1.本实用新型涉及的是机械加工领域,具体涉及一种上下料装置。
背景技术:
2.机械手自动线能实现产品生产过程自动化的一种机器体系。即通过机械手配合机床实现自动进行加工、检测、装卸、运输,组成高度连续的、完全自动化的生产线来实现产品的生产。自动化生产线采用机械手上下料,这就要求机械手抓取曲轴上下料过程不能与机床产生生任何干涉,才能实现自动线实施运行,目前普通曲轴加工生产线的高速钻机床采用人工上下料,该机床工作台上设置不可移动v型架,操作者采用吊钩将曲轴放在v型架上,机床头架的三爪卡盘张开,通过尾座顶尖将曲轴顶置头架卡盘内部,卡盘夹住曲轴,从而实现曲轴旋转加工,曲轴加工结束后,操作者需要通过吊钩将曲轴吊走,无法实现曲轴与卡盘自动脱离,因机械手每次需要下落指定位置抓取曲轴所以原有上下料方式不能满足生产线实施要求。
技术实现要素:
3.为解决上述技术问题,本实用新型的目的是为了实现曲轴自动生产线高速钻机床配合机械手自动上下料,设计的一种曲轴托架横移装置。该装置通过外接液压站缸带动内部活塞杆滑动从而实现上方的v型托架带动曲轴左右移动,机械手从机床上方的天窗将曲轴放置v型托架上,曲轴托架横移装置带动曲轴向机床头架方向横移,移动卡盘卡爪中心位置停止不动,尾座顶尖伸出将曲轴向卡盘方向顶靠,卡盘夹紧曲轴后机床开始加工,加工完成后曲轴托架横移装置将曲轴从卡盘内脱离横移到原位,机械手下降抓取曲轴,从而配合机械手完成曲轴自动上下料。具体技术方案如下:
4.一种曲轴托架横移装置,包括v型可调托架,所述v型可调托架设置在油缸横移装置上;
5.所述的v型可调托架包括用于承载曲轴的v型托板,v型托板与l型导向板固定,l型导向板下面设置长条孔和底板通过螺钉连接,底板开键槽与下方的油缸横移装置的t型板通过螺钉和平键连接;v型托板下方设置调整螺钉,调整螺钉的顶部与t型板抵接;
6.所述的油缸横移装置包括t型板,t型板与下方滑座通过螺钉连接,滑座两侧设置两组可调顶丝用于调整曲轴托架横移装置的移动距离,其中第一可调顶丝与活塞杆轴向端面接触,第二可调顶丝与限位销接触;滑座下方设置油缸底座,限位销设置在油缸底座两侧上部并与活塞杆平行;活塞杆设置在油缸底座内部;
7.活塞杆两侧还设置两套导向杆,第一导向杆通过与油缸底座内部设置的直线轴承配合滑动,第二导向杆通过与油缸底座内部设置的无油衬套配合滑动,两套导向杆两端均与滑座通过顶丝固定连接;
8.l型导向板侧面设置导向槽,v型托板侧面设置凸起嵌入所述导向槽内,并通过螺钉将v型托板固定在l型导向板上;
9.油缸底座下方设置燕尾槽与工作台通过楔铁连接;
10.油缸底座上方设置防护罩用于防铁屑;
11.调整螺钉的端部与t型板上面抵接。
12.本实用新型的优点是:本实用新型用于高速钻机床曲轴工件托起后左右横移,配合机械手工作,解决自动生产线曲轴上下料问题,可通过调整该装置上的2套v型可调托架左右距离和v型托板上下距离,来适用不同品种曲轴上下料。
附图说明
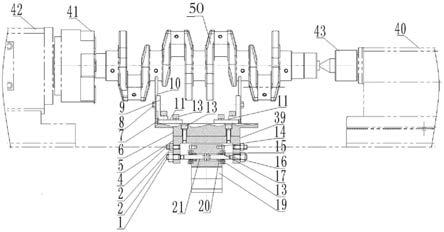
13.图1为本实用新型的结构示意图;
14.图2为图1的左视图;
15.图3为图2的a-a截面示意图;
16.图4为图2的b-b截面示意图;
17.图5为图4的c-c截面示意图;
18.图6为v型可调托架与油缸横移装置的放大示意图。
具体实施方式
19.下面结合附图具体说明本实用新型,如图所示,本实用新型包括第一可调顶丝1、螺母2、第二可调顶丝4、滑座5、t型板6、调整螺钉7、外六方螺钉8、l型导向板9、v型托板10、v型可调托架11、螺钉13、限位销14、o型环15、密封圈16、防尘封17、油缸底座19、法兰盘20、活塞杆21、防尘封23、直线轴承24,油杯25、隔套26、第一法兰盘27、第二法兰盘28、顶丝29、无油衬套30、楔铁32、管接头34、防护罩35、第一导向杆36、底板37、平键38、油缸横移装置39、第二导向杆45;曲轴50等;
20.v型可调托架11由调整螺钉7、外六方螺钉8、l导向型板9、v型托板10、螺钉13、底板37、平键38组成,l型导向板9侧面设置导向槽,v型托板10外侧壁的凸起放置在导向槽内,v型托板10上设置长条孔通过外六方螺钉8与l型导向板9连接,v型托板10下方设置调整螺钉7,l型导向板9下面设置长条孔和底板37通过螺钉连接,底板37下面开键槽与下方的油缸横移装置39的t型板6通过螺钉和平键38连接。调整螺钉7的端部与t型板6上面抵接。
21.油缸横移装置39由第一可调顶丝1、螺母2、第二可调顶丝4、滑座5、t型板6、螺钉13、限位销14、o型环15、密封圈16、防尘封17、油缸底座19、法兰盘20、活塞杆21、防尘封23、直线轴承24、油杯25、隔套26、法兰盘27、法兰盘28、顶丝29、无油衬套30、螺钉31、楔铁32、管接头34、防护罩35、第一导向杆36、第二导向杆45等组成;t型板6上方设置2套v型可调托架11,t型板6与下方滑座5通过螺钉13连接,滑座5两侧设置两组可调顶丝1和可调顶丝4,其中第一可调顶丝1与活塞杆21的轴向端面接触,第一可调顶丝1上面设置螺母2,第二可调顶丝4与限位销14对应,第二顶丝4上面设置螺母3,滑座5下方设置油缸底座19,限位销14设置在油缸底座19上部的两侧中间位置,活塞杆21设置在油缸底座19内部,活塞杆21两端放置法兰盘20,法兰盘20内部设置o型环15、密封圈16、防尘封17通过螺钉连接在油缸底座19两侧,油缸底座19内部的活塞杆21两侧还设置两套第一导向杆36和第二导向杆45,第一导向杆36通过与油缸底座19内部设置的直线轴承24配合而滑动,第二导向杆45通过与油缸底座19内部设置的无油衬套30配合而滑动,第一导向杆36穿过与油缸底座19两侧设置的第一法兰盘
27与滑座5通过顶丝29连接固定,第二导向杆45穿过与油缸底座19两侧设置的第二法兰盘28与滑座5通过顶丝29连接固定,第一法兰盘27和第二法兰盘28内部设置防尘封23通过螺钉与油缸底座19连接,油缸底座19一侧设置管接头34用于连接液压站,油缸底座上方设置防护罩35用于防铁屑,油缸底座19下方设置燕尾槽可与工作台44通过楔铁32连接固定。
22.本发明的原理是:该装置通过油缸底座19上管接头34外接液压站,液压油进入油缸底座19内部推动活塞杆21左右滑动,活塞杆21带动滑座5沿第一导向杆36和第二导向杆45滑动,滑座5带动上方的v型可调托架11移动,从而实现可调托架11上的曲轴50左右移动。
23.v型可调托架11可通过调整螺钉7调整v型托板10上下距离适用不同尺寸轴径的曲轴,通过调整2套v型可调托架距离,从而适用长短不同曲轴的放置。
24.机械手从机床上方的天窗将曲轴放置v型可调托架11上,曲轴托架横移装置带动曲轴向机床头架42方向横移,移动卡盘41卡爪中心位置停止不动,尾座40顶尖43伸出将曲轴向卡盘41方向顶靠,卡盘41夹紧曲轴后机床开始加工,加工完成后曲轴托架横移装置将曲轴从卡盘41内脱离横移到原位,机械手下降抓取曲轴,从而配合机械手完成曲轴自动上下料。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。