1.本实用新型涉及车载电源技术领域,尤其涉及一种能够快捷安装线束尾罩的尾罩安装装置。
背景技术:
2.车载电源是车载充电机和车载dc/dc(直流转直流)转换器的统称。在对车载电源行业产品进行组装时,有部分接插件是先安装密封圈及尾罩,然后把对应的线材从所述尾罩的过孔内穿过安装到机台内部。
3.然而,在进行产品组装时,由于前期都是通过人工方式安装后再使用塑胶锤子敲尾罩,这就可能导致人工用力不均衡造成尾罩破损。同时,由于尾罩的安装有方向要求,而且尾罩在装错后拆下的过程中容易出现破损,这会导致加工成本和物料成本的浪费,并极大地降低了安装效率。
技术实现要素:
4.鉴于上述现有技术的不足,本技术的目的在于提供一种尾罩安装装置,旨在解决由于前期人工方式安装后再使用塑胶锤子敲尾罩,可能导致的人工用力不均衡造成破损,同时由于尾罩的安装是有方向要求的,而且尾罩在装错后拆下的过程中容易出现破损,从而导致加工成本和物料成本的浪费,并极大地降低了安装效率等问题。
5.一种尾罩安装装置,用于将尾罩安装至散热器壳体上,其中,所述尾罩安装装置包括底座组件、开关阀组件、至少一个气缸组件、至少一个滑轨组件以及至少一个尾罩固定座,其中,所述散热器壳体、至少一个所述气缸组件和至少一个所述滑轨组件均安装至所述底座组件上,且一个所述气缸组件与一个对应的滑轨组件相连接,所述尾罩固定座安装至所述滑轨组件上,并用于固定所述尾罩;所述开关阀组件安装至所述底座组件上,所述开关阀组件导通时分别控制至少一个所述气缸组件工作,并通过对应的所述滑轨组件带动所述尾罩固定座朝向所述散热器壳体运动,以将所述尾罩安装至散热器壳体上。
6.可选地,所述底座组件包括底板和多个限位块,所述底板用于将所述尾罩安装装置放置于工作台面上,并为所述尾罩安装装置的其他部件提供支撑作用;多个所述限位块安装在所述底板上,用于限制所述散热器壳体的安装位置。
7.可选地,所述底座组件还包括多个定位柱,多个所述定位柱安装于所述底板上,用于将所述散热器壳体固定安装至所述底板上。
8.可选地,所述开关阀组件包括第一开关阀和第二开关阀,所述第一开关阀和第二开关阀均设置在所述底板上,所述第一开关阀与一个所述气缸组件相连接,所述第二开关阀与另一个所述气缸组件相连接,所述第一开关阀和第二开关阀分别用于控制对应的所述气缸组件工作,以将所述尾罩装配到所述散热器壳体上。
9.可选地,所述开关阀组件还包括开关阀保护罩,所述开关阀保护罩罩设在所述第一开关阀和所述第二开关阀上,并安装至所述底板上,所述开关阀保护罩开设有第一通孔
和第二通孔,所述第一开关阀露出所述第一通孔,所述第二开关阀露出所述第二通孔。
10.可选地,每个所述气缸组件包括气缸支撑架、气缸以及气缸推动杆,所述气缸支撑架设置于所述底板上,所述气缸安装于所述气缸支撑架上,并与所述气缸推动杆连接,所述气缸与对应的开关阀相连接,用于引导所述气缸推动杆往复运动;所述气缸推动杆的一端与所述气缸连接,其另一端与所述尾罩固定座连接,所述气缸通过所述气缸推动杆驱动所述尾罩固定座向靠近或者远离所述散热器壳体的方向运动。
11.可选地,每个所述气缸组件还包括气缸防护罩,所述气缸防护罩设置于所述气缸上,用于保护所述气缸。
12.可选地,每个所述滑轨组件包括滑轨支撑架和滑轨,所述滑轨支撑架设置于所述底板上,所述滑轨设置于所述滑轨支撑架背对所述底板的一侧,并与所述尾罩固定座滑动连接。
13.可选地,所述尾罩固定座与所述气缸推动杆的另一端连接,且与所述滑轨之间滑动连接,所述气缸通过所述气缸推动杆驱动所述尾罩固定座以及所述尾罩沿着所述滑轨的延伸方向滑动。
14.可选地,每个所述尾罩固定座上设有至少一个限位孔,所述限位孔用于安装所述尾罩,并对所述尾罩的安装方向进行限位。
15.综上所述,本技术的尾罩安装装置通过所述开关阀组件、所述气缸组件以及所述滑轨组件能够快捷准确地将多个尾罩安装到散热器壳体上,避免了受力不均匀导致尾罩破裂的问题。此外,本技术的尾罩安装装置在所述尾罩固定座上设置限位孔用于对所述尾罩的安装方向进行限位,以防止放入尾罩的方向错误,从而避免了在人工装配过程破损浪费及装错拆下易破损造成加工成本和物料浪费。
附图说明
16.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
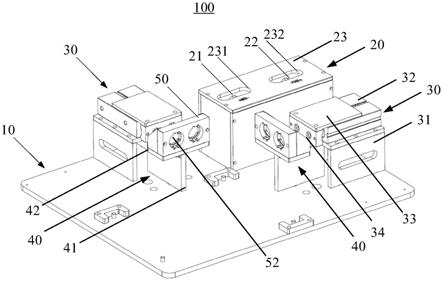
17.图1其为本技术实施例公开的一种尾罩安装装置的结构示意图;
18.图2为图1所示尾罩安装装置的分解结构示意图。
具体实施方式
19.为了便于理解本技术,下面将参照相关附图对本技术进行更全面的描述。附图中给出了本技术的较佳实施方式。但是,本技术可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本技术的公开内容理解的更加透彻全面。
20.以下各实施例的说明是参考附加的图示,用以例示本技术可用以实施的特定实施例。本文中为部件所编序号本身,例如“第一”、“第二”等,仅用于区分所描述的对象,不具有任何顺序或技术含义。而本技术所说“连接”、“联接”,如无特别说明,均包括直接和间接连接(联接)。本技术中所提到的方向用语,例如,“上”、“下”、“前”、“后”、“左”、“右”、“内”、“外”、“侧面”等,仅是参考附加图式的方向,因此,使用的方向用语是为了更好、更清楚地说
明及理解本技术,而不是指示或暗指所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
21.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸地连接,或者一体地连接;可以是机械连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。需要说明的是,本技术的说明书和权利要求书及所述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序。
22.此外,本技术中使用的术语“包括”、“可以包括”、“包含”、或“可以包含”表示公开的相应功能、操作、元件等的存在,并不限制其他的一个或多个更多功能、操作、元件等。此外,术语“包括”或“包含”表示存在说明书中公开的相应特征、数目、操作、元素、部件或其组合,而并不排除存在或添加一个或多个其他特征、数目、操作、元素、部件或其组合,意图在于覆盖不排他的包含。除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。
23.车载电源是车载充电机和车载dc/dc(直流转直流)转换器的统称,有部分接插件是先安装密封圈及尾罩,然后把对应的线材从尾罩孔内穿过安装到机台内部。然而,在进行产品组装时,由于前期都是通过人工方式安装后再使用塑胶锤子敲尾罩,这就可能导致人工用力不均衡造成尾罩破损。同时,由于尾罩的安装有方向要求,而且尾罩在装错后拆下的过程中容易出现破损,这会导致加工成本和物料成本的浪费,并极大地降低了安装效率。
24.本技术希望提供一种能够解决上述技术问题的方案,其可以解决由于前期人工方式安装后再使用塑胶锤子敲尾罩,可能导致的人工用力不均衡造成破损,同时由于尾罩的安装是有方向要求的,而且尾罩在装错后拆下的过程中容易出现破损,从而导致加工成本和物料成本的浪费,并极大地降低了安装效率等问题。其详细内容将在后续实施例中得以阐述。
25.请参阅图1,其为本技术实施例公开的一种尾罩安装装置的结构示意图。在本技术实施例中,如图1所示,本技术提供一种尾罩安装装置100,其用于快捷平稳地将尾罩(图未示)安装至散热器壳体(图未示)上,其中,所述尾罩安装装置100包括底座组件10、开关阀组件20、至少一个气缸组件30、至少一个滑轨组件40以及至少一个尾罩固定座50。其中,所述散热器壳体安装至所述底座组件10上,至少一个所述气缸组件30和至少一个所述滑轨组件40均安装至所述底座组件10上,且一个所述气缸组件30与一个对应的滑轨组件40相连接,所述尾罩固定座50安装至所述滑轨组件40上,并用于固定所述尾罩;所述开关阀组件20安装至所述底座组件10上,所述开关阀组件20导通时分别控制至少一个所述气缸组件30工作,并通过对应的所述滑轨组件40带动所述尾罩固定座50朝向所述散热器壳体运动,以将所述尾罩安装至散热器壳体上。
26.在本技术实施方式中,结合附图所示,以所述气缸组件30、所述滑轨组件40以及所述尾罩固定座50的数量均为两个为例加以说明。可以理解的是,所述气缸组件30、所述滑轨组件40以及所述尾罩固定座50的数量也可以为一个、三个、或其他数量个。
27.请一并参阅图2,其为图1所示尾罩安装装置的分解结构示意图。如图2所示,在本
申请实施例中,所述底座组件10包括底板11和多个限位块12。其中,所述底板11整体可为矩形板体,其用于将所述尾罩安装装置100水平放置于工作台面上,并为所述尾罩安装装置100的其他部件提供支撑作用。多个所述限位块12可拆卸地安装在所述底板11上,用于限制所述散热器壳体的安装位置。
28.可以理解的是,在本技术实施例中,所述限位块12与所述底板11之间的连接方式可为螺栓连接、卡合连接、铆接等,本技术对此并不做具体限制。
29.在本技术实施例中,所述底座组件10还包括多个定位柱13,所述定位柱13整体可为柱状体,例如,圆柱体、三棱柱、四棱柱、五棱柱等,本技术对此并不做具体限制。多个所述定位柱13可拆卸地安装于所述底板11上,且部分所述定位柱13分布于所述限位块12附近,用于将所述散热器壳体固定安装至所述底座组件10的底板11上。具体为,所述散热器壳体通过所述定位柱13与壳体安装孔(图未示)相匹配,也即为,所述散热器壳体通过所述定位柱13固定安装至所述底座组件10的底板11上。可以理解的是,所述定位柱13与所述底板11之间的连接方式可为螺栓连接、卡合连接、铆接等,本技术对此并不做具体限制。
30.在本技术实施例中,所述开关阀组件20包括第一开关阀21、第二开关阀22和开关阀保护罩23,其中,所述第一开关阀21和第二开关阀22均设置在底座组件10的底板11上,所述第一开关阀21与一个所述气缸组件30相连接,所述第二开关阀22与另一个所述气缸组件30相连接,所述第一开关阀21和第二开关阀22分别用于控制对应的所述气缸组件30的工作,从而将所述尾罩精确地装配到所述散热器壳体上。例如,当所述第一开关阀21和第二开关阀22导通时,对应的所述气缸组件30开始工作,并通过所述滑轨组件40带动所述尾罩固定座50朝向所述散热器壳体运动,以将所述尾罩安装至散热器壳体上;当所述第一开关阀21和第二开关阀22断开时,对应的所述气缸组件30通过所述滑轨组件40带动所述尾罩固定座50向着远离所述散热器壳体的方向运动。
31.所述开关阀保护罩23整体大致呈中空的壳体,其罩设在所述第一开关阀21和第二开关阀22上,并安装至所述底座组件10上。所述开关阀保护罩23上开设有两个镂空的部分,也即是第一通孔231和第二通孔232,所述第一开关阀21露出所述第一通孔231,所述第二开关阀22露出所述第二通孔232,以便于用户拨动所述第一开关阀21和第二开关阀22,从而将所述第一开关阀21和第二开关阀22导通或断开。
32.在本技术实施例中,所述第一开关阀21和第二开关阀22可以为气动开关阀、电动开关阀、或者手拉阀,本技术对此并不做具体限制。
33.在本技术实施例中,两个所述气缸组件30除了在底板11上安装的位置不同之外,二者的结构、功能等方面均相同。因此,为了便于描述和理解本技术,下面内容将参照相关附图以其中任意一个气缸组件30为例进行具体全面的阐述。
34.在本技术实施例中,每个所述气缸组件30包括气缸支撑架31、气缸32、气缸防护罩33以及气缸推动杆34。其中,所述气缸支撑架31设置于所述底座组件10的底板11上,用于支撑所述气缸32。所述气缸32安装于所述气缸支撑架31上,并与所述气缸推动杆34连接,所述气缸32与对应的开关阀相连接,用于引导所述气缸推动杆34进行直线往复运动,例如,驱动所述气缸推动杆34朝着靠近所述散热器壳体的方向运动,或者,驱动所述气缸推动杆34朝着远离所述散热器壳体的方向运动。所述气缸防护罩33设置于所述气缸32上,用于保护所述气缸32,以防止所述气缸32在工作时伤害到使用者的隐患。所述气缸推动杆34的一端与
所述气缸32连接,其另一端与所述尾罩固定座50连接,所述气缸32通过所述气缸推动杆34驱动所述尾罩固定座50向靠近所述散热器壳体的方向运动,或者,所述气缸32通过所述气缸推动杆34驱动所述尾罩固定座50向远离所述散热器壳体的方向运动。
35.可以理解的是,在本技术实施例中,所述气缸32可为双轴气缸。所述气缸支撑架31与所述底座组件10的底板11之间的连接方式可为螺栓连接、卡合连接、铆接等,本技术对此并不做具体限制。
36.在本技术实施例中,两个所述滑轨组件40除了在底板11上安装的位置不同之外,二者的结构、功能等方面均相同。因此,为了便于描述和理解本技术,下面内容将参照相关附图以其中任意一个所述滑轨组件40为例进行具体全面的阐述。
37.在本技术实施例中,每个所述滑轨组件40包括滑轨支撑架41和滑轨42。其中,所述滑轨支撑架41整体可为矩形板体,其设置于底座组件10的底板11上,用于支撑所述滑轨42。所述滑轨42设置于所述滑轨支撑架41背对所述底板11的一侧,并与所述尾罩固定座50之间滑动连接,从而达到精确安装的要求。
38.在本技术实施例中,每个所述尾罩固定座50与所述气缸推动杆34的另一端连接,且与所述滑轨42之间滑动连接,并可沿着所述滑轨42的延伸方向滑动。也即为,每个所述尾罩固定座50通过对应的滑轨42安装在所述滑轨支撑架41上,所述气缸32通过所述气缸推动杆34驱动所述尾罩固定座50沿着所述滑轨42向靠近所述散热器壳体的方向运动,或者,所述气缸32通过所述气缸推动杆34驱动所述尾罩固定座50沿着所述滑轨42向远离所述散热器壳体的方向运动。
39.在本技术实施例中,每个所述尾罩固定座50上设有至少一个半镂空的部分,也即为至少一个限位孔52,至少一个所述限位孔52用于安装所述尾罩,并对所述尾罩进行精确限位,以防止所述尾罩的安装方向错误。在本技术实施例中,所述限位孔52的形状和尺寸与所述尾罩的形状和尺寸相匹配,所述限位孔52可以为带缺口的圆形。所述限位孔52的数量与所述尾罩的数量相匹配,所述限位孔52的数量可以为两个、三个、或其他数量个。为简明起见,对此本技术实施例不做进一步限定。
40.请一并参阅图1至图2,所述尾罩安装装置100在使用时,即使用所述尾罩安装装置100将所述尾罩安装至所述散热器壳体时,所述尾罩安装装置100通过所述底板11水平放置于工作台面上,所述散热器壳体固定安装至所述底座组件10的定位柱13上,同时,所述限位块12限制所述散热器壳体的放置位置,从而使得所述散热器壳体能够更快地通过所述定位柱13安装至所述底板11。将所述尾罩安装在所述尾罩固定座50的限位孔52内,并对所述尾罩进行精确限位,以防止所述尾罩的安装方向错误。
41.拨动所述第一开关阀21,使得所述第一开关阀21导通,对应的所述气缸组件30开始工作,所述气缸32通过所述气缸推动杆34驱动所述尾罩固定座50沿着所述滑轨42向靠近所述散热器壳体的方向运动,从而将安装在所述限位孔52的尾罩装配到所述散热器壳体上;再拨动所述第一开关阀21使得所述气缸32收缩,所述气缸32通过所述气缸推动杆34驱动所述尾罩固定座50沿着所述滑轨42向远离所述散热器壳体的方向运动。
42.拨动所述第二开关阀22,使得所述第二开关阀22导通,另一个气缸组件30开始工作,所述气缸32通过所述气缸推动杆34驱动另一个尾罩固定座50沿着所述滑轨42向靠近所述散热器壳体的方向运动,从而将安装在所述限位孔52的尾罩装配到所述散热器壳体上;
再拨动所述第二开关阀22使得所述气缸32收缩,所述气缸32通过所述气缸推动杆34驱动所述尾罩固定座50沿着所述滑轨42向远离所述散热器壳体的方向运动。
43.然后,从所述底座组件10的定位柱13上取下安装有所述尾罩的散热器壳体,如此即可完成通过所述尾罩安装装置100将所述尾罩安装至所述散热器壳体的所有工序。
44.综上所述,本技术的尾罩安装装置100通过所述开关阀组件20、所述气缸组件30以及所述滑轨组件40能够快捷准确地将多个尾罩安装到散热器壳体上,避免了受力不均匀导致尾罩破裂的问题。此外,本技术的尾罩安装装置100在所述尾罩固定座50上设置限位孔52用于对所述尾罩的安装方向进行限位,以防止放入尾罩的方向错误,从而避免了在人工装配过程破损浪费及装错拆下易破损造成加工成本和物料浪费。
45.应当理解的是,本技术的应用不限于上述的举例,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,所有这些改进和变换都应属于本技术所附权利要求的保护范围。本领域的一般技术人员可以理解实现上述实施例的全部或部分流程,并依本实用新型权利要求所作的等同变化,仍属于实用新型所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。