1.本实用新型涉及切削加工技术领域,特别涉及一种主动通讯式的自动换刀电主轴。
背景技术:
2.随着我国制造业的发展变革,高工序集成度、高柔性生产、高生产效率成为高端制造的必要条件。传统的电主轴普遍采用液体冷却、直触式轴系结构和被动式通讯等技术实现对电主轴的使用和控制,目前电主轴主要是依附于内部开关量传感器和热敏电阻被机床设备读取拉刀系统的位置信号,机床设备的系统经过判断后向主轴输出电压或电流指令进行控制,并采用直筒隔套对支承轴承进行预紧安装,为主轴运行提供支撑力,同时,传统主轴主要采用液体冷却,但是液体冷却的方式需要增加液冷机、液泵等附属设备,结构复杂且成本较高,针对于高速轻切削的加工条件,电主轴一般性选用风冷的方式进行冷却,利用外接电源驱动轴流风扇旋转产生轴向气流,气流经由气缸、上轴承座与外壳之间的风道由上至下冷却主轴。
3.目前传统电主轴产品被动式通讯、轴系结构与冷却系统存在以下缺陷:机床设备的系统判定主轴拉刀状态、主轴电机温度后对主轴再进行运动性控制,这样被动式控制逻辑存在一定的滞后性,且不具备可调节的柔性,针对特定机械位置调节好之后无法更改,对于不同工艺应用的适应性差。而配套直触式轴系结构,对主轴换刀系统运动后主轴轴心结构受力时,将负载全部传递到轴承上,易造成轴承寿命降低,损坏等异常。而常规风冷需把上轴承座与机体联通设计风道,加大了电主轴的整体体积,影响结构紧凑性,并且风扇处于通电长期运转状态,对于能耗无管控。
4.因此,如何能够提供一种解决上述技术问题的主动通讯式的自动换刀电主轴使本领域技术人员亟需解决的技术问题。
技术实现要素:
5.本实用新型的目的是提供一种主动通讯式的自动换刀电主轴,主动检测电主轴自身运行状态并与机床设备通讯控制,解决了被动式控制逻辑存在一定滞后性的问题,即时性更强,对于不同工艺应用的适应性好。
6.为实现上述目的,本实用新型提供一种主动通讯式的自动换刀电主轴,包括机体组件,所述机体组件外侧设有主动通讯控制系统,所述机体组件尾端设有冷却组件,所述机体组件中装设有轴心组件和用于检测所述轴心组件的检测器组件,所述轴心组件中设有用于夹持刀具的换刀系统,所述冷却组件和所述轴心组件之间设有用于驱动所述换刀系统的气动组件,所述主动通讯控制系统与机床设备通讯连接并用于根据所述检测器组件的检测结果控制所述冷却组件、所述轴心组件和所述气动组件。
7.优选地,所述机体组件内设有供所述轴心组件安装的上轴承座,所述检测器组件设置于所述上轴承座。
8.优选地,所述检测器组件包括检测器安装座、设置于所述检测器安装座的检测器i和检测器ii、设置于所述上轴承座的检测器iii和设置于所述机体组件的检测器iv,所述检测器i用于检测所述换刀系统的拉刀位置,所述检测器ii用于检测所述轴心组件的旋转参数,所述检测器iv用于检测所述轴心组件的实际温度,所述检测器iii用于检测所述轴心组件的旋转参数或振动参数。
9.优选地,所述机体组件包括机体外壳以及固定于所述机体外壳内部的定子,所述检测器iv设置于所述定子的内部,所述轴心组件包括与所述定子匹配的转子以及套装于所述转子的转轴,所述转轴的第一端安装于所述上轴承座、第二端安装于下轴承座,所述下轴承座固定于所述机体组件首端,所述第一端设有穿出所述上轴承座的上轴承锁紧螺母;所述检测器ii为距离开关,所述上轴承锁紧螺母的圆周上设有供所述距离开关检测的平槽;所述检测器iii为编码器读头,所述上轴承锁紧螺母安装有供所述编码器读头检测的编码盘,或,所述检测器iii为加速度传感器,所述加速度传感器用于检测所述上轴承锁紧螺母的振动参数。
10.优选地,所述主动通讯控制系统包括固定于所述机体组件外侧的通讯盒外壳以及设于所述通讯盒外壳中的控制面板,所述控制面板连接输入电缆,所述输入电缆与所述定子、所述冷却组件和所述检测器组件连接,所述控制面板穿过所述通讯盒外壳引出输出电缆,所述控制面板还连接若干调节按钮和刀具开关。
11.优选地,所述下轴承座中设有套装于所述转轴的下轴承i和下轴承ii,所述下轴承i和所述下轴承ii之间设有隔套组件,所述隔套组件包括设于所述转轴外侧的下轴承内圈隔套以及设于所述下轴承内圈隔套外侧的下轴承外圈隔套,所述下轴承外圈隔套与所述下轴承内圈隔套之间具有凹凸配合的轴肩。
12.优选地,所述换刀系统包括设于所述转轴内部的弹簧座、活动穿设于所述转轴和所述弹簧座的拉杆和安装于所述弹簧座且套住所述拉杆的弹簧,所述拉杆的第一端连接拉杆螺母,所述拉杆的第二端连接拉爪座和用于夹紧所述刀具的拉爪,所述拉杆螺母具有供所述检测器i检测的渐变面。
13.优选地,所述气动组件包括缸体、气缸上盖板、气缸下盖板、活塞i、活塞ii、活塞螺母、气道杆、活塞杆和复位弹簧,所述气缸上盖板、所述气缸下盖板和所述缸体的上部形成气室,所述活塞i与所述活塞杆设置于上端,所述活塞ii设置于所述活塞杆底部,所述活塞螺母通过螺纹连接于所述活塞杆底部,所述活塞螺母台阶上端面设置于所述活塞ii底面,所述复位弹簧设置于所述活塞i和所述活塞ii之间。
14.优选地,所述活塞杆设置有轴肩与所述活塞ii连接,推动所述活塞ii运动,所述活塞杆朝向所述活塞螺母方向设有内螺纹,与所述活塞螺母的外螺纹配合,当所述活塞螺母失控碰到旋转的所述拉杆螺母时,会被旋转将所述活塞螺母与所述活塞杆分离,防止所述轴心组件受损。
15.优选地,所述冷却组件包括风扇安装座、风扇盖板和高速风扇,所述风扇安装座设置于所述气动组件尾端,所述高速风扇设置于所述风扇安装座,所述风扇盖板设置于所述风扇安装座尾端形成进风口,所述气动组件与所述冷却组件叠加后形成出风口,所述气动组件设置带有散热辐条的风道,所述气动组件与所述机体组件连通形成引风通道,所述引风通道连接所述出风口。
16.相对于上述背景技术,本实用新型所提供的主动通讯式的自动换刀电主轴包括机体组件,机体组件外侧设有主动通讯控制系统,机体组件尾端设有冷却组件,机体组件中装设有轴心组件和用于检测轴心组件的检测器组件,轴心组件中设有用于夹持刀具的换刀系统,冷却组件和轴心组件之间设有用于驱动换刀系统的气动组件,主动通讯控制系统与机床设备通讯连接。该主动通讯式的自动换刀电主轴通过检测器组件主动检测电主轴自身运行状态并与机床设备通讯控制,结构均集成于电主轴上,控制过程也在电主轴上实现,例如:对于检测器组件检测的温度,主动通讯控制系统可以直接控制主轴并反馈给机床控制结果,对于换刀,也可直接调节主轴对于不同规格的刀柄适应能力,解决了被动式控制逻辑存在一定滞后性的问题,即时性更强,对于不同工艺应用的适应性好。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
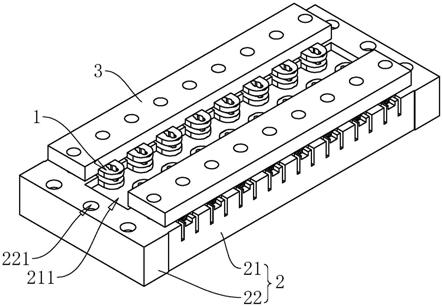
18.图1为本实用新型实施例提供的主动通讯式的自动换刀电主轴的结构示意图;
19.图2为本实用新型实施例提供的主动通讯式的自动换刀电主轴的分解示意图;
20.图3为本实用新型实施例提供的主动通讯式的自动换刀电主轴的另一结构示意图;
21.图4为图3中定子的局部放大示意图;
22.图5为图3中隔套的局部放大示意图;
23.图6为本实用新型实施例提供的引风通道的位置示意图;
24.图7为图3中拉爪的局部放大示意图;
25.图8为本实用新型实施例提供的检测器组件的结构示意图。
26.其中:
27.00-机体组件、01-收容腔、02-机体外壳、03-引风通道、10-冷却组件、20-轴心组件、21-转轴、22-下轴承i、23-下轴承ii、24-下轴承座、25-下轴承内圈锁紧螺母、26-下轴承外圈锁紧螺母、27-下轴承外圈隔套、28-下轴承内圈隔套、29-上轴承i、30-上轴承ii、31-上轴承锁紧螺母、32-上轴承座、40-换刀系统、41-拉杆、42-拉爪座、43-拉爪、44-拉杆螺母、45-弹簧座、46-弹簧、48-拉杆顶丝、50-气动组件、51-缸体、52-气缸上盖板、53-气缸下盖板、54-活塞i、55-活塞ii、56-活塞螺母、57-气道杆、59-活塞杆、60-检测器组件、61-信号线、62-检测器安装座、63-检测器i、64-检测器ii、65-检测器iii、70-主动通讯控制系统、71-输出电缆、72-通讯盒外壳、73-控制面板、74-输入电缆、80-刀具、001-台阶i、002-台阶ii、101-风扇安装座、102-风扇盖板、103-高速风扇、105-出风口、211-转子、212-定子、213-销钉i、214-转轴平衡环、215-转轴收容腔、271-轴肩i、281-轴肩ii、421-拉爪斜槽、501-复位弹簧、541-销钉ii。
具体实施方式
28.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行
清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
29.为了使本技术领域的技术人员更好地理解本实用新型方案,下面结合附图和具体实施方式对本实用新型作进一步的详细说明。
30.请参考图1至图8,其中,图1为本实用新型实施例提供的主动通讯式的自动换刀电主轴的结构示意图,图2为本实用新型实施例提供的主动通讯式的自动换刀电主轴的分解示意图,图3为本实用新型实施例提供的主动通讯式的自动换刀电主轴的另一结构示意图,图4为图3中定子的局部放大示意图,图5为图3中隔套的局部放大示意图,图6为本实用新型实施例提供的引风通道的位置示意图,图7为图3中拉爪的局部放大示意图,图8为本实用新型实施例提供的检测器组件的结构示意图。
31.在第一种具体的实施方式中,本实用新型所提供的主动通讯式的自动换刀电主轴包括机体组件00,机体组件00外侧设有主动通讯控制系统70,机体组件00尾端设有冷却组件10,机体组件00中装设有轴心组件20和用于检测轴心组件20的检测器组件60,轴心组件20中设有用于夹持刀具80并进行加工操作的换刀系统40,冷却组件10和轴心组件20之间设有用于驱动换刀系统40的气动组件50,主动通讯控制系统70与机床设备通讯连接。该主动通讯式的自动换刀电主轴通过检测器组件60主动检测电主轴自身运行状态并与机床设备通讯控制,结构均集成于电主轴上,控制过程也在电主轴上实现,例如:对于检测器组件60检测的温度,主动通讯控制系统70可采用面板,可以直接控制主轴并反馈给机床控制结果,对于换刀,也可直接调节主轴对于不同规格的刀柄适应能力,而现有的产品无法面板调节刀柄适应能力,只能通过装拆调整,解决了被动式控制逻辑存在一定滞后性的问题,即时性更强,对于不同工艺应用的适应性好。
32.在本实施例中,机体组件00包括空心的机体外壳02,机体外壳02内设有供轴心组件20安装的上轴承座32,检测器组件60设置于上轴承座32的顶部。
33.具体而言,机体外壳02内形成了容纳上轴承座32和轴心组件20的收容腔01,机体外壳02设有台阶ii002,上轴承座32设置于台阶002上。气动组件50设置在机体外壳02顶部,冷却组件10设置在气动组件50顶部,换刀系统40活动贯穿轴心组件20,换刀系统40的尾端设置在收容腔01内。
34.在本实施例中,检测器组件60包括检测器安装座62、设置于检测器安装座62的检测器i63和检测器ii64、设置于上轴承座32的检测器iii65和设置于机体组件00中的检测器iv,检测器i63用于检测换刀系统40的拉刀位置,检测器iv用于检测轴心组件20的实际温度,检测器ii64用于检测轴心组件20的旋转参数,检测器iii65用于检测轴心组件20的旋转参数或振动参数。
35.需要说明的是,本实施例中轴心组件20的旋转参数由检测器ii64实现检测,检测器iii65作为可选配的补选项,既可设置为检测轴心组件20的旋转参数的检测器,也可设置为检测轴心组件20的振动参数的检测器,同应属于本实施例的说明范围。
36.在本实施例中,主动通讯控制系统70包括固定于机体外壳02外侧的通讯盒外壳72以及设于通讯盒外壳72中的控制面板73,控制面板73通过输入电缆74连接冷却组件10、轴心组件20和检测器组件60,控制面板73穿过通讯盒外壳72引出输出电缆71,控制面板73经
由输出电缆71连接到机床设备数控系统,控制面板73还连接若干调节按钮和刀具开关。
37.具体而言,检测器组件60的信号线61经过上轴承座32和机体外壳02与主动通讯控制系统70连接,检测器i63位置面对换刀系统40,检测器ii64位置面对轴心组件20,信号线61从检测器i63和检测器ii64中引出,从上轴承座32侧面通道中途径机体外壳02连接控制面板73。
38.在本实施例中,机体组件00还包括固定于机体外壳02内部的定子212,此时检测器iv设置于定子212的内部,轴心组件20包括与定子212匹配的转子211以及套装于转子211的转轴21,定子212和转子211是分开的两部分。其中,转轴21的第一端安装于上轴承座32、第二端安装于下轴承座24,下轴承座24固定于机体外壳02首端,第一端设有穿出上轴承座32的上轴承锁紧螺母31。为了实现检测器ii64对轴心组件20的旋转参数的检测,检测器ii64为距离开关,上轴承锁紧螺母31的圆周上设有供距离开关检测的平槽;为了实现检测器iii65对轴心组件20的旋转参数的检测,检测器iii65为编码器读头,上轴承锁紧螺母31安装有供编码器读头检测的编码盘;除此以外,为了实现检测器iii65对轴心组件20的振动参数的检测,检测器iii65为加速度传感器,加速度传感器用于检测上轴承锁紧螺母31的振动参数。其中,旋转参数包括旋转的矢量角度与速度,振动参数具体为振动幅度及振动频率。
39.具体而言,上轴承锁紧螺母31上圆周设置两个平槽,平槽随着转轴21做同轴旋转运动,检测器ii64位置面对上轴承锁紧螺母31,当平槽311每次经过检测器ii64时,检测器ii64输出一个电信号给控制面板73,控制面板73可直接读取当前转轴21的转速并反馈给机床系统,优化传统机床只是靠电源频率来捕捉电主轴转速,而经常出现转速滞后和失真的弊端。
40.除此以外,上轴承锁紧螺母31可安装编码盘,检测器iii65可读取编码盘的每个脉冲信号并反馈给控制面板73,控制面板73可直接读取当前转轴21的转速和矢量方向角度实时范围给机床系统。
41.其中,转轴平衡环214与转子211过盈配合,平衡环214设置于转子211顶面,转子211通过螺钉连接在转轴21上,与转子211配合的定子212与收容腔01过盈配合,收容腔01内设有台阶i001,定子212最大外径定位安装在台阶i001处,机体外壳02与定子212通过热套安装在一起。检测器组件60的信号线61、定子212引出的电源线和冷却组件10的电源集中在一起形成输入电缆74,输入电缆74连接控制面板73,控制面板73穿过通讯盒外壳72引出输出电缆71,调节按钮和刀具开关按钮通过信号线61连接控制面板73。
42.在本实施例中,下轴承座24中设有套装于转轴21的下轴承i22和下轴承ii23,下轴承i22和下轴承ii23之间设有隔套组件,隔套组件用于隔离下轴承i22和下轴承ii23,具体隔套组件包括设于转轴21外侧的下轴承内圈隔套28以及设于下轴承内圈隔套28外侧的下轴承外圈隔套27,下轴承外圈隔套27与下轴承内圈隔套28之间具有凹凸配合的轴肩。
43.具体而言,转轴21贯穿转子211,转轴21下端贯穿下轴承i22、下轴承内圈隔套28和下轴承ii23,下轴承座24内形成有用于容纳下轴承i22、下轴承外圈隔套27、下轴承内圈隔套28和下轴承ii23的腔室,下轴承外圈锁紧螺母26螺纹连接于下轴承座24,下轴承内圈锁紧螺母25设置于下轴承23顶部,下轴承座24设置于机体外壳02底部;转轴21靠近气动组件50的一端贯穿上轴承i29和上轴承ii30,上轴承锁紧螺母31与转轴21螺纹连接,上轴承锁紧螺母31设置于上轴承ii30顶部,上轴承i29和上轴承ii30与上轴承座32间隙配合。
44.在本实施例中,换刀系统40包括设于转轴21内部的弹簧座45、活动穿设于转轴21和弹簧座45的拉杆41和安装于弹簧座45且套住拉杆41的弹簧46,拉杆41的第一端连接拉杆螺母44,拉杆41的第二端连接拉爪座42和用于夹紧刀具80的拉爪43,拉杆螺母44具有供检测器i63检测的渐变面,检测器i63位置面对拉杆螺母44设置。
45.具体而言,拉杆螺母44设计成锥形,不同的高度状态下到达检测器i63的距离不同,检测器i63传递出对应距离的电信号给控制面板73,按下调节按钮记录本次选项刀具80的位置。后续启动机床自动换刀功能,检测器i63全程监控刀具80是否符合本次选项,若不符合,则由控制面板73主动向机床设备输出停止运动指令并令其报警。
46.其中,拉杆螺母44设有内螺纹直接螺纹连接于拉杆41第一端的外螺纹,拉杆41第二端设有外螺纹与拉爪座42内螺纹连接在一起,然后穿过拉杆顶丝48紧固。拉杆41活动穿设在转轴21内,并与转轴21同轴设置,拉杆41贯穿弹簧46,拉爪座42通过拉杆顶丝48螺纹连接于拉杆41下端,拉爪43为球状,设置在拉爪座42的拉爪座斜槽421内。拉杆41向下运动并推动拉爪座42向下运动,拉爪斜槽421脱离转轴收容腔215,拉爪43由于自然重力回落斜槽421内,将刀具80松开,弹簧46用于促使拉杆41向上复位,并带动拉爪座42向上使斜槽421进入转轴收容腔215内,将拉爪43沿轴线径向挤压推出从而将刀具80夹紧。
47.除此以外,弹簧46设置于拉杆41尾端台阶底部,拉杆41贯穿弹簧座45,弹簧座45设置于弹簧46底部,拉杆41尾端台阶底部设有两个个圆柱销槽,与弹簧46的端面定位键配合,弹簧座45底部圆周方向设有两个圆柱销槽,与转轴21圆周方向设置圆周销槽通过销钉连接,弹簧座45顶部设有两个平槽,与弹簧46的端面定位键配合,防止弹簧扭转。其中,弹簧46为矩形螺旋弹簧,且矩形螺旋弹簧数量为一根。
48.在本实施例中,气动组件50包括缸体51、气缸上盖板52、气缸下盖板53、活塞i54、活塞ii55、活塞螺母56、气道杆57、活塞杆59和复位弹簧501,气缸上盖板52、气缸下盖板53和缸体51的上部形成气室,活塞i54与活塞杆59设置于上端,活塞ii55设置于活塞杆59底部,活塞螺母56通过螺纹连接于活塞杆59底部,活塞螺母56台阶上端面设置于活塞ii55底面,复位弹簧501设置于活塞i54和活塞ii55之间,活塞i54和活塞ii55分别设置供复位弹簧501卡入的圆周安装孔,活塞i54与气缸上盖板52之间设有稳定活塞i54往复运动形成的销钉ii541,销钉ii541一端与活塞i54连接,另一端与气缸上盖板52的销钉孔连接,销钉ii541长度大于活塞i54往复运动行程,从而保证活塞i54在缸体51中往复滑移的平稳性。
49.具体而言,进行换刀动作时,随着换刀系统40的动作,活塞螺母56将活塞i54受到的气压力传递到换刀系统40上,随着拉杆41向下运动,弹簧46被压缩,将被压缩的反作用通过连接销钉i213传递到转轴21上,此时若是无保护装置,负载将会直接传递到下轴承i22和下轴承ii23上,导致轴承产生疲劳磨损;而本实用新型通过增加作为保护装置的下轴承外圈隔套27和下轴承内圈隔套28,二者分别具有轴肩i271和轴肩ii281,在安装后轴肩之间形成微小间隙,当换刀负载施加时,轴肩i271和轴肩ii281接触,将负载转移至下轴承座24上,从而转移到机体外壳02上进行消耗。
50.在本实施例中,活塞杆59靠近活塞i54处设置有台阶面,进气后,气压推动活塞i54,通过台阶面推动活塞杆59向靠近拉杆螺母44的方向运动,活塞杆59再带动活塞螺母56向靠近拉杆螺母44的方向运动。与此类似的,活塞杆59设置有轴肩与活塞ii55连接,推动活塞ii55运动。活塞杆59朝向活塞螺母56方向设有内螺纹,与活塞螺母56的外螺纹配合,当活
塞螺母56失控碰到旋转的拉杆螺母44时,会被旋转将活塞螺母56与活塞杆59分离,防止轴心组件20受损。
51.具体而言,气动组件50中,活塞杆59底部通过低强度的螺纹连接活塞螺母56进行气缸下行动作去驱动换刀系统40进行动作,但是若在机床系统出错情况下,轴心系统20未停止旋转,活塞螺母56将会被轴心组件20带着螺纹旋出活塞杆59,主动增加活塞运动行程,对轴心组件20进行刹车保护,防止轴心组件20被破坏。
52.除此以外,当检测器iii65为加速度传感器时,可直接读取上轴承锁紧螺母31的振动值,将主轴的振动读取到控制面板73,并在控制面板73设定振动极限值,若振动超出极限值可由控制面板73主动向机床设备输出停止运动指令并报警。检测器iv为埋入定子212中的温度传感器,与电缆线74一同连接至控制面板73,可在控制面板73中预设电机介入冷却温度,当电机(定子212)达到预设温度时,控制面板73通过电缆线74给冷却组件10指令,控制其启动冷却,优化传统风冷电主轴接上电后风扇就一直处于运转状态,提高冷却组件寿命,达到更低能耗,节能减排的作用。
53.在本实施例中,冷却组件10包括风扇安装座101、风扇盖板102和高速风扇103,风扇安装座101设置于气动组件50尾端,高速风扇103设置于风扇安装座101,风扇盖板102设置于风扇安装座101尾端形成进风口,气动组件50与冷却组件10叠加后形成出风口105,气动组件50设置带有散热辐条的风道,气动组件50与机体外壳02连通形成引风通道03,引风通道03中设有散热辐条,引风通道03连接出风口105,冷却组件10的电源线经过引风通道03与主动通讯控制系统70连接。
54.需要强调的是,该电主轴可以主动检测自身运行状态并与机床设备通讯控制,采用保护式轴系机构、动平衡设计和智能化主动通讯的设计,在主轴内部关键位置使用传感器对主轴的机械状态进行检测反馈,并主动调节在动态环境下的信号输出,配合主轴保护式的轴系机构和动平衡设计对电主轴及配套加工设备提供更好的保护。并针对本实用新型目标行业辅以风冷、自动换刀系统,简化了行业设备的复杂程度,提高了生产工序集中度。
55.在一种具体的工作过程中,当检测器i63判断拉杆螺母44到达正确的拉刀位置时,输出对应的位置电压值给主动通讯控制系统70,主动通讯控制系统70判断该数值电压为正确拉刀电压后,将驱动电源经由输入电缆74给到定子212,轴心组件20转动,此时机床可进行加工作业,如果需要应用其他选项刀具80,则按下刀具开关按钮,经由信号线61反馈至控制面板73,由控制面板73控制机床气路电磁阀动作,给到气动组件50高压气,由活塞螺母56下行使换刀系统40向下运动,使拉爪座42向下运动,拉爪斜槽421脱离转轴收容腔215,拉爪43回落,将刀具80插入转轴前端锥孔中,然后刀具开关按钮,此时,换刀系统40处于本次刀具80的高度位置,此时将拉杆螺母44设计成锥形,不同的高度状态下到达检测器i63的距离不同,检测器i63传递出对应距离的电信号给控制面板73,按下调节按钮记录本次选项刀具80的位置。后续启动机床自动换刀功能,检测器i63全程监控刀具80是否符合本次选项,若不符合,则由控制面板73主动向机床设备输出停止运动指令并报警。以上参数,如换刀次数、主轴旋转时间及生命周期,都会在控制面板73中存储,并反馈给机床系统或外部具有同等通讯协议的连接设备。
56.该电主轴为一种可以主动检测自身运行状态并与机床设备通讯控制的电主轴,并同时增强主轴轴系的保护,现有市场上的电主轴普遍采用液体冷却或者外接风冷、直触式
轴系结构和被动式通讯等技术实现对电主轴的使用和控制,目前电主轴主要是依附于内部开关量传感器和热敏电阻被机床设备读取拉刀系统的位置信号和电主轴的温度,机床设备的系统经过判断后向主轴输出电压或电流指令进行控制,这样被动式控制逻辑存在一定的滞后性,且不具备可调节的柔性,针对特定机械位置调节好之后无法更改,对于不同工艺应用的适应性差。
57.并采用直筒隔套对支承轴承进行预紧安装,为主轴运行提供支撑力,对主轴换刀系统运动后主轴轴心结构受力时,将负载全部传递到轴承上,易造成轴承寿命降低,损坏等异常。
58.同时,传统主轴主要采用液体冷却,但是液体冷却的方式需要增加液冷机、液泵等附属设备,结构复杂且成本较高,针对于高速轻切削的加工条件,电主轴一般性选用风冷的方式进行冷却,利用外接电源驱动轴流风扇旋转产生轴向气流,气流经由气缸、上轴承座与外壳之间的风道由上至下冷却主轴。而这种常规风冷需把上轴承座与机体联通设计风道,加大了电主轴的整体体积,影响结构紧凑性,并且风扇处于通电长期运转状态,对于能耗无管控。
59.一种主动通讯式的自动换刀电主轴考虑到如上诸多弊端在电主轴关键的机械运动位置增加检测器连通控制面板,主动检测自身运行状态并与机床设备通讯控制的电主轴,根据不同规格的工具,可以调节传感器输出的信号,让主轴适应不同型号规格的工具,可以根据主轴电动机的温度启停主轴冷却系统,可以自行检测主轴的转速和振动,对加工进行诊断,控制机床启停,并同时增强主轴轴系的保护,使主轴对于加工的适应性、可靠性、经济性进行提升。
60.需要说明的是,在本说明书中,诸如第一和第二之类的关系术语仅仅用来将一个实体与另外几个实体区分开来,而不一定要求或者暗示这些实体之间存在任何这种实际的关系或者顺序。
61.以上对本实用新型所提供的主动通讯式的自动换刀电主轴进行了详细介绍。本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。