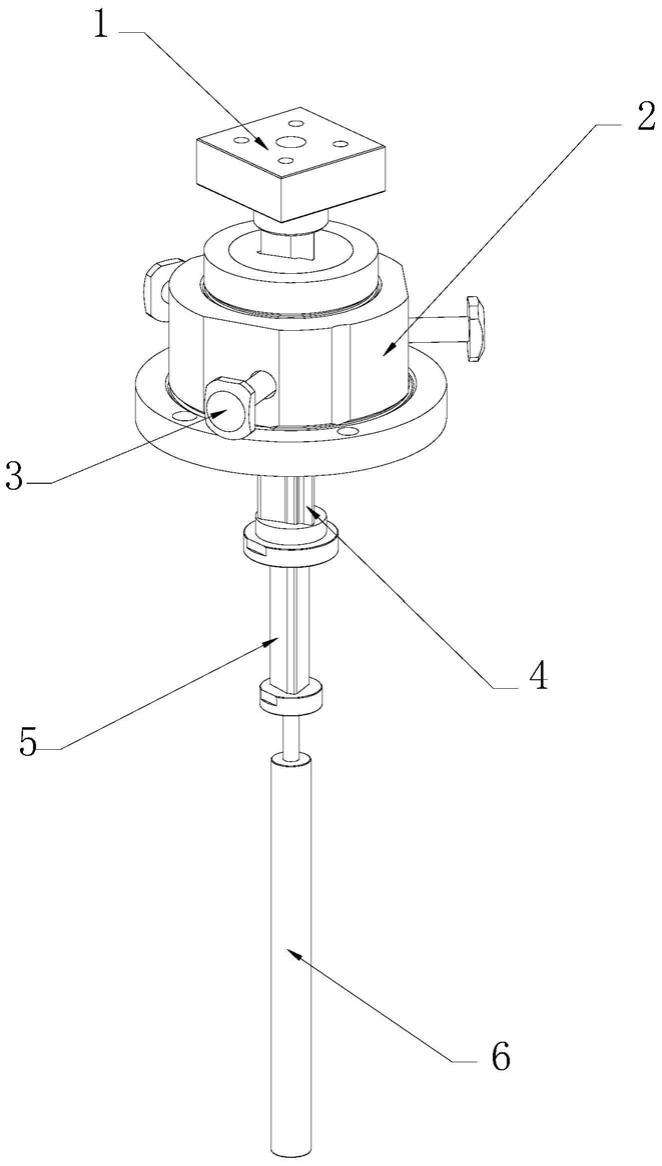
1.一种粉末成型装置,其特征在于:包括模体(2)、上冲头(1)、下冲头、芯杆(6)和侧冲头(3),所述下冲头包括下外冲头(4)和下内冲头(5),所述模体(2)设有成型孔(21),所述上冲头(1)和下外冲头(4)可在成型孔(21)内上下移动,所述下外冲头(4)的上端面设有台阶孔(41),所述下内冲头(5)可在台阶孔(41)内上下移动,所述下内冲头(5)设有芯孔(51),所述芯杆(6)可在芯孔(51)内上下移动,所述模体(2)的侧面设有侧贯通孔(22),所述侧贯通孔(22)与成型孔(21)连通,所述侧冲头(3)可在侧贯通孔(22)内往复移动。2.根据权利要求1所述的粉末成型装置,其特征在于:所述上冲头(1)的下端面设有沉孔成型凸台(7)。3.根据权利要求2所述的粉末成型装置,其特征在于:所述沉孔成型凸台(7)与上冲头(1)为可拆卸连接。4.根据权利要求3所述的粉末成型装置,其特征在于:所述沉孔成型凸台(7)与上冲头(1)通过螺钉(8)连接,所述上冲头(1)内设有阶梯安装孔,所述阶梯安装孔包括从上至下设置的第一安装孔(111)和第二安装孔(112),第一安装孔(111)与第二安装孔(112)之间设有限位台阶面一(113),所述沉孔成型凸台(7)具有连接柄(71),所述连接柄(71)位于第二安装孔(112)内,所述螺钉(8)的头部位于第一安装孔(111)内且尾部与连接柄(71)螺纹连接,所述限位台阶面一(113)对螺钉(8)的头部进行限位。5.根据权利要求1至4任意一项所述的粉末成型装置,其特征在于:所述侧冲头(3)包括侧冲头柄部(31)和固定在侧冲头柄部(31)一端的侧冲头成型部(32),所述侧冲头成型部(32)为方形体,所述侧冲头柄部(31)为圆柱体。6.根据权利要求1至4任意一项所述的粉末成型装置,其特征在于:所述侧冲头(3)设置多个,沿模体(2)外周方向间隔布置。7.一种基于权利要求1至6任意一项所述的粉末成型装置的粉末成型方法,其特征在于,包括以下步骤:s1、填料:上冲头(1)上升离开成型孔(21),下外冲头(4)上升进入成型孔(21)内,下内冲头(5)上升进入台阶孔(41)内并低于台阶孔(41)的台阶面(411),芯杆(6)上升进入芯孔(51)并伸出芯孔(51)位于成型孔(21)内,侧冲头(3)进入侧贯通孔(22),此时,成型孔(21)的侧壁、下外冲头(4)的上端面、台阶孔(41)的台阶面(411)、下内冲头(5)的上端面、芯杆(6)外壁之间围成粉末填充腔(9),向该粉末填充腔(9)内填充粉末,完成粉末填充后,模体(2)、侧冲头(3)、芯杆(6)同步上升,填充的粉末嵌装进入模体(2)中部位置;s2、压制:上冲头(1)下降进入成型孔(21),模体(2)下降且侧冲头(3)同步下降,上冲头(1)下降速度大于模体(2)下降速度,下外冲头(4)保持不动,下内冲头(5)上升,芯杆(6)下降,当上冲头(1)、模体(2)、下内冲头(5)、芯杆(6)到达压制设定位置后,侧冲头(3)向成型孔(21)内移动达到压制设定位置,共同挤压粉末使粉末成型为压坯(100);s3、脱模:侧冲头(3)后退离开压坯(100),模体(2)继续下行直至下外冲头(4)上端面与模体(2)上端面平齐或者伸出模体(2),下内冲头(5)上升顶出压坯(100),取出压坯(100),此后,上冲头(1)、模体(2)、下外冲头(4)、下内冲头(5)和芯杆(6)回到初始位置。8.根据权利要求7所述的粉末成型方法,其特征在于:步骤s2中,上冲头(1)下降的速度为模体(2)下降速度的两倍。9.根据权利要求7所述的粉末成型方法,其特征在于:步骤s2中,达到压制设定位置时,
下内冲头(5)的上端面与台阶面(411)的下端对齐。10.一种基于权利要求1至6任意一项所述的粉末成型装置的粉末成型方法,其特征在于,包括以下步骤:s1、填料:上冲头(1)上升离开成型孔(21),下外冲头(4)上升进入成型孔(21)内,下内冲头(5)上升进入台阶孔(41)内并低于台阶孔(41)的台阶面(411),芯杆(6)上升进入芯孔(51)并伸出芯孔(51)位于成型孔(21)内,侧冲头(3)进入侧贯通孔(22),此时,成型孔(21)的侧壁、下外冲头(4)的上端面、台阶孔(41)的台阶面(411)、下内冲头(5)的上端面、芯杆(6)外壁之间围成粉末填充腔(9),向该粉末填充腔(9)内填充粉末,完成粉末填充后,下外冲头(4)、下内冲头(5)同步下行,填充的粉末嵌装进入模体(2)中部位置;s2、压制:上冲头(1)下降进入成型孔(21),模体(2)保持不动,下外冲头(4)与下内冲头(5)同步上升,芯杆(6)下降,当上冲头(1)、下外冲头(4)、下内冲头(5)、芯杆(6)到达压制设定位置后,侧冲头(3)向成型孔(21)内移动达到压制设定位置,共同挤压粉末使粉末成型为压坯(100);s3、脱模:侧冲头(3)后退离开压坯(100),下外冲头(4)与下内冲头(5)同步上升直至压坯(100)伸出成型孔(21),下内冲头(5)继续上升顶出压坯(100),取出压坯(100),此后上冲头(1)、下外冲头(4)、下内冲头(5)和芯杆(6)回到初始位置。
技术总结
本发明公开了一种粉末成型装置及粉末成型方法,装置包括模体、上冲头、下冲头、芯杆和侧冲头,下冲头包括下外冲头和下内冲头,模体设有成型孔,上冲头和下外冲头可在成型孔内上下移动,下外冲头的上端面设有台阶孔,下内冲头可在台阶孔内上下移动,下内冲头设有芯孔,芯杆可在芯孔内上下移动,模体的侧面设有侧贯通孔,侧贯通孔与成型孔连通,侧冲头可在侧贯通孔内往复移动。方法包括填料、压制和脱模。本发明通过将下冲头设计为独立的下外冲头和下内冲头,可以直接压制出外部带台阶的产品,通过侧冲头的设置,在压坯的侧面直接压制出侧面槽型,不需要成型后再单独加工,减少了生产工艺流程,节约生产成本,提高了产品质量。提高了产品质量。提高了产品质量。
技术研发人员:赵丽丽 张严 刘天 吕长江 王羽中
受保护的技术使用者:株洲钻石切削刀具股份有限公司
技术研发日:2021.10.27
技术公布日:2022/2/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。