1.本实用新型涉及手机模具领域,具体为一种方便散热的手机模具。
背景技术:
2.注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具,将受热融化的原料由注塑机构注射至型腔,经冷却固化后,得到成形品,随着科技的进步与发展,手机已逐渐成为我们日常生活中必不可少的一种工具,手机的后壳可对手机内部的零部件起到保护的作用,现有的手机后壳大多都是使用相应的手机模具并通过注塑的方式完成其成型的,而手机模具同样具有相应的注塑机构对模具进行合模和注料,并且注塑机构的喷嘴一般位于模具上方,手机后壳注塑成型过程中,在注射原料阶段,需要对其进行冷却散热,此阶段的散热速率不能过快,否则会使原料过早固化,影响手机后壳的成型品质,而在手机后壳固化成型阶段,则需要对手机模具进行快速散热,从而提高手机后壳固化成型速率,然而现有手机模具的散热效率较低,固化成型时间较长,而且固化成型后不方便脱模,从而降低了生产效率。
技术实现要素:
3.鉴于现有技术中所存在的问题,本实用新型公开了一种方便散热的手机模具,采用的技术方案是,包括上模具和下模具,所述上模具的下方设置有下模具,所述上模具的上表面固定连接有进料管,所述上模具的下表面开设有注射孔,通过进料管和注射孔的设置,能够方便将原料顺利注射至型腔内,所述上模具的内部设置有第一吹气装置,通过第一吹气装置的设置,能够在注塑完成上模具升起时对注塑件上部进行吹气,进行辅助脱模,从而避免注塑件紧紧附着在上模具上,同时能够进行辅助散热,将注塑件的余热吹走,减少固化成型时间,所述下模具的上表面开设有型腔,所述型腔的两侧均设置有定位杆,所述定位杆的顶部固定连接有限位块,通过定位杆和限位块的设置,能够对上模具进行限位定位,保证注塑件的完整性,避免上模具在合模的过程中发生偏移,所述上模具与定位杆滑动连接,所述下模具的内部设置有第二吹气装置,通过第二吹气装置的设置,能够对注塑件的底部进行吹气,进行辅助脱模,方便取出注塑件,同时能够进行辅助散热,将余热吹走,提高固化成型速率,所述第一吹气装置和第二吹气装置的出气端均设置有档网,通过档网的设置,能够避免原料进入第一吹气装置和第二吹气装置的内部而造成堵塞,所述第二吹气装置的下方设置有水冷装置,通过水冷装置的设置,能够在注射原料阶段关闭,避免散热速率过快而使原料过早固化,影响注塑件的成型品质,在固化成型阶段开启,均匀吸收注塑件的热量,对其进行快速散热,提高注塑件的固化成型速率,降低固化成型时间。
4.作为本实用新型的一种优选技术方案,所述第一吹气装置包括第一气泵、第一输气总管和第一输气支管,所述上模具的上表面固定连接有第一气泵,所述第一气泵的底部位于上模具的内部设置有第一输气总管,所述第一输气总管的底部固定连接有第一输气支管,通过第一气泵、第一输气总管和第一输气支管的设置,能够在注塑完成上模具升起时开
启第一气泵,第一输气支管对注塑件上部进行吹气,进行辅助脱模,从而避免注塑件紧紧附着在上模具上,同时能够进行辅助散热,将注塑件的余热吹走,减少固化成型时间。
5.作为本实用新型的一种优选技术方案,所述第二吹气装置包括第二气泵、第二输气总管和第二输气支管,所述下模具的内部设置有第二气泵,所述第二气泵的两端均固定连接有第二输气总管,所述第二输气总管的顶部固定连接有第二输气支管,通过第二气泵、第二输气总管和第二输气支管的设置,能够利用第二气泵和第二输气支管对注塑件的底部进行吹气,进行辅助脱模,方便取出注塑件,同时能够进行辅助散热,将余热吹走,提高固化成型速率。
6.作为本实用新型的一种优选技术方案,所述档网设置在所述第一输气支管和所述第二输气支管的出气端,通过档网的设置,可以避免多余的原料进入第一输气支管和第二输气支管的内部而造成堵塞。
7.作为本实用新型的一种优选技术方案,所述水冷装置包括储水箱、收集箱、微型水泵、蛇形输水管和回流管,所述下模具的内部设置有储水箱和收集箱,所述储水箱和收集箱的顶部通过蛇形输水管连通,蛇形输水管的一端位于储水箱的顶部设置有微型水泵,所述储水箱和收集箱的底部通过回流管连通,通过储水箱、收集箱、微型水泵、蛇形输水管和回流管的设置,能够在注射原料阶段关闭微型水泵,避免散热速率过快而使原料过早固化,影响注塑件的成型品质,在固化成型阶段开启微型水泵,蛇形输水管内的水可以均匀吸收注塑件的热量,对其进行快速散热,提高注塑件的固化成型速率,降低固化成型时间,同时可以实现循环散热。
8.作为本实用新型的一种优选技术方案,所述进料管在上模具的内部与注射孔连通,通过进料管和注射孔的设置,能够保证注射工作的顺利进行。
9.作为本实用新型的一种优选技术方案,所述上模具的内部开设有定位孔,所述下模具的正面设置有注水口,通过定位孔和注水口的设置,定位孔能够方便上模具沿定位杆定向移动,注水口可以方便及时更换储水箱内的水。
10.本实用新型的有益效果:本实用新型通过第一吹气装置、第二吹气装置和档网的配合设置,能够在注射阶段利用第一吹气装置和第二吹气装置对注塑件的上下均匀吹气,进行辅助脱模,从而避免注塑件紧紧附着在上模具或型腔内,同时能够进行辅助散热,将注塑件的余热吹走,减少固化成型时间;通过水冷装置的设置,能够在注射原料阶段关闭,避免散热速率过快而使原料过早固化,影响注塑件的成型品质,在固化成型阶段开启,水可以均匀吸收注塑件的热量,对其进行快速散热,提高注塑件的固化成型速率,降低固化成型时间,同时可以实现循环散热,提高散热效果。
附图说明
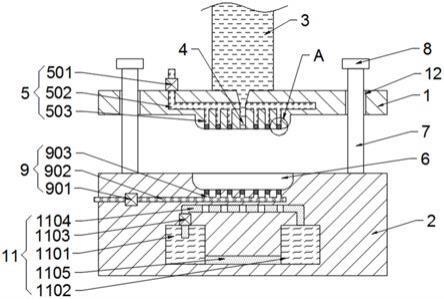
11.图1为本实用新型主视剖面结构示意图;
12.图2为本实用新型工作状态主视剖面结构示意图;
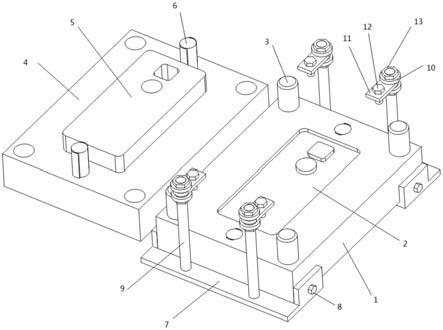
13.图3为本实用新型主视结构示意图;
14.图4为本实用新型下模具俯视剖面结构示意图;
15.图5为本实用新型a处放大结构示意图。
16.图中:1
‑
上模具、2
‑
下模具、3
‑
进料管、4
‑
注射孔、5
‑
第一吹气装置、501
‑
第一气泵、
502
‑
第一输气总管、503
‑
第一输气支管、6
‑
型腔、7
‑
定位杆、8
‑
限位块、9
‑
第二吹气装置、901
‑
第二气泵、902
‑
第二输气总管、903
‑
第二输气支管、10
‑
档网、11
‑
水冷装置、1101
‑
储水箱、1102
‑
收集箱、1103
‑
微型水泵、1104
‑
蛇形输水管、1105
‑
回流管、12
‑
定位孔、13
‑
注水口。
具体实施方式
17.实施例1
18.如图1至图5所示,本实用新型公开了一种方便散热的手机模具,采用的技术方案是,包括上模具1和下模具2,所述上模具1的下方设置有下模具2,所述上模具1的上表面固定连接有进料管3,所述上模具1的下表面开设有注射孔4,当注射原料时,上模具1下移紧压住下模具2,进料管3内的原料从注射孔4内流出至充满整个型腔6,所述上模具1的内部设置有第一吹气装置5,注射完成后,开启第一吹气装置5,对注塑件的上部进行吹气,进行辅助脱模,从而避免注塑件紧紧附着在上模具1上,同时能够进行辅助散热,将注塑件的余热吹走,减少固化成型时间,所述下模具2的上表面开设有型腔6,所述型腔6的两侧均设置有定位杆7,所述定位杆7的顶部固定连接有限位块8,在上模具1下移紧压住下模具2的过程中,定位杆7和限位块8对上模具1进行限位定位,保证注塑件的完整性,避免上模具1在合模的过程中发生偏移,所述上模具1与定位杆7滑动连接,所述下模具2的内部设置有第二吹气装置9,注射完成后,开启第二吹气装置9,对注塑件的底部吹气,进行辅助脱模,方便取出注塑件,同时能够进行辅助散热,将余热吹走,提高固化成型速率,所述第一吹气装置5和第二吹气装置9的出气端均设置有档网10,当第一吹气装置5和第二吹气装置9吹气时,档网10可以避免原料进入第一吹气装置和第二吹气装置的内部而造成堵塞,所述第二吹气装置9的下方设置有水冷装置11,在注射原料阶段关闭水冷装置11,避免散热速率过快而使原料过早固化,影响注塑件的成型品质,在固化成型阶段开启水冷装置11,均匀吸收注塑件的热量,对其进行快速散热,提高注塑件的固化成型速率,降低固化成型时间,实现循环散热。
19.作为本实用新型的一种优选技术方案,所述第一吹气装置5包括第一气泵501、第一输气总管502和第一输气支管503,所述上模具1的上表面固定连接有第一气泵501,所述第一气泵501的底部位于上模具1的内部设置有第一输气总管502,所述第一输气总管502的底部固定连接有第一输气支管503,当注射完成后,开启第一气泵501,第一输气支管503对注塑件的上部吹气,进行辅助脱模,从而避免注塑件紧紧附着在上模具1上,同时能够进行辅助散热,将注塑件的余热吹走,减少固化成型时间。
20.作为本实用新型的一种优选技术方案,所述第二吹气装置9包括第二气泵901、第二输气总管902和第二输气支管903,所述下模具2的内部设置有第二气泵901,所述第二气泵901的两端均固定连接有第二输气总管902,所述第二输气总管902的顶部固定连接有第二输气支管903,当注射完成后,开启第二气泵901,第二输气支管903对注塑件的底部吹气,进行辅助脱模,方便取出注塑件,同时能够进行辅助散热,将余热吹走,提高固化成型速率。
21.作为本实用新型的一种优选技术方案,所述档网10设置在所述第一输气支管503和所述第二输气支管903的出气端,当对注塑件吹气散热时,档网10可以避免多余的原料进入第一输气支管503和第二输气支管903的内部而造成堵塞。
22.作为本实用新型的一种优选技术方案,所述水冷装置11包括储水箱1101、收集箱1102、微型水泵1103、蛇形输水管1104和回流管1105,所述下模具2的内部设置有储水箱
1101和收集箱1102,所述储水箱1101和收集箱1102的顶部通过蛇形输水管1104连通,蛇形输水管1104的一端位于储水箱1101的顶部设置有微型水泵1103,所述储水箱1101和收集箱1102的底部通过回流管1105连通,在注射原料阶段关闭微型水泵1103,避免散热速率过快而使原料过早固化,影响注塑件的成型品质,在固化成型阶段开启微型水泵1103,蛇形输水管1104内的水可以均匀吸收注塑件的热量,对其进行快速散热,提高注塑件的固化成型速率,降低固化成型时间,同时可以实现循环散热。
23.作为本实用新型的一种优选技术方案,所述进料管3在上模具1的内部与注射孔4连通,在注射原料时,进料管3和注射孔4保证注射工作的顺利进行。
24.作为本实用新型的一种优选技术方案,所述上模具1的内部开设有定位孔12,所述下模具2的正面设置有注水口13,在合模的过程中定位孔12保证上模具1沿定位杆7定向移动,注水口13可以方便及时更换储水箱1101内的水。
25.本实用新型的工作原理:首先将上模具1下移紧压住下模具2进行合模动作,在上模具1下移紧压住下模具2的过程中,定位杆7和限位块8对上模具1进行限位定位,保证注塑件的完整性,定位孔12保证上模具1沿定位杆7定向移动,然后将进料管3内的原料从注射孔4内流出至充满整个型腔6,在注射原料时,进料管3和注射孔4保证注射工作的顺利进行,注射完成后,开启第一气泵501和第二气泵901,第一输气支管503和第二输气支管903对注塑件的上下方同时吹气,进行辅助脱模,从而避免注塑件紧紧附着在上模具1或型腔6内,同时能够进行辅助散热,将注塑件的余热吹走,减少固化成型时间,提高固化成型速率,当对注塑件吹气散热时,档网10可以避免多余的原料进入第一输气支管503和第二输气支管903的内部而造成堵塞,在注射原料阶段关闭微型水泵1103,避免散热速率过快而使原料过早固化,影响注塑件的成型品质,在固化成型阶段开启微型水泵1103,蛇形输水管1104内的水可以均匀吸收注塑件的热量,对其进行快速散热,提高注塑件的固化成型速率,降低固化成型时间,同时可以实现循环散热,注水口13可以方便及时更换储水箱1101内的水。
26.本实用新型涉及的电路连接为本领域技术人员采用的惯用手段,可通过有限次试验得到技术启示,属于公知常识。
27.本文中未详细说明的部件为现有技术。
28.上述虽然对本实用新型的具体实施例作了详细说明,但是本实用新型并不限于上述实施例,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化,而不具备创造性劳动的修改或变形仍在本实用新型的保护范围以内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。