1.本实用新型属于塑料尾门技术领域,涉及一种水辅成型的塑料尾门内板。
背景技术:
2.随着汽车轻量化及多元化造型的需求,全热塑性塑料尾门的应用越来越多,内板材料一般是pp lgf,相对于传统钢材机械性能较差,尾门内板的两侧窗框区域由于是开口结构,在惯性载荷及高速碰撞等工况下容易发生断裂,如图5所示,现有塑料尾门内板的两侧窗框区域一般会增加金属加强板1002通过嵌件注塑或螺接及粘接的方式与内板进行连接,以增强此区域的刚性与强度,金属加强板1002与内板嵌件注塑成型,由于窗框两侧内板结构的下表面为后风挡配合面700,由于成型的出模要求,与立面一起形成了“u”型开口结构,后风挡配合面700处形成开口,这样不仅增加了零部件数量、冲压工序及螺接(粘接或嵌件注塑)工序,另外金属加强板较大的增加了产品重量。
技术实现要素:
3.本实用新型所要解决的技术问题,是针对现有技术的现状,而提供一种水辅成型的塑料尾门内板,增强了在尾门内板两侧窗框区域的刚性与强度,无需增加金属加强板与内板本体进行连接,带来更好的轻量化效果。
4.本实用新型解决上述技术问题所采用的技术方案为:一种水辅成型的塑料尾门内板,安装在尾门扰流板区域、尾门的窗框区域和尾门的外板区域之间,其特征在于,该尾门内板具有窗框配合部,所述的窗框配合部的两侧通过水辅成型形成有封闭腔体通道结构。
5.在上述的一种水辅成型的塑料尾门内板中,尾门内板的窗框配合部两侧上端布置有浇口,下端布置有注水口,水辅成型由注水口至浇口形成封闭腔体。
6.在上述的一种水辅成型的塑料尾门内板中,所述的窗框配合部两侧的封闭腔体的上表面为后风挡配合面,下表面为尾门密封条配合面,在后风挡配合面和尾门密封条配合面之间具有第一立面和第二立面,后风挡配合面、内板尾门密封条配合面、第一立面和第二立面形成口字型的封闭腔体。
7.在上述的一种水辅成型的塑料尾门内板中,所述的注水口位于第二立面的下端。
8.与现有技术相比,本实用新型的优点在于通过水辅成型的方法在尾门内板两侧窗框区域形成封闭腔体,这样较大的增强了此区域的刚性与强度,内板一体成型,无需增加金属加强板与内板本体进行连接,减少零部件数量及简化工序,同时取消金属加强板会带来更好的轻量化效果。
附图说明
9.图1尾门内板的主视图;
10.图2尾门内板的窗框配合部局部c放大图;
11.图3是图2的窗框配合部d-d剖视图;
12.图4是图2的窗框配合部e-e剖视图;
13.图5是现有技术的窗框配合部的局部剖视图。
具体实施方式
14.下面将结合本实用新型实施例中的附图,对实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
15.本实用新型的描述中,需要理解的是,术语“中心”、“横向”、“纵向”、“前”、“后”、“左”、“右”、“上”、“下”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制。
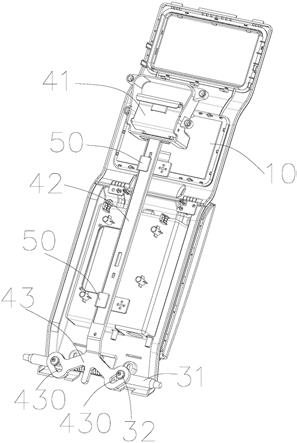
16.图中,尾门扰流板区域100;尾门外板区域200;尾门窗框区域300;尾门内板400;窗框配合部401;浇口500;注水口600;后风挡配合面700;尾门密封条配合面800;第一立面900;第二立面1000;封闭腔体1001。
17.如图1所示,本水辅成型的塑料尾门内板为整体一体成型,其中尾门内板400的顶端为尾门扰流板区域100,底端为尾门外板区域200,中间为尾门窗框区域300,即后风挡区域,该尾门内板400具有窗框配合部401,同时窗框配合部401的上下端分别与后风挡及尾门密封条进行配合。
18.如图2所示,为了窗框配合部401的两侧通过水辅成型形成有封闭腔体通道结构,这里具体来说,尾门内板400的窗框配合部401两侧上端布置有浇口500,下端布置有注水口600,水辅成型由注水口600至浇口500形成封闭腔体1001,其中浇口500主要是用来整体注塑出整个尾门内板400,注水口600主要是用来形成利用水辅成型技术在尾门内板400的窗框配合部401处形成封闭腔体1001,这样可以加强窗框配合部401处的机械强度,这样较大的增强了尾门窗框区域300的刚性与强度,内板一体成型,无需增加金属加强板与内板本体进行连接,减少零部件数量及简化工序,同时取消金属加强板会带来更好的轻量化效果。
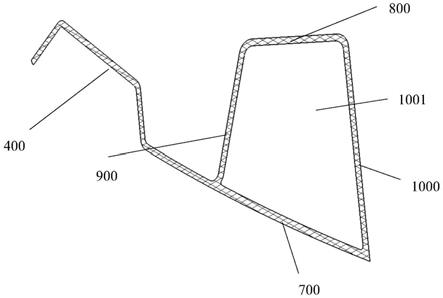
19.如图3和图4所示,作为进一步优化,水辅成型后在窗框配合部401 两侧的封闭腔体1001的上表面为后风挡配合面700,下表面为尾门密封条配合面800,在后风挡配合面和尾门密封条配合面800之间具有第一立面 900和第二立面1000,注水口600位于第二立面1000的下端,后风挡配合面、尾门密封条配合面800、第一立面900和第二立面1000形成口字型的封闭腔体1001,口字型的封闭腔体1001更利用强度的提升,较大的提升了此区域的机械性能。
20.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神所定义的范围。
技术特征:
1.一种水辅成型的塑料尾门内板,安装在尾门扰流板区域、尾门的窗框区域和尾门的外板区域之间,其特征在于,该尾门内板具有窗框配合部,所述的窗框配合部的两侧通过水辅成型形成有封闭腔体通道结构。2.根据权利要求1所述的一种水辅成型的塑料尾门内板,其特征在于,尾门内板的窗框配合部两侧上端布置有浇口,下端布置有注水口,水辅成型由注水口至浇口形成封闭腔体。3.根据权利要求2所述的一种水辅成型的塑料尾门内板,其特征在于,所述的窗框配合部两侧的封闭腔体的上表面为后风挡配合面,下表面为尾门密封条配合面,在后风挡配合面和尾门密封条配合面之间具有第一立面和第二立面,后风挡配合面、内板尾门密封条配合面、第一立面和第二立面形成口字型的封闭腔体。4.根据权利要求3所述的一种水辅成型的塑料尾门内板,其特征在于,所述的注水口位于第二立面的下端。
技术总结
本实用新型属于塑料尾门技术领域,提供了一种水辅成型的塑料尾门内板,安装在尾门扰流板区域、尾门的窗框区域和尾门的外板区域之间,该尾门内板具有窗框配合部,窗框配合部的两侧通过水辅成型形成有封闭腔体通道结构。本实用新型的优点在于通过水辅成型的方法在尾门内板两侧窗框区域形成封闭腔体,这样较大的增强了此区域的刚性与强度,内板一体成型,无需增加金属加强板与内板本体进行连接,减少零部件数量及简化工序,同时取消金属加强板会带来更好的轻量化效果。来更好的轻量化效果。来更好的轻量化效果。
技术研发人员:王易东 杜治青 鲜映国
受保护的技术使用者:宁波信泰机械有限公司
技术研发日:2021.03.04
技术公布日:2022/2/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。