1.本发明属于丝网加工设备技术领域,具体的说,涉及一种钢网连续封边设备。
背景技术:
2.在日常生活和工业生产中经常会用到钢网,如水过滤装置中的过滤网、电热熔带生产中的发热钢网,但是钢网由于其易变形、边缘锋利、导电性能差等原因,很难单独应用,经常需要对其进行封边后才能使用。目前主要的封边操作为:使用折弯机将封边带加工成定长v型金属条,手工将v型金属条放置于钢网侧边,然后用压边机将v型条压合在钢网侧边上,过程手动且不连续,受v型条和压边机尺寸限制,对较长钢网进行封边时,手动操作不方便且效率低。
技术实现要素:
3.本发明提供一种钢网连续封边设备,能够将成卷的钢网两侧进行连续封边,生产出两侧带有封边的钢网,用于解决现有技术中手动断续封边繁琐低效的问题。
4.为实现上述目的,本发明所采用的技术方案如下:
5.一种钢网连续封边设备,包括封边带开卷机、钢网开卷机和收卷机,所述封边带开卷机与收卷机之间设有封边主机,封边主机包括底座和两侧板,两侧板设于底座两侧,钢网开卷机设于两侧板顶部,两侧板内侧设有封边成型机构,封边成型机构包括弯折部和成型部,底座下方设有第一驱动机构,第一驱动机构通过传动机构与封边成型机构相连,底座与其中一侧板之间设有钢网宽度调节机构,从封边带开卷机展开的封边带首先经弯折部逐渐折弯后与从钢网开卷机展开的钢网一同通过成型部逐渐压紧成型完成封边,使封边带包覆压紧于钢网两侧边,最后经收卷机缠绕收卷。
6.进一步的,所述弯折部包括若干对用于封边带折弯用的弯折辊轮组,成型部包括若干对用于封边带与钢网压紧成型用的成型辊轮组,若干对弯折辊轮组和若干对成型辊轮组分别沿钢网水平输送方向依次布置于两侧板内侧,第一驱动机构通过传动机构与若干对弯折辊轮组和若干对成型辊轮组相连,封边带首先经若干对弯折辊轮组逐渐折弯后与钢网一同通过若干对成型辊轮组逐渐压紧成型完成封边,使封边带包覆压紧于钢网两侧边。
7.进一步的,所述弯折辊轮组包括沿封边带输送方向依次水平间隔设置的第一辊轮组、第二辊轮组和第三辊轮组,各辊轮组的上下两辊轮通过轴承组件滚动设置于两侧板内侧,第一辊轮组的两辊轮之间构造有平面槽,第二辊轮组的两辊轮之间构造有120度折弯槽,第三辊轮组的两辊轮之间构造有90度折弯槽。
8.进一步的,所述成型辊轮组包括沿封边带和钢网输送方向依次水平间隔设置的第四辊轮组、第五辊轮组和第六辊轮组,各辊轮组的上下两辊轮通过轴承组件滚动设置于两侧板内侧,第四辊轮组的两辊轮之间构造有90度成型槽,第五辊轮组的两辊轮之间构造有30度成型槽,第六辊轮组的两辊轮之间构造有成型压紧槽。
9.进一步的,所述传动机构包括链传动机构和齿轮传动机构,第一驱动机构和封边
成型机构通过链传动机构相连,封边成型机构的各辊轮组之间通过链传动机构相连,同一辊轮组之间的上下两辊轮通过齿轮传动机构相连。
10.进一步的,所述第一驱动机构包括第一电机和第一减速机,第一电机固设于底座下方并通过第一减速机经传动机构与封边成型机构相连。
11.进一步的,所述钢网宽度调节机构包括第二电机和第二减速机,第二电机固设于底座上并通过第二减速机经丝杠组件和滑轨组件与一侧板相连。
12.进一步的,所述封边带材质为金属。
13.进一步的,所述封边带的材质根据钢网封边需求采用铜、铝或钢。
14.本发明由于采用了上述的结构,其与现有技术相比,所取得的技术进步在于:第一驱动机构通过传动机构驱动封边成型机构的弯折部和成型部动作,封边带从封边带开卷机展开后首先经弯折部逐渐折弯一定角度,然后从钢网开卷机展开的钢网和预先折弯后的封边带一同进入成型部逐渐压紧成型完成封边,使封边带包覆压紧于钢网两侧边,能够将成卷的钢网两侧进行连续封边,生产出两侧带有封边的钢网,最后经收卷机缠绕收卷,本发明中的钢网连续封边机相比传统手工操作对钢网断续封边,具有自动化程度高,效率高、封边牢固等优点。
附图说明
15.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
16.在附图中:
17.图1为本发明实施例的结构示意图;
18.图2为图1中f-f视图;
19.图3为图1中a-a视图;
20.图4为图1中b-b视图;
21.图5为图1中c-c视图;
22.图6为图1中d-d视图;
23.图7为图1中e-e视图。
24.标注部件:1-封边带开卷机,10-封边带,2-钢网开卷机,20-钢网,3-封边主机,31-底座,32-侧板,33-第一驱动机构,34-传动机构,341-齿轮传动机构,342-轴承组件,35-封边成型机构,351-第一辊轮组,352-第二辊轮组,353-第三辊轮组,354-第四辊轮组,355-第五辊轮组,356-第六辊轮组,36-钢网宽度调节机构,361-第二电机,362-第二减速机,363-丝杠组件,364-滑轨组件,4-收卷机。
具体实施方式
25.以下结合附图对本发明的优选实施例进行说明。应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
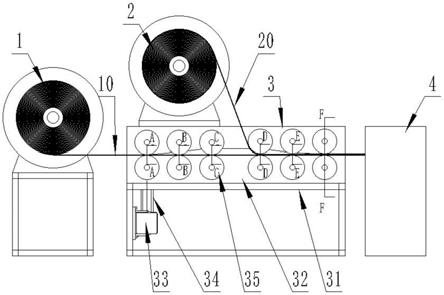
26.本发明公开了一种钢网连续封边设备,如图1所示,包括封边带开卷机1、钢网开卷机2和收卷机4,所述封边带开卷机1与收卷机4之间设有封边主机3,封边主机3包括底座31和两侧板32,两侧板32设于底座31两侧,钢网开卷机2设于两侧板32顶部,两侧板32内侧设
有封边成型机构35,封边成型机构35包括弯折部和成型部,底座31下方设有第一驱动机构33,第一驱动机构33通过传动机构34与封边成型机构35相连,底座31与其中一侧板32之间设有钢网宽度调节机构36,从封边带开卷机1展开的封边带10首先经弯折部逐渐折弯后与从钢网开卷机2展开的钢网20一同通过成型部逐渐压紧成型完成封边,使封边带10包覆压紧于钢网20两侧边,最后经收卷机4缠绕收卷。所述传动机构34包括链传动机构和齿轮传动机构341,第一驱动机构33和封边成型机构35通过链传动机构相连,封边成型机构35的各辊轮组之间通过链传动机构相连,同一辊轮组之间的上下两辊轮通过齿轮传动机构341相连。所述第一驱动机构33包括与控制系统电连接的第一电机和第一减速机,第一电机固设于底座31下方并通过第一减速机经传动机构34与封边成型机构35相连。
27.封边带开卷机1、钢网开卷机2、收卷机4或裁切机为辅机,其中封边带开卷机1、钢网开卷机2作用为封边带10和钢网20原材料供给;收卷机4或裁切机作用为根据不同需求,将封好边的钢网20成品的收卷或裁切成为定长的网片。
28.本发明的有益效果在于:第一驱动机构33通过传动机构34驱动封边成型机构35的弯折部和成型部动作,封边带10从封边带开卷机1展开后首先经弯折部逐渐折弯一定角度,然后从钢网开卷机2展开的钢网20和预先折弯后的封边带10一同进入成型部逐渐压紧成型完成封边,使封边带10包覆压紧于钢网20两侧边,能够将成卷的钢网20两侧进行连续封边,生产出两侧带有封边的钢网20,最后经收卷机4缠绕收卷,本发明中的钢网20连续封边机相比传统手工操作对钢网20断续封边,具有自动化程度高,效率高、封边牢固等优点。
29.作为本发明一个优选的实施例,所述弯折部包括若干对用于封边带10折弯用的弯折辊轮组,成型部包括若干对用于封边带10与钢网20压紧成型用的成型辊轮组,若干对弯折辊轮组和若干对成型辊轮组分别沿钢网20水平输送方向依次布置于两侧板32内侧,第一驱动机构33通过传动机构34与若干对弯折辊轮组和若干对成型辊轮组相连,封边带10首先经若干对弯折辊轮组逐渐折弯后与钢网20一同通过若干对成型辊轮组逐渐压紧成型完成封边,使封边带10包覆压紧于钢网20两侧边。
30.作为本发明一个优选的实施例,如图2-4所示,所述弯折辊轮组包括沿封边带10输送方向依次水平间隔设置的第一辊轮组351、第二辊轮组352和第三辊轮组353,各辊轮组的上下两辊轮通过轴承组件342滚动设置于两侧板32内侧,各辊轮组的辊轮构造有不同形状的槽口,第一辊轮组351的两辊轮之间构造有平面槽,第二辊轮组352的两辊轮之间构造有120度折弯槽,第三辊轮组353的两辊轮之间构造有90度折弯槽。封边带10从封边带开卷机1展开后,进入第一辊轮组351的平面槽内,对封边带10不规则形状进行整形,随后进入第二辊轮组352的120度弯折槽内被弯折成型为120度,之后进入第三辊轮组353的90度弯折槽内被弯折成型为90度,为后续对钢网20封边做好准备。
31.作为本发明一个优选的实施例,如图5-7所示,所述成型辊轮组包括沿封边带10和钢网20输送方向依次水平间隔设置的第四辊轮组354、第五辊轮组355和第六辊轮组356,各辊轮组的上下两辊轮通过轴承组件342滚动设置于两侧板32内侧,各辊轮组的辊轮构造有不同形状的槽口,第四辊轮组354的两辊轮之间构造有90度成型槽,第五辊轮组355的两辊轮之间构造有30度成型槽,第六辊轮组356的两辊轮之间构造有成型压紧槽。弯折成为90度的封边带10从第三辊轮组353出来后,随同钢网开卷机2展开的钢网20一同进入第四辊轮组354的90度成型槽内,钢网20侧边贴合于90度封边带10的底边,两者继续前进进入第五辊轮
组355,封边网在该辊轮组的30度成型槽内继续对钢网20边缘包裹,直到两者进入第六辊轮组356后,钢网20边缘在该辊轮组的成型压紧槽内被封边带10完全包裹,压紧成型。
32.作为本发明一个优选的实施例,所述钢网宽度调节机构36包括第二电机361和第二减速机362,第二电机361固设于底座31上并通过第二减速机362经丝杠组件363和滑轨组件364与一侧板32相连。第二电机361经第二减速机362驱动丝杠组件363转动,使该侧板32通过滑轨组件364相对于另一侧板32之间的距离变大或缩小,进行宽度位移,从而调整两侧板32上安装的成对设置的辊轮组之间的距离,以适应不同宽度的钢网20封边需求。
33.作为本发明一个优选的实施例,所述封边带10材质为金属。所述封边带10的材质根据钢网20封边需求采用铜、铝或钢。本发明能够进行封边的钢网20种类包括编制钢网20和钢板网等类型,封边带10的材质根据不同的钢网20材质和封边用途,可以采用铜、铝或钢等。例如,根据不同需求,钢网20封边作用不同,所用钢网20及封边带10不同:用于电热熔带生产的发热钢网20采用不锈钢钢板网,封边带10采用紫铜带;用于水过滤的过滤网片采用不锈钢编织网,封边带10采用不锈钢带。
34.本发明的工作原理为:
35.通过封边带开卷机1和钢网开卷机2将封边带10、钢网20的原材料分别送入封边主机3的封边成型机构35中,在第一驱动机构33和传动机构34的带动下,封边带10经弯折部的弯折辊轮组弯折,被逐步弯折成型为直角,并通过成型部的成型辊轮组将钢网20压入弯折部预先折为直角的封边带10中,各成型辊轮组的辊轮带动钢网20和封边带10同步前进,并继续折弯封边带10,最终将钢网20压合在对折的封边带10中,最后根据需求收卷或裁断。
36.本发明与现有技术相比有益效果为:
37.1、实现了钢网20封边的连续、自动化生产过程,效率高且封边牢固。
38.2、通过兼容性的设计,能够适用不同种类、不同材质、不同尺寸的钢网20和封边带10。
39.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明权利要求保护的范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。