1.本实用新型涉及机械加工技术领域,尤其涉及冲压装置的结构。
背景技术:
2.现有冲压装置包括底座,底座上连接进料架、冲切模块和出料架,冲切模块包括下模和上模,下模包括下模座和下切刀,上模包括上模座和上切刀,板材设置在进料架上,且设置在下切刀与上切刀之间。冲压机生产时,板材(料片)搁在进料架上,没有固定,冲压时板材会移位,从而报废率高,需要人工辅助固定板材,但操作安全性差。
技术实现要素:
3.本实用新型的目的是为了克服现有技术的不足,提供一种改进型板材冲压装置,冲切时,可以固定板材,提高成品率。
4.本实用新型的目的是这样实现的:一种改进型板材冲压装置,包括底座,底座上连接进料架、冲切模块和出料架,冲切模块包括下模和上模,板材设置在进料架上,且设置在下模与上模之间;在所述进料架与冲切模块之间设置两组第一夹紧组件,两组第一夹紧组件分别设置在板材宽度方向的两侧,第一夹紧组件包括第一电机架、第一伺服电机、丝杠、两个丝杠螺母;所述第一电机架连接在底座上,所述第一伺服电机竖向布置且连接在第一电机架上,所述丝杠竖向布置,丝杠的两端均通过轴承和轴承座支撑在第一电机架上,丝杠的下端与第一伺服电机连接,丝杠上设置正螺纹段和反螺纹段,其中一个丝杠螺母连接在正螺纹段,另一个丝杠螺母连接在反螺纹段,两个丝杠螺母均连接第一滑块,在第一电机架上连接竖向的第一滑轨,两个第一滑块在第一滑轨上进行上下移动;两个丝杠螺母均连接第一夹爪,两个第一夹爪分别位于板材的上下两侧。
5.工作时,板材设置在进料架上,且设置在下切刀与上切刀之间,在冲压前,控制器控制第一伺服电机转动,带动丝杠转动,使两个丝杠螺母相向移动,从而使两个第一夹爪夹紧板材,然后压机滑块下行,上模与下模配合进行冲切板材,由于设计了夹紧组件,避免板材移位,保证了成品率。冲切后,压机滑块上行,同时第一伺服电机反向转动,带动丝杠反向转动,使两个丝杠螺母背向移动,从而松开板材,板材进行进料,进行下一次冲切。
6.为了进一步夹紧并保护板材,两个第一夹爪的相向面均连接第一橡胶垫。
7.为了方便调节,两个第一夹爪均包括第一外夹爪和第一内夹爪,在第一外夹爪上设置第一腰形孔,第一腰形孔内设置第一调节螺栓将第一外夹爪与第一内夹爪连接。
8.本实用新型的第二种结构,包括底座,底座上连接进料架、冲切模块和出料架,冲切模块包括下模和上模,板材设置在进料架上,且设置在下模与上模之间;其特征是:在所述进料架与冲切模块之间设置两组第二夹紧组件,两组第二夹紧组件分别设置在板材宽度方向的两侧,第二夹紧组件包括第二电机架、第二伺服电机、主动轮、从动轮和同步带;所述第二电机架连接在底座上,所述第二伺服电机连接在第二电机架上,所述主动轮通过主动轴设置在第二电机架上,主动轴与第二伺服电机连接,所述从动轮通过从动轴设置在第二
电机架上,同步带连接主动轮与从动轮,同步带竖向布置,在同步带的去程段和回程段上均连接第二滑块,在第二电机架上连接竖向的第二滑轨,两个第二滑块在第二滑轨上进行上下移动;两个第二滑块均连接第二夹爪,两个第二夹爪分别位于板材的上下两侧。
9.工作时,板材设置在进料架上,且设置在下切刀与上切刀之间,在冲压前,控制器控制第二伺服电机转动,带动主动轴转动,使主动轮、从动轮和同步带转动,由于两个滑块一个安装在同步带的去程段、一个安装在回程段,因此两个滑块相向移动,从而使两个第二夹爪夹紧板材,然后压机滑块下行,上模与下模配合进行冲切板材,由于设计了夹紧组件,避免板材移位,保证了成品率。冲切后,压机滑块上行,同时第二伺服电机反向转动,带动两个滑块背向移动,即两个第二夹爪松开板材,板材进行进料,进行下一次冲切。
10.为了进一步夹紧并保护板材,两个第二夹爪的相向面均连接第二橡胶垫。
11.为了方便调节,两个第二夹爪均包括第二外夹爪和第二内夹爪,在第二外夹爪上设置第二腰形孔,第二腰形孔内设置第二调节螺栓将第二外夹爪与第二内夹爪连接。
附图说明
12.图1为本实用新型的第一种结构示意图。
13.图2为图1中a-a向视图。
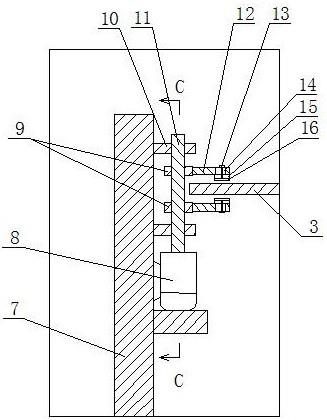
14.图3为图2中b部放大图。
15.图4为图3中c-c向视图。
16.图5为本实用新型的第二种结构示意图。
17.图6为图5中i部放大图。
18.图7为图6中d-d向视图。
具体实施方式
19.实施例1
20.如图1至图4所示,为第一种改进型板材冲压装置,包括底座1,底座1上连接进料架2、冲切模块5和出料架6,冲切模块5包括下模52和上模51,在进料架2与冲切模块5之间设置两组夹紧组件4,板材3设置在进料架2上,两组夹紧组件4设置在板材3的宽度方向的两侧,两组夹紧组件4夹紧或松开板材3,板材3设置在下模52与上模51之间,进行冲切,冲切后由出料架6输出。
21.夹紧组件4包括第一电机架7、第一伺服电机8、丝杠11、两个丝杠螺母9。第一电机架7连接在底座1上,第一伺服电机8竖向布置且连接在第一电机架7上,丝杠11竖向布置,丝杠11的两端均通过轴承和轴承座10支撑在第一电机架7上,丝杠11的下端与第一伺服电机8连接,丝杠11上设置正螺纹段和反螺纹段,其中一个丝杠螺母9连接在正螺纹段,另一个丝杠螺母9连接在反螺纹段,两个丝杠螺母9均连接第一滑块18,在第一电机架7上连接竖向的第一滑轨17,两个第一滑块18在第一滑轨17上进行上下移动。
22.两个丝杠螺母9均连接第一外夹爪12,在每个第一外夹爪12的内侧均设置第一内夹爪15,在第一外夹爪12上设置第一腰形孔14,第一腰形孔14内设置第一调节螺栓13将第一外夹爪12与第一内夹爪15连接,两个第一内夹爪15的相向面均连接第一橡胶垫16,板材3位于两个第一橡胶垫16之间。
23.冲切前,控制器控制第一伺服电机8转动,带动丝杠11转动,使两个丝杠螺母9相向移动,第一伺服电机8控制精确,从而使两个第一橡胶垫16夹紧板材3,然后压机滑块下行,上模51与下模52配合进行冲切板材,由于设计了夹紧组件4,避免板材3移位,保证了成品率。冲切后,压机滑块上行,同时第一伺服电机8反向转动,带动丝杠11反向转动,使两个丝杠螺母9背向移动,从而松开板材3,板材进行进料,进行下一次冲切。
24.实施例2
25.如图5至图7所示,为第二种改进型板材冲压装置,夹紧组件4包括第二电机架30、第二伺服电机29、主动轮21、从动轮19和同步带31。第二电机架30连接在底座1上,第二伺服电机29连接在第二电机架30上,主动轮21通过主动轴22设置在第二电机架30上,主动轴22与第二伺服电机29连接,从动轮19通过从动轴20设置在第二电机架30上,同步带31连接主动轮21与从动轮19,同步带31竖向布置,在同步带31的去程段和回程段上均连接第二滑块23,在第二电机架30上连接竖向的第二滑轨32,两个第二滑块23在第二滑轨32上进行上下移动。
26.两个第二滑块23均连接第二外夹爪24,在第二外夹爪24上设置第二腰形孔26,在每个第二外夹爪24的内侧分别设置第二内夹爪27,第二腰形孔26内设置第二调节螺栓25将第二外夹爪24与第二内夹爪27连接,在两个第二内夹爪27的相向面均连接第二橡胶垫28,钢板3位于两个第二橡胶垫28之间。
27.当需要夹紧时,控制器控制第二伺服电机29转动,带动主动轴22转动,使主动轮21、从动轮19和同步带31转动,由于两个滑块23一个安装在同步带31的去程段、一个安装在回程段,因此两个滑块23相向移动,从而使两个第二橡胶垫28夹紧板材,第二伺服电机29控制精确。当需要松开时,第二伺服电机29反向转动,带动两个滑块23背向移动,即两个第二橡胶垫28松开板材。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
