1.本发明涉及机械加工技术领域,具体的涉及一种等材制造的永磁体加工方法和永磁体加工装置。
背景技术:
2.在现实中因为设计的需要,某些永磁体的结构常常相对较为复杂,大多带有凹槽和凸台等异形结构,特别是这些部位的加工精度要求高决定了模腔的加工精度和装配精度要求高,所以加工难度大,对加工设备要求高,加工效率也比较低。另外永磁体在完成烧结、热变形成型后,需要进行机械加工成最终所需的形状,再进行充磁,完成永磁体的生产过程。在机械加工环节,对于永磁体内部的空腔、凹槽等内部形状和复杂的外部形状,通过简单的机械加工来完成难度是较大的。
3.现行的机械加工工艺是将已经成型、烧结完成的磁性材料进行切片机加工或线切割、打孔和磨削加工。切片机一般适合于简单的方块磁铁形状、圆片磁铁形状及圆柱形状,线切割一般用于切割瓦片形、异形磁性体。对于某些特殊形状磁体或大尺寸永磁体的加工,使用以上的方式进行加工,将面临着加工工艺复杂,操作繁琐,切割的废弃材料多,浪费材料,加工成本高等问题;对于某些特殊的尺寸具体的永磁体,无法完成一次成型和加工。
技术实现要素:
4.为了解决特殊形状永磁体或大尺寸永磁体加工时所涉及的上述困难,本发明提供一种等材制造的永磁体加工方法,将特殊形状永磁体或大尺寸永磁体分解成多个易加工的基本形状的简单永磁体部分,然后通过简单的机械加工得到多个简单永磁体,再将各个分解简单永磁体通过线性往复摩擦的方法进行连接,最终得到目标永磁体,该方法操作简单、生产效率高、节能减排、能够降低生产成本。
5.为了实现上述目的,本发明提供了一种等材制造的永磁体加工方法,所述加工方法包括:
6.s1、首先对目标永磁体进行分析,以将其划分为多个基本形状的简单永磁体部分;
7.s2、依据步骤s1中划分的基本形状的简单永磁体部分,分别加工获得多个简单永磁体;
8.s3、首先将两块简单永磁体分别固定在垂直接合界面能够相对直线运动的装夹装置上,然后调整夹紧所述简单永磁体的位置,使得两块所述简单永磁体相互接触;
9.在装夹装置上施加轴向压力的状态下,保持所述简单永磁体在同一轨迹上重复线形滑动,在压力和摩擦力的作用下所述简单永磁体连接界面的母材被加热到热塑性状态;
10.保持设定的频率和幅度滑动一定时间后停止滑动,使得两个简单永磁体停止的位置正好是最终的接合界面的位置,此时简单永磁体在顶锻压力的作用下,母材材料相互流动融合形成良好的接合界面,当两块简单永磁体的材料完全融合后,得到所述两块简单永磁体的连接永磁体;
11.s4、将得到的连接永磁体依次与剩余待连接的简单永磁体按照步骤s3进行连接,直至得到最终的目标永磁体;
12.s5、待步骤s4得到的最终的目标永磁体冷却后,去除装夹装置,对得到的最终的目标永磁体进行充磁。
13.优选地,所述基本形状的简单永磁体形状包括圆柱、长方体、正方体、棱柱、圆台或圆锥中的任意一种。
14.优选地,所述目标永磁体的形状包括圆柱、长方体、正方体、棱柱、圆台、球形、半球形以及圆锥形状的任意组合体。
15.优选地,所述目标永磁体包括铸造永磁材料、铁氧体永磁材料和稀土永磁材料中的任意一种。
16.优选地,所述圆柱体的直径范围为1mm~300mm,长度范围1mm~1000mm;长方体的长宽高的范围分别为1mm~500m、1mm~300mm、1mm~1000mm;正方体的边长范围为1mm~300mm;圆台的上下面直径范围分别为1mm~300mm、1mm~500mm,高1mm~1000mm。
17.优选地,所述线形滑动的频率为1hz~200hz,幅度范围为0.1mm~300mm,所述线形滑动时间为0.01s~50s。
18.优选地,所述在同一轨迹重复线形滑动的方法包括一端滑动一端静止或者两端同时滑动;所述施加轴向压力和顶锻压力包括在一端施加或者两端同时施加。
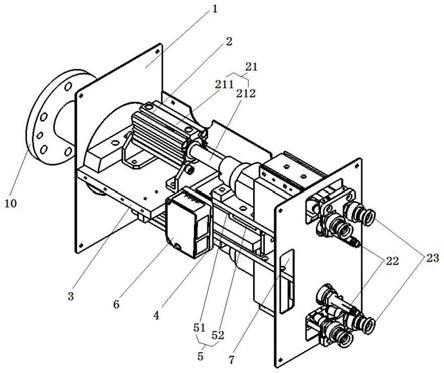
19.优选地,所述步骤s2中的加工方法包括线切割加工和打孔加工。
20.本发明另一方面提供一种适用于上述加工方法的永磁体加工装置,该加工装置包括能够提供轴向压力的顶锻系统和能够做往复线形滑动的装夹装置。
21.优选地,所述装夹装置的设置使得轴向压力范围为0.001kn~200kn,顶锻系统的设置使得顶锻力范围为0.001kn~500kn。
22.本发明等材制造的永磁体加工方法,将特殊形状永磁体或大尺寸永磁体分解成多个易加工的基本形状的简单永磁体部分,然后通过简单的机械加工得到各个简单永磁体,再将各个分解的简单永磁体部分通过线性往复摩擦的方法进行连接,最终得到目标永磁体的特殊形状永磁体或大尺寸永磁体,该方法操作简单、生产效率高、节能减排、能够降低生产成本。实现特殊形状和大尺寸永磁体的制造,提升大尺寸永磁体的质量;实现复杂永磁体制造,降低复杂永磁体的加工难度,提高永磁体的加工效率,同时易于实现自动化,相比于减材加工,能够节约材料,降低加工成本。
23.本发明实施方式的其它特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
24.附图是用来提供对本发明实施方式的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本发明实施方式,但并不构成对本发明实施方式的限制。在附图中:
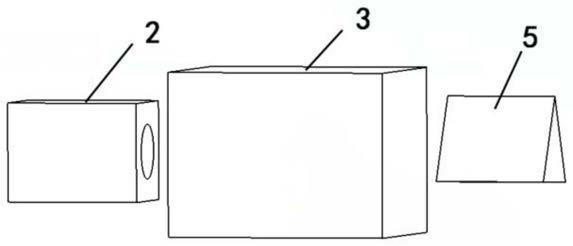
25.图1为根据本发明一种优选实施方式提供的将目标永磁体划分为多个易加工的基本形状简单永磁体的示意图;
26.图2为根据本发明一种优选实施方式提供的目标永磁体示意图;
27.图3为根据本发明一种优选实施方式提供的简单永磁体线形摩擦连接示意图;
28.图4为根据本发明一种优选实施方式提供的完成整个加工后得到的目标永磁体示意图。
29.附图标记说明
30.1-目标永磁体,2-左侧四棱柱简单永磁体,3-右侧四棱柱简单永磁体,4-左侧四棱柱简单永磁体2和右侧四棱柱简单永磁体3的连接永磁体,5-正三棱柱简单永磁体,f-轴向力,v-线形滑动方向。
具体实施方式
31.以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明实施方式,并不用于限制本发明实施方式。
32.在本技术实施方式中,在未作相反说明的情况下,使用的方位词如“上、下、顶、底、左、右”通常是针对附图所示的方向而言的或者是针对竖直、垂直或重力方向上而言的各部件相互位置关系描述用词。
33.参阅图1-图4所示,本发明提供了一种等材制造的永磁体加工方法,适用于对特殊形状或者大尺寸的永磁体进行加工,该方法包括以下步骤:
34.s1、首先对目标永磁体1进行分析,以将其划分为多个基本形状的简单永磁体部分;
35.分析时需要将该永磁体分解成多个易加工的部分以便后面进行最简单的工艺流程,其中最简单的工艺流程包括线切割和打孔等基础或者较为常规的机械加工手段,在本发明中所述的简单永磁体的基本形状包括圆柱、长方体、正方体、棱柱、圆台或圆锥中的任意一种,本发明中所述特殊形状或者大尺寸的永磁体的形状包括圆柱、长方体、正方体、棱柱、圆台、圆锥中的任意形状的任意组合体。
36.s2、依据步骤s1中划分的基本形状的简单永磁体部分,分别加工获得多个简单永磁体;
37.s3、首先将两个简单永磁体分别固定在垂直接合界面能够相对直线运动的装夹装置上,然后调整夹紧所述简单永磁体的位置,使得两个所述简单永磁体相互接触;
38.在装夹装置上施加轴向压力的状态下,简单永磁体在同一轨迹上重复线形滑动,在压力和摩擦力的作用下,连接界面摩擦生热,摩擦热输入使界面附近的简单永磁体母材加热到热塑性状态;保持设定的频率和幅度滑动一定时间后,停止滑动,两个简单永磁体停止的位置正好是最终的接合界面的位置,此时简单永磁体在顶锻压力的作用下,母材材料相互流动融合,形成良好的接合界面,当两块简单永磁体的材料完全融合后,得到所述两块简单永磁体的连接永磁体;
39.s4、所述连接永磁体为目标永磁体1的一部分,然后将得到的连接永磁体依次与剩余待连接的简单永磁体按照步骤s3进行连接,直至得到最终的目标永磁体1;
40.s5、待步骤s4得到的最终的目标永磁体1冷却后,去除装夹装置然后对得到的最终的目标永磁体1进行充磁,完成目标永磁体1的加工。
41.在本发明中,所述需要加工的目标永磁体1包括特殊形状永磁体或大尺寸永磁体,所述目标永磁体1的材质包括铸造永磁材料、铁氧体永磁材料、稀土永磁材料中的任意一种,同时不局限于上述的永磁材料。
42.在本发明的一种优选实施方式,所述圆柱体的直径范围为1mm~300mm,长度范围1mm~1000mm;长方体的长宽高的范围分别为1mm~500m、1mm~300mm、1mm~1000mm;正方体的边长范围为1mm~300mm;圆台的上下面直径范围分别为1mm~300mm、1mm~500mm,高1mm~1000mm。
43.根据发明的一种优选实施方式,所述线形滑动的频率范围1hz~200hz,幅度范围为0.1mm~300mm,所述线形滑动时间范围为0.01s~50s。。
44.根据发明的一种优选实施方式,所述在同一轨迹重复线形滑动的方法包括一端滑动一端静止或者两端同时滑动;所述施加轴向压力和顶锻力包括在一端施加或者两端同时施加。
45.在本发明中通过简单的机械加工得到多个简单永磁体,所述简单的机械加工包括线切割、打孔以及其他常用的永磁体简单机加工手段。
46.本发明还提供一种永磁体加工装置,用于实现上述等材制造的永磁体加工方法,所述永磁体加工装置包括能够提供轴向压力的顶锻系统和能够做线形滑动的装夹装置。
47.根据发明的一种优选实施方式,所述装夹装置的设置使得轴向压力范围为0.001kn~200kn,顶锻系统的设置使得所述顶锻力范围为0.001kn~500kn。
48.实施例
49.本实施例利用上述的永磁体加工装置和加工方法,具体加工过程包括如下步骤:
50.参阅图1-4所示,本实施例中需要加工的目标永磁体1是由左侧四棱柱简单永磁体2、右侧四棱柱简单永磁体3和最右侧正三棱柱简单永磁体5组成,材质为铁氧体永磁材料;
51.其中,左侧四棱柱简单永磁体2的长宽高分别为90mm
×
90mm
×
120mm,右侧四棱柱简单永磁体3的长宽高分别是180mm
×
150mm
×
200mm,左侧四棱柱简单永磁体2和右侧四棱柱简单永磁体3的中间开设有一个直径为50mm、长度为150mm的空腔,正三棱柱简单永磁体5的边长为80mm,高为100mm。
52.步骤一、首先对目标永磁体1进行分析,分解成左侧四棱柱简单永磁体2、右侧四棱柱简单永磁体3和最右侧正三棱柱简单永磁体5的易加工永磁体,左侧四棱柱简单永磁体2的长宽高为90mm
×
90mm
×
120mm,中间开设有一个直径为50mm,长度为70mm的孔;右侧四棱柱简单永磁体3的长宽高为180mm
×
150mm
×
200mm,中间开设有一个直径为50mm,长度为80mm的孔,正三棱柱简单永磁体5的边长为80mm,高为100mm,以使得其加工流程最简单。
53.步骤二、再对分解的左侧四棱柱简单永磁体2、右侧四棱柱简单永磁体3和最右侧正三棱柱简单永磁体5进行简单的机械加工以得到简单永磁体,先进行切削加工得到尺寸规格分别为90mm
×
90mm
×
120mm的左侧四棱柱简单永磁体2,180mm
×
150mm
×
200mm的右侧四棱柱简单永磁体3,以及边长为80mm,高为100mm的正三棱柱简单永磁体5,再对左侧四棱柱简单永磁体2、右侧四棱柱简单永磁体3进行打孔,左侧四棱柱简单永磁体2的孔直径为50mm,长度为70mm,右侧四棱柱简单永磁体3的孔直径为50mm,长度为80mm。
54.步骤三、将得到的各个简单永磁体逐次进行连接;左侧四棱柱简单永磁体2和右侧四棱柱简单永磁体3分别装夹在垂直接合界面能够相对直线移动的四爪卡盘上,两端的四爪卡盘都不能旋转,装夹左侧四棱柱简单永磁体2的四爪卡盘只能在控制范围内相对直线运动,装夹右侧四棱柱简单永磁体3的四爪卡盘固定不动。
55.在连接过程中,左侧四棱柱简单永磁体2与右侧四棱柱简单永磁体3接触,并使左
侧四棱柱简单永磁体2与右侧四棱柱简单永磁体3的接触位置就是最终接合的位置,在装夹右侧四棱柱简单永磁体3的四爪卡盘上施加轴向力f的状态下,轴向力f的大小为8kn,左侧四棱柱简单永磁体2在同一轨迹上重复滑动,滑动的频率为50hz,幅度为90mm,在轴向压力和摩擦力的作用下,连接界面摩擦生热,摩擦热输入使界面附近的永磁体加热到热塑性状态;保持设定的频率和幅度滑动10s后,停止滑动,左侧四棱柱简单永磁体2与右侧四棱柱简单永磁体3停止的位置正好是最终的接合界面的位置,此时左侧四棱柱简单永磁体2与右侧四棱柱简单永磁体3在顶锻压力的作用下形成良好的接合界面,顶锻力大小为10kn,得到左侧四棱柱简单永磁体2和右侧四棱柱简单永磁体3的连接永磁体4。
56.再将左侧四棱柱简单永磁体2和右侧四棱柱简单永磁体3的连接永磁体4与正三棱柱简单永磁体5进行连接,将正三棱柱简单永磁体5、左侧四棱柱简单永磁体2和右侧四棱柱简单永磁体3的连接永磁体4分别装夹在垂直接合界面能够相对直线移动的三爪卡盘和固定不动的四爪卡盘上,两端的装夹卡盘都不能旋转,装夹正三棱柱简单永磁体5的三爪卡盘只能在控制范围内相对直线运动,装夹左侧四棱柱简单永磁体2和右侧四棱柱简单永磁体3的连接永磁体4的四爪卡盘固定不动。
57.在简单永磁体的连接过程中,正三棱柱简单永磁体5、左侧四棱柱简单永磁体2和右侧四棱柱简单永磁体3的连接永磁体4接触,并使两构件的接触位置就是最终接合的位置,在左侧四棱柱简单永磁体2和右侧四棱柱简单永磁体3的连接永磁体4的四爪卡盘上施加轴向力f的状态下,轴向力f的大小为8kn,正三棱柱简单永磁体5在同一轨迹上重复滑动,滑动的频率为50hz,幅度为90mm,在轴向压力和摩擦力的作用下,连接界面摩擦生热,摩擦热输入使界面附近的永磁体加热到热塑性状态;其中轴向力f和线形滑动方向v参阅图3所示。保持设定的频率和幅度滑动10s后,停止滑动,停止的位置正好是最终的接合界面的位置,此时正三棱柱简单永磁体5、左侧四棱柱简单永磁体2和右侧四棱柱简单永磁体3的连接永磁体4在顶锻系统压力的作用下形成良好的接合界面,顶锻力大小为10kn,最终得到需要的目标永磁体1。
58.获得所需要的目标永磁体1后冷却,去除固定装夹,然后对得到的目标永磁体1进行充磁,完成目标永磁体1的加工。
59.以上结合附图详细描述了本发明的优选实施方式,但本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个具体技术特征以任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。但这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。