1.本实施方式涉及一种接合用薄膜和包括该薄膜的透光层叠体等。
背景技术:
2.聚乙烯醇缩醛用作接合玻璃(安全玻璃)或透光层叠体的中间层(接合玻璃用薄膜)。接合玻璃主要用于建筑物的窗户、外装材料等和汽车窗户玻璃等,即使接合玻璃受到损坏,其碎片也不会散开,并且,即使接合玻璃受到一定强度的打击,也不允许穿透等,通过如上特性,接合玻璃可以确保稳定性,以能够使位于其内部的物体或人员受到的损伤或伤害最小化。
3.在接合用薄膜的表面上形成有多个微细压纹,以便防止中间层之间的粘连,并提高在将玻璃板和中间层重叠时的工作性(与玻璃板的打滑性)和在与玻璃板的接合加工时的脱气性。
4.在将形成有压纹的接合用薄膜用于接合时,由于位于薄膜两面上的压纹的影响,在接合玻璃可能会发生干涉条纹或气泡,且降低可见性。并且,当在接合用薄膜表面上出现眩光时,存在接合用薄膜的工作性变差的问题。
5.现有技术文献
6.日本公开专利第1994-127983号
7.日本授权专利第6451717号
技术实现要素:
8.技术问题
9.本实施方式的目的在于,提供一种具有稳定的脱气性且抑制产生莫尔(moire)条纹的接合用薄膜和包括该薄膜的透光层叠体等。
10.解决问题的方案
11.为了达到上述目的,根据本说明书公开的一实施例的接合用薄膜包括形成有压纹的面。
12.上述形成有压纹的表面包括:多个突出部;以及凹陷部,位于相邻的上述突出部之间。
13.上述突出部被上述凹陷部包围,且在上述突出部的内部不包括凹陷部。
14.上述突出部的平均面积小于或等于4.0mm2。
15.上述形成有压纹的表面的ssk的绝对值大于0且小于或等于1。
16.上述突出部的平均面积可以小于或等于0.5mm2。
17.上述凹陷部的每单位面积(1cm2)的平均面积可以小于或等于0.5mm2。
18.在上述接合用薄膜的两面层叠透光体并在室温下抽真空后,将温度升高10℃时,真空度变化量可以为0mmhg至25mmhg。
19.上述形成有压纹的表面包括峰(peak)部分和谷(valley)部分。
20.上述峰部分和上述谷部分可以不对称分布。
21.上述形成有压纹的表面的sz值可以为30μm至90μm。
22.在被上述凹陷部包围的第一突出部中,上述第一突出部和上述凹陷部相接的线可以构成简单闭曲线。
23.上述接合用薄膜可以包括:多个突出部,位于上述接合用薄膜的另一面中至少一部分或全部;及凹陷部,位于相邻的上述突出部之间。
24.包括在上述一面的单位面积(1cm2)中的上述突出部的形状,与包括在上述另一面的单位面积中的突出部的形状不同,上述另一面与上述一面相对。
25.上述形成有压纹的表面的每单位面积(1cm2)可以包括90个至9,800个上述突出部。
26.上述压纹可以包括微细图案。
27.ar由下式1表示。
28.[式1]
[0029][0030]
在上式1中,上述as为根据包括在上述形成有压纹的表面的每单位面积(1cm2)中的突出部的表面轮廓的平均表面积。
[0031]
上述ac为包括在上述形成有压纹的表面的单位面积(1cm2)中的突出部所占的平均面积。
[0032]
上述形成有压纹的表面的ar值可以为1.001至2。
[0033]
被上述凹陷部包围的第一突出部可以与共有上述凹陷部的一部分的3个至7个相邻突出部相邻。
[0034]
上述第一突出部和上述相邻突出部的形状可以相互不同。
[0035]
上述接合用薄膜可以为由一层构成的单层薄膜或由两层或更多层构成的层合薄膜。
[0036]
上述接合用薄膜可以含有聚乙烯醇缩醛树脂。
[0037]
上述接合用薄膜的截面的至少一部分或全部可以包括楔形。
[0038]
为了达到上述目的,根据本说明书公开的另一实施例的透光层叠体包括:第一透光层;接合用薄膜,位于上述第一透光层的一面上;及第二透光层,位于上述接合用薄膜上。
[0039]
上述接合用薄膜包括形成有压纹的表面。
[0040]
上述形成有压纹的表面包括多个突出部及位于相邻的上述突出部之间的凹陷部。
[0041]
上述突出部被上述凹陷部包围,且在上述突出部的内部不包括凹陷部。
[0042]
上述突出部的平均面积小于或等于4.0mm2。
[0043]
上述形成有压纹的表面的ssk的绝对值大于0且小于或等于1。
[0044]
为了达到上述目的,根据本说明书公开的又一实施例的交通工具包括上述透光层叠体作为挡风玻璃。
[0045]
发明的效果
[0046]
本实施例的接合用薄膜、包括其的透光层叠体等可以提供通过控制形成有压纹的表面的特性而具有稳定的脱气性且抑制产生莫尔(moire)条纹的接合用薄膜等。
附图说明
[0047]
图1为说明根据一实施方式制备的接合用薄膜的一面上的压纹的示意图。
[0048]
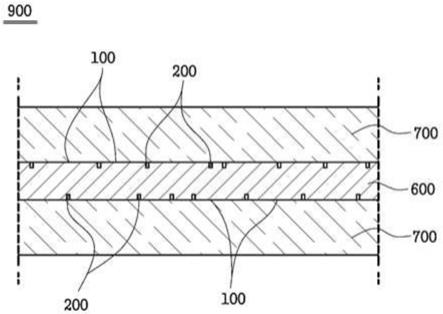
图2为示出在将根据另一实施方式制备的接合用薄膜层叠于玻璃之间并临时接合的状态下的截面的一部分的示意图。
[0049]
图3为说明在又一实施方式中适用的压纹转印装置的压纹图案的一部分的示意图。
[0050]
图4和图5分别为说明根据又一实施方式制备的接合用薄膜的压纹截面的示意图。
具体实施方式
[0051]
下面,对实施例进行详细说明,以使本实施方式所属技术领域的普通技术人员轻松实现本实施方式。本实施方式可通过多种不同的形式实现,并不限定于在本说明书中所说明的实施例。
[0052]
本说明书中使用的表示程度的术语“约”或“实质上”等,在所涉及的意思中出现固有的制造及物质容许误差时,用于表达其数值或接近其数值的意思,并旨在防止用于理解实施方式所公开的准确的或绝对的数值被任何不合情理的第三方不正当或非法地使用。
[0053]
在全体说明书中,作为马库什型描述中包含的术语的“其组合”是指,从由马库什型描述的多个构成要素组成的组中选择的一个以上的混合或组合,从而表示包括从由上述多个构成要素组成的组中选择的一个以上。
[0054]
在整个说明书中,“a和/或b”的记载是指“a、b或a和b”。
[0055]
在整个说明书中,除非另有说明,如“第一”、“第二”或“a”、“b”等术语用于将相同的术语彼此区分。
[0056]
在本说明书中,“b位于a上”是指b以与a直接接触的方式位于a上,或是指b在a与b之间夹着其他层的状态下位于a上,而不限于b以与a的表面直接接触的方式位于a上的意思。
[0057]
在本说明书中,除非另有说明,单数的表示可解释为包括从文脉解读的单数或复数的含义。
[0058]
在本说明书中,多边形是指具有三个或更多个边的二维图形,并且包括三角形、四角形、五角形、六角形等,并且还包括在整个多角形或一部分包括具有无数个边的圆形和椭圆形等的弯曲形状的多角形。
[0059]
在本说明书中,通过根据jis k6728的方法测定上述聚乙烯醇缩醛树脂的羟基所结合的亚乙基量来评估羟基的含量。
[0060]
在本说明书中,常温为20℃至25℃,具体地为25℃。
[0061]
峰截面积(peak cross-sectional area,a1)、偏度(skewness,ssk)、核心部高度(core height,sk)、峰值材料部分(peak material portion,smr1)、去除的峰值高度(reduced peak height,spk)及10点区域高度(ten point height of irregularities,sz)值是根据iso_25178进行评估的值,可以通过三维粗糙度测试仪进行测定。
[0062]
面积材料比曲线(areal material ratio curve,abbott-firestone curve)是将物体的表面轮廓高度(surface profile height)以数学方式转换为累积概率密度函数而绘制的曲线,是示出物体的表面特性的方法之一。
[0063]
面积材料比曲线采用等效直线。上述等效直线是包括上述曲线的测量点中的40%的直线,是指在上述曲线中任意设定占整个面积材料比(areal material ratio)的40%的区间并将区间的两端点连接时斜率最小的直线。通过上述等效直线,可以导出a1、sk、smr1及spk值等的示出表面特性的值。
[0064]
可以对接合用薄膜赋予表面压纹特性,以防止在接合用薄膜的卷绕时表面之间不必要的接合,并在与如玻璃板等的透光体接合时提供脱气性能。并且,可以减少在与透光体接合时可发生的光学畸变,且易于形成特定范围的粗糙度并赋予功能性。
[0065]
在接合用薄膜的表面上形成表面轮廓高度(surface profile height)的对称性相对高的图案时,可以提高接合用薄膜的脱气性,且可以有效地防止如在与玻璃等接合后发生气泡等的缺陷发生。
[0066]
但是,若仅着重于接合用薄膜的脱气性能时,则会导致光学特性降低,或边缘密封(edge sealing)特性不足,若着重于边缘密封特性等时,则可能由于发生气泡等的问题而反而降低光学特性。
[0067]
另一方面,根据接合用薄膜的表面特性,薄膜的异物检查的方便性、精确度等会改变。当在具有高透光率的接合用薄膜的表面上形成表面轮廓高度(surface profile height)的规则性高的图案时,由于形成在薄膜两面的图案引起的光的衍射现象,会观察到莫尔(moire)条纹。
[0068]
在接合之前或在准备接合的工序中,在工作人员用肉眼观察混入到上述接合用薄膜中的异物的过程中,莫尔条纹导致工作人员的眼睛感到疲劳,从而使工作性降低。也就是说,莫尔条纹降低接合用薄膜的可见性而导致异物检查的方便性、精密度等降低。
[0069]
本发明的发明人确认,调节接合用薄膜的表面图案上的压纹的特性时,上述接合用薄膜可以具有稳定的脱气性和边缘密封性,且可以抑制在表面上产生莫尔条纹,从而公开了本实施方式。
[0070]
下面,将进一步详细说明本实施例。
[0071]
图1为说明根据一实施方式制备的接合用薄膜的一面上的压纹的示意图,图2为示出在将根据另一实施方式制备的接合用薄膜层叠于玻璃之间并临时接合的状态下的截面的一部分的示意图,图3为说明在又一实施方式中适用的压纹转印装置的压纹图案的一部分的示意图,图4和图5分别为说明根据又一实施方式制备的接合用薄膜的压纹截面的示意图。参照上述图1至图5将具体说明以下本实施方式。
[0072]
为了达到上述目的,根据本说明书公开的一实施例的接合用薄膜600包括形成有压纹的表面,上述形成有压纹的表面包括多个突出部100及位于相邻的上述突出部之间的凹陷部200。
[0073]
突出部100是指,在接合用薄膜和透光体接合之前,在与透光体层叠时在形成有压纹的表面与透光体相接的部分。
[0074]
凹陷部200是指,在接合之前接合用薄膜的形成有压纹的表面中除了突出部100之外的剩余部分。
[0075]
突出部100被上述凹陷部200包围,且其内部不包括凹陷部。
[0076]
突出部100的平均面积小于或等于4.0mm2,形成有压纹的表面的ssk的绝对值大于0且小于或等于1。
[0077]
在被凹陷部200包围的第一突出部110中,上述第一突出部110和上述凹陷部200相接的线可以构成简单闭曲线。
[0078]
在被凹陷部200包围的第一突出部110中,将上述第一突出部110和上述凹陷部200相接的部分连接的线可以具有多角形形状。
[0079]
上述多角形可以是三角形、四角形、五角形、六角形、七角形或八角形,并且这些可以混合存在。上述多角形指实质上具有多角形形状,由于将如模具或辊等的压纹转印装置挤压到薄膜上以形成压纹图案,因此凹陷部200和第一突出部110相接的线不一定是直线,而在一部分可以存在看似为曲线的部分。
[0080]
多角形的顶点处的角度可以大于或等于40
°
且小于180
°
。
[0081]
上述顶点处的角度是指,连接相邻的突出部100和凹陷部200之间的线相遇的一处的角度,具体而言,上述角度可以为45
°
至160
°
。
[0082]
突出部100的平均面积可以小于或等于4.00mm2。
[0083]
上述平均面积以基于接合玻璃用薄膜600的形成有压纹的表面的单位面积(1cm2)进行评价的突出部的面积为基准。
[0084]
具体而言,突出部100的平均面积可以小于或等于2mm2。
[0085]
平均面积可以小于或等于0.5mm2。上述平均面积可以小于或等于0.4mm2。上述平均面积可以大于或等于0.01mm2。上述平均面积可以大于或等于0.02mm2。上述平均面积可以大于或等于0.05mm2。在此情况下,起到排放空气的通道作用的凹陷部以充分的密度形成在形成有压纹的表面,使得接合用薄膜可以具有稳定的脱气性。
[0086]
更具体而言,接合玻璃用薄膜600的压纹可以为突出部100的平均面积为0.1mm2至0.5mm2的小面积形,或可以为突出部100的平均面积大于0.5mm2且小于或等于0.9mm2的中面积形,或可以为突出部100的平均面积大于0.9mm2且小于或等于1.5mm2的大面积形,或可以为突出部100的平均面积大于1.5mm2且小于或等于4.00mm2的超大面积形。
[0087]
在包括于形成有压纹的表面的单位面积(1cm2)中的突出部100中,上述突出部的80%以上可以具有满足下述式2的面积。
[0088]
[式2]
[0089]
0.4
×
sm≤sni《1.0
×
sm或1.0
×
sm《sni≤1.6
×
sm
[0090]
在上述式2中,上述sni为上述突出部的面积,上述sm为在上述形成有压纹的表面的单位面积(1cm2)中的突出部的平均面积。
[0091]
具体而言,在包括于形成有压纹的表面的单位面积(1cm2)中的上述突出部100中,上述突出部的90%以上可以满足上述式2。
[0092]
在具有满足上述突出部面积条件的形成有压纹的表面的接合用薄膜600中具有如下所述的压纹,即,具有不同的形状和/或面积的突出部100隔着凹陷部200设置,上述突出部的整体大小保持在一定范围内,同时,上述突出部整体上具有不规则形状。由此,即使上述压纹重叠,也不会产生衍射干涉条纹,且可以具有优异的脱气性能。
[0093]
在形成有压纹的表面中,位于在单位面积(1cm2)中的突出部面积的标准偏差可以为0.01至0.4,或可以为0.05至0.35。
[0094]
当突出部100为小面积形时,上述突出部面积的标准偏差可以为0.01至0.1,当突出部100为中面积形时,上述突出部面积的标准偏差可以为0.1至0.2,当突出部100为大面
积形或超大面积形时,上述突出部面积的标准偏差可以为0.2至0.3。当突出部面积的标准偏差在上述范围内时,可将相对恒定的大小的突出部100以整体上不规则的图案设置在形成有压纹的表面上。
[0095]
形成有压纹的表面包括多个突出部100及包围上述突出部100且相互连接的凹陷部200,上述突出部100的平均面积小于或等于4mm2,上述凹陷部200的每单位面积(1cm2)的平均面积可以小于或等于0.5mm2。
[0096]
具体而言,凹陷部10的每单位面积(1cm2)的平均面积可以小于或等于0.4mm2。上述每单位面积(1cm2)的平均面积可以小于或等于0.3mm2。上述每单位面积(1cm2)的平均面积可以大于或等于0.01mm2。上述每单位面积(1cm2)的平均面积可以大于或等于0.02mm2。
[0097]
突出部100和凹陷部200的高度差可以小于或等于80μm。上述高度差可以小于或等于70μm。上述高度差可以小于或等于60μm。上述高度差可以为3μm至55μm。上述高度差可以为5μm至45μm。在此情况下,接合用薄膜的形成有压纹的表面具有充分的高度差,因此在以后的接合过程中,即使在临时接合过程中压纹也会保持原样,而不是全部消失,并具有足够的脱气性能。
[0098]
凹陷部200的宽度wc可以为2μm至120μm。
[0099]
凹陷部200的截面形状通常可以为四角形、半圆形、倒三角形、菱形等,只要是凹陷的形状,上述截面形状就不受特别限制。
[0100]
凹陷部的宽度wc是指,在从上述突出部100延伸的假想面上的凹陷部的宽度。
[0101]
接合用薄膜包括起点和终点,上述起点是与上述表面凹凸形状的一末端与凹陷部相接的任意一点,上述终点是与上述表面凹凸形状的一末端与凹陷部相接的点,是与上述起点相同或不同的一点。
[0102]
凹陷部可以在连接上述起点和上述终点的线上具有至少两个或更多个折点。在上述折点相遇的凹陷部a和凹陷部b之间的角度可以大于90
°
且小于270
°
,或可以大于0
°
且小于90
°
。在上述折点相遇的凹陷部a和凹陷部b之间的角度可以为100
°
至260
°
,或可以为10
°
至80
°
。
[0103]
凹陷部200在接合过程中起到供空气通过的通道作用,在临时接合后也不全部消失,而是保留凹陷部的一部分,使得接合用薄膜具有优异的脱气性能。并且,凹陷部200的宽度形成为整体上具有一定范围内的值,但使其形状不具有规则的图案,从而可以制备具有优异的光学特性的接合用薄膜。
[0104]
形成有压纹的表面的ssk的绝对值大于0且小于或等于1。
[0105]
ssk值是根据iso_25178评价的值。ssk值可以通过利用三维粗糙度测试仪测定并计算来求得,例如,可以通过使用布鲁克(bruker)公司的非接触式三维粗糙度测试仪(三维光学显微镜(3d optical microscopy),型号:contour gt)来以vsi(垂直扫描干涉(vertical scanning interferometry))模式(mode)测定三维粗糙度,求得上述值。
[0106]
作为形成有压纹的表面的ssk值的调节方法,可列出:调节接合用薄膜表面的图案的形状和排列的方法,在接合用薄膜上进一步加工微细图案的方法,适用熔体破裂(melt fracture)工艺的方法等,但不限于此。
[0107]
形成有压纹的表面的ssk的绝对值可以大于0。ssk的绝对值可以大于或等于0.05。ssk的绝对值可以大于或等于0.1。
[0108]
ssk的绝对值可以小于或等于1。ssk的绝对值可以小于或等于0.9。ssk的绝对值可以小于或等于0.8。在此情况下,在层叠接合用薄膜和透光体时,可以具有稳定的脱气性。
[0109]
在接合用薄膜中,形成有压纹的表面的突出部的平均面积和ssk值均可被调节。通过调节形成有压纹的表面的突出部的平均面积且使压纹具有不规则的形状,可以抑制在形成有压纹的表面的图案之间产生的衍射现象,并且在层叠接合用薄膜和透光体时,可以通过在形成有压纹的表面上形成的凹陷部排放残余的空气。与此同时,通过调节形成有压纹的表面的ssk值,可以抑制在层叠接合用薄膜和透光体时在突出部和透光体之间可形成的气泡。
[0110]
形成有压纹的表面的a1值可以小于或等于0.12。
[0111]
a1值根据iso_25178进行评价。
[0112]
a1值可以从面积材料比曲线导出。a1值可以取通过利用三维粗糙度测试仪测定并计算的值。
[0113]
就三维粗糙度的测定而言,可以通过在1,000,000μm2以上的总面积中测定的值的平均值进行评价。具体而言,使用三维光学轮廓仪或使用三维激光测定显微镜进行测定时,在不同位置分别测定5次以上,并计算除最高值和最低值外的平均值,可以将该平均值作为三维粗糙度测定值。当使用三维激光测定显微镜时,利用拼接(stiching)功能来拼接相邻位置的图像,从而可以测定三维粗糙度,利用上述拼接功能的三维粗糙度测定也可以通过在1,000,000μm2以上的总面积中测定的值的平均值进行评价。
[0114]
例如,可以通过使用布鲁克(bruker)公司的非接触式三维粗糙度测试仪(三维光学显微镜(3d optical microscopy),型号:contour gt)来以vsi(垂直扫描干涉(vertical scanning interferometry))模式测定三维粗糙度,求得上述值。
[0115]
形成有压纹的表面的a1值可以小于或等于0.12。上述a1值可以小于或等于0.1。上述a1值可以小于或等于0.09。上述a1值可以大于0。上述a1值可以大于或等于0.01。上述a1值可以大于或等于0.02。在此情况下,可以控制形成有压纹的表面的突出部的体积保持在一定范围内,接合用薄膜可以具有稳定的脱气性能和边缘密封性。
[0116]
在接合用薄膜中,形成有压纹的表面的a1值和ssk值均可被调节。若在上述接合用薄膜表面上转印图案的模具或辊的加工程度过度时,则上述ssk值可能过度变大。在此情况下,在接合用薄膜的表面上虽然不会不产生莫尔条纹,但可能导致接合用薄膜的边缘密封性降低或脱气性降低。当同时调节形成有压纹的表面的a1值和ssk值时,接合用薄膜可以具有稳定的边缘密封性和脱气性,同时具有优异的光学特性。
[0117]
在接合用薄膜的两面层叠透光体并在室温下抽真空后将温度升高10℃时,接合用薄膜的真空度变化量可以为0mmhg至25mmhg。
[0118]
关于接合用薄膜的真空度变化量的具体测定方法记载于下面的实验例中,因此为了避免重复说明,将省略对此的说明。
[0119]
就具有优异脱气性的接合用薄膜而言,在与透光体层叠并抽真空时,存在于透光体和上述接合用薄膜之间的空气被充分排放,因此存在微量的残余空气,或实质上不存在残余空气,这可以使得在主接合后形成更干净且具有优异光学特性的透光体。因此,在抽真空后升温时,若上述接合用薄膜表面的图案快速坍塌,则排放的空气量甚微,导致真空度变化量变小。
[0120]
接合用薄膜的上述真空度变化量可以大于或等于0mmhg。真空度变化量可以大于或等于5mmhg。上述真空度变化量可以大于或等于7mmhg。上述真空度变化量可以小于或等于40mmhg。上述真空度变化量可以小于或等于25mmhg。上述真空度变化量可以小于或等于10mmhg。在此情况下,即使采用一般接合工序以及低温接合工序时,接合用薄膜也具有相对稳定的脱气性能。
[0121]
形成有压纹的表面包括峰(peak)部分和谷(valley)部分。以形成有压纹的表面的平均面为基准,位于平均面上方的图案被称为峰(peak)部分,位于平均面下方的图案被称为谷(valley)部分。
[0122]
本实施方式提供一种薄膜,上述薄膜采用通过调节压纹特性等的构成来使上述峰部分和上述谷部分实质上不对称分布,因此能够保持优异的脱气性能且实质上抑制光学干涉现象。接合用薄膜的表面可以被调节成使得峰部分的体积大于谷部分的体积。接合用薄膜的表面可以被调节成使得谷部分的体积大于峰部分的体积。
[0123]
形成有压纹的表面的sz值可以为30μm至90μm。
[0124]
sz值可以根据iso_25178进行评价。
[0125]
sz值可以通过利用三维粗糙度测试仪测定并计算来求得,例如,可以通过使用布鲁克(bruker)公司的非接触式三维粗糙度测试仪(三维光学显微镜(3d optical microscopy),型号:contour gt)来以vsi(垂直扫描干涉(vertical scanning interferometry))模式测定三维粗糙度,求得上述值。
[0126]
形成有压纹的表面的sz值可以大于或等于30μm。上述sz值可以大于或等于40μm。上述sz值可以大于或等于45μm。上述sz值可以小于或等于90μm。上述sz值可以小于或等于80μm。上述sz值可以小于或等于75μm。具有上述表面压纹特性的接合用薄膜可以具有稳定的脱气性。
[0127]
接合用薄膜600还可包括形成有压纹的表面,上述形成有压纹的表面包括:多个突出部100,位于接合用薄膜600的另一面中至少一部分或全部;及凹陷部200,位于相邻的上述突出部之间。
[0128]
此时,包括在接合用薄膜600的一面的单位面积(1cm2)中的突出部的形状不同于位于与上述一面相对的上述接合玻璃用薄膜600的另一面的单位面积中的突出部的形状。
[0129]
如上所述,接合用薄膜600的一面和另一面的相对的部分中形成的突出部100具有不同的形状且没有规则性,不会产生衍射干涉条纹,因此具有优异的光学特性。
[0130]
并且,接合用薄膜600通过位于突出部之间的相互直接或间接连接的凹陷部等而具有优异的脱气性能,同时还具有优异的边缘密封性能。
[0131]
形成有压纹的表面的每单位面积(1cm2)可包括24个至9,800个突出部100。
[0132]
接合用薄膜的压纹可以包括微细图案。
[0133]
微细图案为比在设置微细图案之前的压纹的图案的大小更小的图案。微细图案可以位于上述压纹面上,或也可以形成在没有形成压纹的薄膜面上。
[0134]
在形成压纹的过程中,通过采用在接合用薄膜的一面上进一步加工微细图案或在用于形成压纹的模具或辊的表面上进一步加工微细图案的方法,从而可以向形成有压纹的表面进一步赋予随机性。在这种情况下,接合用薄膜可以具有如上所述的特性,从而抑制压纹和压纹之间产生的干涉现象。
[0135]
具体而言,上述细微图案可通过以下方法进一步加工:在用于在上述接合用薄膜上转印压纹的模具或辊上进一步加工上述微细图案,通过使用上述模具或辊来在上述接合用薄膜转印图案。例如,可以通过对上述模具或辊进行精细喷砂处理来进一步加工微细图案。然而,进一步加工微细图案的方法不限于此。
[0136]
上述接合用薄膜的上述形成有压纹的表面的ar值可以为1.001至2。上述ar值由下式1表示。
[0137]
[式1]
[0138][0139]
在上述式1中,上述as为包括在形成有压纹的表面的单位面积(1cm2)中的突出部的根据表面轮廓的平均表面积,上述ac为包括在形成有压纹的表面的单位面积(1cm2)中的突出部所占的平均宽度。
[0140]
形成有压纹的表面的ar值可以大于或等于1.001。上述ar值可以大于或等于1.1。上述ar值可以大于或等于1.2。上述ar值可以小于或等于2。上述ar值可以小于或等于1.6。上述ar值可以小于或等于1.4。在此情况下,压纹形成不规则图案,从而可以防止由于图案之间的光的相互作用引起的可见性降低。
[0141]
作为ar值的调节方法,可列出:调节压纹的形状的方法,在形成有压纹的表面上进一步加工微细图案的方法等,但不限于此。
[0142]
第一突出部110可以与共有凹陷部200的一部分的3个至7个相邻的突出部相邻,上述第一突出部110位于形成有压纹的表面,被凹陷部200包围,且其内部不包括凹陷部。
[0143]
此时,第一突出部110和相邻的突出部可以具有不同的形状,可以具有不同的面积。如上所述,当上述第一突出部和上述邻近的突出部具有不同的形状等时,可以形成不规则形状的压纹图案,上述不规则形状的压纹图案的多角形的大小在一定范围内,且形状不同。
[0144]
接合用薄膜可以为单层薄膜,或也可以为多层薄膜。
[0145]
当接合用薄膜为单层薄膜时,上述接合用薄膜可以由接合层构成。
[0146]
下面,对接合用薄膜的组成等进行说明。
[0147]
接合用薄膜可以包含聚乙烯醇缩醛树脂,也可以包含聚乙烯醇缩醛树脂和增塑剂。
[0148]
具体而言,在接合用薄膜中的聚乙烯醇缩醛树脂的含量可以为60重量%以上且76重量%以下。在接合用薄膜中的聚乙烯醇缩醛树脂的含量可以为70重量%以上且76重量%以下。在接合用薄膜中的聚乙烯醇缩醛树脂的含量可以为71重量%以上且74重量%以下。当包含在上述范围内的聚乙烯醇缩醛树脂时,可以向接合用层合薄膜赋予相对高的拉伸强度和模量。
[0149]
聚乙烯醇缩醛树脂的乙酰基含量可以小于2重量%。聚乙烯醇缩醛树脂的乙酰基含量可以为0.01重量%以上且小于1.5重量%。聚乙烯醇缩醛树脂的羟基含量可以为15重量%以上。聚乙烯醇缩醛树脂的羟基含量可以为16重量%以上。聚乙烯醇缩醛树脂的羟基含量可以为19重量%以上。另外,聚乙烯醇缩醛树脂的羟基含量可以为30重量%以下。当将具有上述特性的聚乙烯醇缩醛树脂适用于上述接合用薄膜中时,上述接合用薄膜可以在与
如玻璃等基材之间具有优异的接合力,还可具有适当的耐贯穿性等机械特性。
[0150]
聚乙烯醇缩醛树脂可以是通过用醛对聚合度为1,600以上且3,000以下的聚乙烯醇进行缩醛化而得到的聚乙烯醇缩醛树脂。聚乙烯醇缩醛树脂可以是通过用醛对聚合度为1,700以上且2,500以下的聚乙烯醇进行缩醛化而得到的聚乙烯醇缩醛树脂。当适用上述聚乙烯醇缩醛树脂时,可以充分提高接合用薄膜的如耐穿透性等的机械物理性能。
[0151]
聚乙烯醇缩醛树脂可以是通过合成聚乙烯醇和醛而得到的,对上述醛的种类没有特别限制。具体而言,上述醛可以为选自由正丁醛、异丁醛、正戊醛、2-乙基丁醛、正己醛及它们的混合树脂组成的组中的任意一种。当使用正丁醛作为上述醛时,所制备的聚乙烯醇缩醛树脂具有与玻璃的折射率差小的折射率特性,还具有与玻璃等的接合力优异的特性。
[0152]
在接合用薄膜中的增塑剂含量可以为24重量%以上且40重量%以下。在接合用薄膜中的增塑剂含量可以为24重量%以上且30重量%以下。在接合用薄膜中的增塑剂含量可以为26重量%以上且29重量%以下。在包含上述范围内的增塑剂时,在向接合用层合薄膜赋予适当的接合力和耐冲击性方面是有利的。
[0153]
具体而言,上述增塑剂可以为选自由三甘醇二2-乙基己酸酯(3g8)、四乙二醇二庚酸酯(4g7)、三乙二醇二2-乙基丁酸酯(3gh)、三乙二醇二2-庚酸酯(3g7)、己二酸二丁氧基乙氧基乙酯(dbea)、丁基卡必醇己二酸酯(dbeea)、癸二酸二丁酯(dbs)、己二酸二正己酯(dha)及其组合组成的组中的任意一种,具体而言,可以包括选自由三甘醇二2-乙基丁酸酯、三甘醇二-2-乙基己酸酯、三甘醇二正庚酸酯及其组合组成的组中的任意一种,更具体而言,可以适用三甘醇二2-乙基己酸酯(3g8)。
[0154]
根据需要,接合用薄膜还可包含添加剂,例如,添加剂可以为选自由抗氧化剂、热稳定剂、uv吸收剂、uv稳定剂、ir吸收剂、玻璃接合力调节剂及其组合组成的组中的任意一种。
[0155]
抗氧化剂可以是受阻胺(hindered amine)类或受阻酚(hindered phenol)类抗氧化剂。具体而言,在要求150℃以上的工艺温度的聚乙烯醇缩丁醛(pvb)的制备工艺中,受阻酚系抗氧化剂是更优选的。作为受阻酚类抗氧化剂,例如,可以使用巴斯夫(basf)公司的irganox 1076、1010等。
[0156]
考虑到与抗氧化剂的相容性,热稳定剂可以是亚磷酸盐(phosphite)基热稳定剂。例如,可以使用巴斯夫(basf)公司的irgafos 168。
[0157]
作为uv吸收剂,可以使用chemipro化成株式会社(chemipro kasei kaisha,ltd.)的chemisorb 12、chemisorb 79、chemisorb 74、chemisorb 102及巴斯夫(basf)公司的tinuvin 328、tinuvin 329、tinuvin 326等。作为上述uv稳定剂,可以使用巴斯夫(basf)公司的tinuvin等。作为ir吸收剂,可以使用ito、ato、azo等,作为玻璃接合力调节剂,可以使用mg、k、na等的金属盐、环氧改性硅(si)油或它们的混合物等,但不限于此。
[0158]
接合用薄膜可以为多层薄膜。接合用薄膜可以为两层以上的层叠体,或可以为三层以上的层叠体,或可以为五层以上的层叠体。多层薄膜可以包括接合层和芯层,上述接合层与如玻璃板等透光层叠体直接接触,上述芯层与上述接合层区分。芯层可以具有功能性,例如,可以具有隔热功能层等的功能。
[0159]
在多层薄膜中,包括上述接合层的至少一层可以包含相当于如上所述的单层薄膜的组成的聚乙烯醇缩醛树脂,或可以包含聚乙烯醇缩醛树脂和增塑剂。关于上述聚乙烯醇
缩醛树脂和上述增塑剂的说明与上述说明重复,因此将省略其记载。
[0160]
接合用薄膜可以包括隔音层。隔音层可以位于接合层之间,或可以位于接合层的一面上。
[0161]
隔音层可以包含聚乙烯醇缩醛树脂。
[0162]
隔音层可以包含54重量%以上的聚乙烯醇缩醛树脂。隔音层可以包含76重量%以下的聚乙烯醇缩醛树脂。隔音层可以包含60重量%以上的聚乙烯醇缩醛树脂。隔音层可以包含70重量%以下的聚乙烯醇缩醛树脂。
[0163]
隔音层可以包含24重量%以上的增塑剂。隔音层可以包含6重量%以下的增塑剂。隔音层可以包含30重量%以上的增塑剂。隔音层可以包含40重量%以下的增塑剂。
[0164]
在隔音层中包含的聚乙烯醇缩醛树脂的乙酰基含量可以为8摩尔%以上。聚乙烯醇缩醛树脂的乙酰基含量可以为8摩尔%以上且30摩尔%以下。另外,在隔音层中包含的聚乙烯醇缩醛树脂的羟基含量可以为26摩尔%以下。聚乙烯醇缩醛树脂的羟基含量可以为10重量%以上且25重量%以下。在此情况下,可以对接合用薄膜赋予进一步稳定的隔音特性。
[0165]
接合用薄膜可以通过挤出用于制备接合用薄膜的组合物并通过t型模头(t-die)等成型,以制成片状,所述组合物包含树脂和增塑剂,以及根据需求添加的添加剂。当接合用薄膜为多层薄膜时,在t型模头(t-die)的前端可以进一步适用如进料块等的层叠单元。
[0166]
制成片状的上述接合用薄膜经过控制厚度和形成压纹等的过程制成接合用薄膜,但本实施方式的接合用薄膜的制备方法不限于上述方法。
[0167]
单层薄膜或多层薄膜通过如上所述的方法制成片状,然后通过适用模具或辊形成薄膜的表面压纹来制备成接合用薄膜。
[0168]
模具或辊的表面特性以互补的方式转印到薄膜表面上,因此可以通过控制上述模具或辊的表面特性来控制形成有压纹的表面的特性。
[0169]
接合用薄膜可以为截面的至少一部分或全部具有楔形形状且具有平视显示器功能的接合用薄膜。接合用薄膜可以具有截面的一末端和另一末端的厚度不同的楔形形状,且具有双像防止功能。
[0170]
根据本实施方式的另一实施例的接合用薄膜600的制备方法包括转印步骤,在上述转印步骤中,通过使用具有压纹的压纹转印装置1000来在薄膜600上转印上述压纹,以制备具有压纹的接合玻璃用薄膜600,上述压纹包括多个非凸部10和包围上述非凸部10且相连的凸部20,上述非凸部10的平均面积小于或等于4mm2,每单位面积(1cm2)的上述凸部20的面积小于或等于0.5mm2。
[0171]
具体而言,上述非凸部10的平均面积可以小于或等于2mm2。
[0172]
上述平均面积可以小于或等于1mm2。上述平均面积可以小于或等于0.4mm2。上述平均面积可以大于或等于0.01mm2。上述平均面积可以大于或等于0.02mm2。上述平均面积可以大于或等于0.05mm2。
[0173]
压纹包括:多个突出部100,位于上述薄膜的一面中的一部分或全部;及凹陷部200,位于相邻的上述突出部之间。
[0174]
突出部100可以具有被凹陷部200包围的形状。
[0175]
在上述转印步骤之前,还可以包括通过适用聚合物树脂和增塑剂来制备接合用薄膜的薄膜制备步骤。由于关于聚合物树脂和增塑剂的内容与上述内容重复,因此将省略其
描述。另外,在接合用薄膜制备步骤中,只要是通常的制膜方法,就可适用,例如,可以适用共挤出法。
[0176]
压纹转印装置1000可以具有辊形状或模具形状,其形状不受限制。
[0177]
可以在30℃至150℃的温度条件下进行转印。当在上述温度下进行转印时,可以制备具有优异的脱气性能和边缘密封性能的薄膜600。
[0178]
对压纹转印装置1000的设计过程进行说明。
[0179]
在一定尺寸的基准平面上形成与所需要形成的突出部的数量对应的数量的点。上述点随机生成,其位置和间隔没有一定的规律,当相邻点之间的距离小于预设值时,删除该点,当相邻点之间的距离大于预设值时,添加点,通过这种方式形成不规则布置的基准点(基准点形成过程)。
[0180]
形成作为将连接相邻基准点的假想线垂直二等分的线的轮廓线(第一轮廓线),使上述轮廓线(第一轮廓线)在与形成在其他基准点之间的轮廓线(第二轮廓线)相遇的地点终止(轮廓线导出过程)。
[0181]
当上述轮廓线填充上述基准平面时,以上述轮廓线为基准,向上述基准平面赋予一定厚度以形成凸部20,从而制备包括具有由上述凸部包围的多个非凸部10的压纹图案的压纹转印装置(转印装置形成步骤)。
[0182]
非凸部10的平均面积可以为0.01mm2至4.00mm2。上述平均面积可以小于或等于0.5mm2。非凸部10可以具有被凸部20包围的多角形状,第一凸部的形状或面积与相邻的凸部的形状或面积不同。
[0183]
压纹转印装置1000的表面特性以互补的方式转印到薄膜表面上,因此可以通过控制压纹转印装置1000的表面特性来控制形成有压纹的表面的特性(表面特性控制步骤)。
[0184]
为了对压纹转印装置1000的表面进行蚀刻,可以进行喷砂(grit blast)处理。此时,通过调节在喷砂处理时采用的条件(颗粒尺寸、喷射压力、喷射距离、喷射角度等)来控制表面特性,这以互补的方式反映成薄膜表面上的压纹特性。
[0185]
例如,可以对压纹转印装置1000的表面进行喷砂处理,上述喷砂处理方式如下:将平均外径为5μm的颗粒从20cm以上且30cm以下的距离处以0.4mpa的喷射压力直接喷射,喷嘴角度为90
°
。通过喷砂处理,可以在压纹转印装置1000表面上形成微细图案。
[0186]
通过如上所述的方法制造压纹转印装置1000,然后在薄膜的一面上转印压纹,从而形成包括突出部100和凹陷部200的接合用薄膜600。
[0187]
通过如上所述的方式形成的接合玻璃用薄膜600可以层叠于一对玻璃700之间,以形成接合玻璃900。上述接合玻璃900可以顺次或同时经过临时接合工艺和主接合工艺,从而制成接合玻璃。
[0188]
尤其,在临时接合工艺中,层叠于上述玻璃700之间的接合玻璃用薄膜600中可位于玻璃与薄膜之间的空间的空气可通过上述形成有压纹的表面中的凹陷部200被除去,由于上述压纹不规则,因此衍射干涉条纹甚微,或不产生衍射干涉条纹。
[0189]
根据本说明书中公开的又一实施例的透光层叠体包括:第一透光层;接合用薄膜,位于上述第一透光层的一面上;及第二透光层,位于上述接合用薄膜上。
[0190]
第一透光层和第二透光层可以各自独立地为透光玻璃或透光塑料。
[0191]
接合用薄膜适用在上面说明的接合用薄膜,由于关于上述接合用薄膜的具体说明
与上面的说明重复,因此将省略其描述。
[0192]
本说明书公开的又一实施例的交通工具包括在上面说明的透光层叠体。上述交通工具包括:主体部,形成上述交通工具的主体;驱动部(发动机等),安装在上述主体部上;驱动轮(轮等),可旋转地安装在上述主体部上;连接装置,连接上述驱动轮和上述驱动部;及透光层叠体,即挡风玻璃,安装在上述主体部的一部分以阻隔来自外部的风。
[0193]
下面,对具体实施例进行更详细说明。在以下的实验说明中,对于单位不清楚的“%”记载,不清楚“%”是重量%还是摩尔%的情况下,该单位是指重量%。
[0194]
制备例:模具的加工
[0195]
适用规则图案的图案模具的制备
[0196]
制备在钢板表面上加工点(dot)状压纹以锯齿形排列的规则图案的图案模具(mold#0)。
[0197]
压纹形状的图案设计和图案模具的制备
[0198]
通过以下方式设计图案:将158万个点不规则地设置在宽度和长度分别为45cm的单位平面上,并画垂直于连接相邻点的假想线的实线,将该实线画到与任何其他实线相遇的位置。
[0199]
此时,不规则指各点之间的距离是不相同。
[0200]
具体而言,在单位平面上任意设置158万个点后,当相邻点之间的距离小于预设值时,删除该点,当相邻点之间的距离大于预设值时,添加点,通过这种方式形成不规则地设置的基准点。对于如上所述的方式形成的多个点,通过如画垂直于连接相邻点的假想线的实线等的在上面说明的方法,绘制约158万个多角形,从而完成第一图案。制备在钢板表面上加工第一图案而成的图案模具(mold#1),上述第一图案具有实线部分凸出且多角形的面积部分凹陷的形状,上述第一图案的深度为40μm,凸出的实线部分的宽度为约50μm。制备的图案模具的形状如图3所示。之后,对上述图案模具的表面进行喷砂处理,接着进行转印。
[0201]
除了将约81万个点不规则地放置在宽度和长度分别为45cm的单位平面上之外,其余以与上面相同的方式形成图案,从而制备具有第二图案的图案模具(mold#2)。除了将约40万个点放置在单位平面上之外,其余以与上面相同的方式形成图案,从而制备具有第三图案的图案模具(mold#3)。
[0202]
在以具有第一图案的图案模具为基准评价时,每单位面积(1cm2)包括约440个多角形,作为包围多角形的实线的突出部的形状中没有观察到断线或交叉点不均匀现象。据观察,上述图案模具的非凸部的平均面积为约0.2mm2。
[0203]
在以具有第二图案的图案模具为基准评价时,每单位面积(1cm2)包括约225个多角形,作为包围多角形的实线的突出部的形状中没有观察到断线或交叉点不均匀现象。据观察,上述图案模具的非凸部的平均面积为约0.4mm2。
[0204]
在以具有第三图案的图案模具为基准评价时,每单位面积(1cm2)包括约82个多角形,作为包围多角形的实线的突出部的形状中没有观察到断线或交叉点不均匀现象。据观察,上述图案模具的非凸部的平均面积为约1.2mm2。
[0205]
制备例:薄膜的制备
[0206]
树脂组合物和添加剂的制备
[0207]
以下实施例和比较例中使用的每个成分如下。
[0208]
聚乙烯醇缩丁醛树脂(a):加入聚合度为1700且皂化度为99的聚乙烯醇(pva)和n-bal,进行常规合成过程,以获得含有20.3重量%的羟基、78.9重量%的缩丁醛基及0.8重量%的乙酰基的聚乙烯醇缩丁醛树脂。
[0209]
添加剂的制备:混合0.1重量份的作为抗氧化剂的irganox1076、0.2重量份的作为uv吸收剂的tinuvin-328及0.03重量份的作为接合力调节剂的乙酸镁(mg acetate),并在转杯中搅拌,以能够充分分散(总计0.33重量份)。
[0210]
片的制备
[0211]
将72.67重量%的聚乙烯醇缩丁醛树脂(a)、27重量%的作为增塑剂的3g8及0.33重量%的添加剂投入到一个双螺杆挤出机中并进行挤出,通过t型模头(t-die)制成镜面的片。为了防止在制备过程中片之间相互粘附,在片上层叠聚乙烯(polyethylene,pe)衬纸并卷绕成卷状。所制备的薄膜的厚度为760μm,宽度为1.0m。
[0212]
试片的制备
[0213]
实施例1:将制备的上述片在50℃和20rh%(相对湿度%,relative humidity%)下放置24小时来实现老化(aging),然后在室温下再放置30分钟。在将结束老化的片切割成300mm宽度和300mm长度的尺寸后,在该片的两面上布置上述图案模具mold#1并将其放置在层压机中,之后,在120℃和1大气压的条件下进行图案化8分钟。将进行上述图案化的片冷却至室温后,移除模具,以获得试片。
[0214]
实施例:除了采用mold#2作为图案模具之外,其余在与实施例1的制备方法相同的条件下进行制备。
[0215]
实施例3:除了采用mold#3作为图案模具之外,其余在与实施例1的制备方法相同的条件下进行制备。
[0216]
比较例1:除了采用mold#0作为图案模具之外,其余在与实施例1的制备方法相同的条件下进行制备。
[0217]
评价例:物理性能的评价
[0218]
三维粗糙度的测定
[0219]
通过利用三维粗糙度测试仪,根据iso_25178从薄膜表面分别获得sz值、ssk值及a1值。具体而言,通过使用布鲁克(bruker)公司的非接触式三维粗糙度测试仪(三维光学显微镜(3d optical microscopy),型号:contour gt)来以vsi(垂直扫描干涉(vertical scanning interferometry))模式测定三维粗糙度,求得上述值。
[0220]
使用2倍目镜和5倍物镜来进行测定。此时,可以描扫由0mm至0.887mm的x轴和0mm至0.670mm的y轴形成的面积。在同一图案下,随机确定测定区域,重复测定5次,取得除了最高值和最低值之外的三个测定值的平均值来获得测定值。结果如下表1所示。
[0221]
莫尔评价
[0222]
评价用样品的制备:在将制备的上述片切成1000mm宽度和1000mm长度的尺寸后,将其在20℃和20rh%下放置2天来进行老化。在片的宽度方向的正中心、片右侧的10%处及片左侧的10%处,取宽度为300mm、长度为300mm的样品薄膜,以相同的方法切割总共15个样品薄膜。在切割上述样品薄膜后,在与上述试片的制备的转印条件相同的条件下,将图案转印到上述样品的两个表面上。为了模拟接合玻璃的制备工艺,将每个样品薄膜在水平和垂直方向上拉伸成其原始长度的10%以内的范围,然后用于评价。将上述样品薄膜一张一张
地夹在两张2.1t(t=mm,下同)的平板玻璃片之间后,将样品在20℃下放置1小时以制备用于评价的样品。对于每个实施例和比较例,分别制备15个,所制备的评价用样品的总数为60个。将制备的上述评价用样品在20℃下放置1小时。
[0223]
外观评价:用肉眼评价上述评价用样品。表示在上述评价用样品的中心或边缘出现由于上述样品薄膜的表面图案引起的莫尔条纹的样品。确认到每个实施例和比较例的观察到莫尔条纹的总样品的数量,其结果示于下述表1中。
[0224]
脱气性评价
[0225]
评价用样品的制备:在将上述试片层叠在圆形玻璃板之间后,设定真空环。之后,在室温下使用真空泵抽真空。在抽真空后,升温10℃,测定层叠在上述圆形玻璃板之间的样品薄膜的真空度变化量。
[0226]
评价方法:在抽真空后,升温10℃,然后测定的真空度变化量大于40mmhg时,标记为x,在上述真空度变化量大于25mmhg且小于或等于40mmhg时,标记为δ,在上述真空度变化量大于10mmhg且小于或等于25mmhg时,标记为
○
,在上述真空度变化量小于或等于10mmhg时,标记为
◎
,其结果示于下表1中。
[0227]
表1
[0228][0229]
根据上述表1,表面粗糙度测定结果,所有实施例和比较例的sz值分布在65μm至67μm的范围内。这被视为示出如下结果,即,即使在接合用薄膜表面上转印调节ssk值和突出部的平均面积的压纹图案,sz值也没有大的变化。
[0230]
采用图案模具mold#0的比较例1的ssk值被测定为0.00,与此相反,分别采用压纹不规则排列的图案模具mold#1至mold#3的实施例1至实施例3的ssk值的绝对值被测定在0.2至1.4的范围内。这意味着,当采用图案模具mold#0时,接合用薄膜的峰部分和谷部分对称分布,当采用图案模具mold#1至mold#3时,接合用薄膜的峰部分和谷部分不对称分布。
[0231]
至于a1值,在比较例1的情况下,测定为大于或等于0.1,但在实施例1至实施例3的情况下,测定为小于0.1。这意味着,在采用图案模具mold#1至mold#3时,可以控制使得形成有压纹的表面的图案上端部的体积保持在小于一定体积。
[0232]
至于莫尔条纹产生数量,在实施例1至实施例3的情况下,没有观察到莫尔条纹,但在比较例1的情况下,观察到15个莫尔条纹。这被认为是因为,在接合用薄膜的形成有压纹的表面中峰部分和谷部分的对称性高时,在上述薄膜表面上更容易引起莫尔条纹。
[0233]
在脱气性评价中,在实施例1、实施例2及比较例1的情况下,真空度变化量被测定为小于或等于10mmhg,但在实施例3的情况下,真空度变化量被测定为大于25mmhg且小于或等于40mmhg。这被推测为是因为,在接合用薄膜表面上突出部平均面积值大于或等于一定
数值时,引起上述接合用薄膜的脱气性降低。
[0234]
如上所述,虽然对优选实施例进行了详细说明,但应当理解为,本发明的范围不限于上述实施例,而是使用在权利要求书中定义的本实施方式的基本概念的本领域技术人员的各种变更或变形均属于本发明的范围。
[0235]
附图标记
[0236]
1000:压纹转印装置10:非凸部
[0237]
20:凸部100:突出部
[0238]
110:第一突出部200:凹陷部
[0239]
300:突出部的表面轮廓
[0240]
310:在形成有压纹的表面中突出部所占的部分
[0241]
600:接合玻璃用薄膜
[0242]
700:玻璃900:接合玻璃
[0243]
wc:凹陷部的宽度
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。