1.本发明涉及一种大型船舶舵系不锈钢衬套内孔镗削加工装夹方法,适用于薄壁长筒类零件的镗孔加工,壁厚在10~25mm之间,衬套的孔径在φ600~φ1000mm之间,长度在1000~1400mm之间。
背景技术:
2.大型船舶轴舵系不锈钢轴承衬套,是船舶轴舵系轴承副的重要组成部分,其加工质量对船舶的安全稳定运行起到至关重要的作用,衬套内孔的精紧密加工,又是整个轴承套加工的重中之重。该衬套属于长筒类薄壁零件,自身刚性弱,在立式车床用卡盘爪径向夹紧时,会发生较大的装夹变形,不能满足加工精度要求。另外,即使在立车上通过采用压板轴向压紧的方式来减轻装夹变形,但因工件细高,其上端切削振动幅度大,其材质又为不锈钢难加工材料,加工难度大,加工精度较难保证。
技术实现要素:
3.本发明为薄壁长筒类零件镗孔装夹方法,还需要一种夹装简单方便、简化加工难度、保证加工精度的套镗孔加工的工装工具。提供一种大型船舶舵系不锈钢轴承衬套镗孔加工装夹方法,还进行均匀切削冷却,防止工件因切削热产生形变。
4.本发明的技术解决方案是:
5.本发明的薄壁长筒类零件镗孔装夹方法,有安放在机床工作台上弧形型垫铁,其特征在于:根据薄壁长筒类零件长短,形成两根以上的并列柔性绳索,形成一组柔性绳索,沿轴向分布;弧形型垫铁两端开有向下的通孔,缠绕工件的柔性绳索两端带有环扣,锁紧拉杆上端与环扣连接,锁紧拉杆向下穿过通孔并与锁紧螺母配合连接;把不锈钢轴承衬套这样的工件固定在加工中心位置。这样就可根据薄壁长筒类零件长短,沿轴向分布固定着薄壁长筒类零件,形成镗孔装夹一种有效的方式。
6.最好是柔性绳索为缠绕工件周向1.5圈的两根一组的柔性绳索,锁紧拉杆上端与环扣连接的是横栓,横栓两端分别穿入柔性绳索的环扣内,锁紧拉杆上段螺杆扭入横栓中部的螺纹孔内,实现装夹固定。这样就使得每组的柔性绳索分散为两根并列的柔性绳索,使得装夹受力分散,固定更加可靠。可根据薄壁长筒类零件长短,还可形成两根以上的并列柔性绳索,形成一组柔性绳索,沿轴向分布着本发明的薄壁长筒类零件镗孔装夹工具。镗孔装夹工具加工中心位置还带有内冷转径向外喷头,内冷转径向外喷头有与冷却液管路连通的喷头,喷头带有圆盘,圆盘沿圆周分布的径向喷孔,将冷却液连续分布到薄壁长筒类零件内孔。内冷的转径向外喷头喷射冷却液。这种本发明的薄壁长筒类零件镗孔装夹工具,解决衬套装夹变形、刀具振动和切削热应力形变等诸多问题:
7.1、通过设计制作弧形垫铁配合柔锁环绕式装夹解决装夹变形问题。
8.针对该长筒薄壁件易发生装夹变形的难题,本发明设计了新型夹具工装和装夹方法,采用柔性绳索配合弧面支撑的装夹方式,将工件的夹持力转化为周向均匀的分布力系,
相比于原来的三点径向集中夹持力,能极大的减轻装夹变形并提高了装夹稳定性,就好比用手指能轻易捏碎鸡蛋壳,但用手掌握住整个鸡蛋就难以将其破坏,而且夹持刚性好。
9.2、配合采取拖刀加工及适当的切削参数减轻刀具的震动。
10.采用拖刀的加工方式减轻切削震动,即机床镗轴先伸出穿过孔,在孔后端入刀前端出刀,在镗孔进给过程中镗轴不断缩短,刚性越来越高。此外拖刀加工,能使镗轴由原来的承受压力变为承受拉力,稳定性更好。
11.通过反复试切削,找到匹配的切削参数vc=100m/s,ap=0.2mm,f=0.15mm/r,切削平稳流畅。选用刀尖圆角半径为1.2mm的涂层可转位刀片,较大的刀尖半径抗磨损能力强,加工的孔锥度微小尺寸稳定性好。此外,该衬套内孔的粗糙度要求较高,刀尖圆角半径也要选的偏大一些。
12.3、使用新设计的内冷转径向外喷头配套,配合装夹工具,形成整套工装,进行均匀切削冷却,防止工件因切削热产生形变。特别是对不锈钢材质的加工,冷却效果十分重要,设计制作的专用多孔喷头,保证整个孔壁圆周和刀尖冷却均匀且连续,防止工件因切削热产生形变。
附图说明
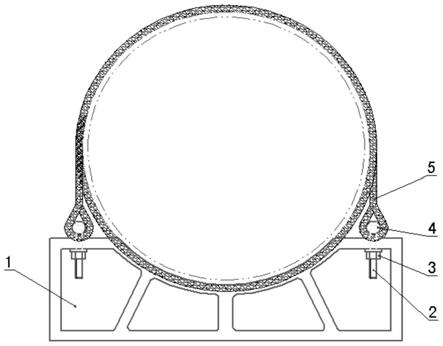
13.图1为本发明薄壁长筒类零件镗孔装夹方法所用工具的弧形垫铁配合柔锁环绕式装夹工件主视的示意图。
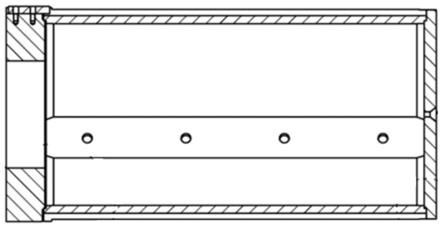
14.图2为本发明薄壁长筒类零件镗孔装夹方法所用工具的弧形垫铁配合柔锁环绕式装夹工件俯视的示意图。
15.图中:1、弧形垫铁 2、锁紧拉杆 3、螺母 4、横栓 5、柔性绳索。
16.图3为本发明的薄壁长筒类零件镗孔装夹方法所用工具的内冷转径向外喷头的主剖视图和a-a剖视的示意图。
具体实施方式
17.下面结合附图进一步说明本发明的实施例。
18.如附图所示的一种本发明的薄壁长筒类零件镗孔装夹方法及工具,是一种大型船舶舵系不锈钢轴承衬套镗孔加工固定方法及工装工具,有安放在机床工作台上排列的弧形型垫铁,弧形型垫铁1两端开有向下的通孔;根据薄壁长筒类零件长短,形成两根以上的并列柔性绳索,形成一组柔性绳索,沿轴向分布;缠绕工件的柔性绳索5两端带有环扣,锁紧拉杆2上端与环扣连接,柔性绳索为缠绕工件周向1.5圈的两根一组的柔性绳索5,锁紧拉杆2上端与环扣连接的是横栓,横栓4两端分别穿入柔性绳索5的环扣内,锁紧拉杆2上段螺杆扭入横栓4中部的螺纹孔内。锁紧拉杆2向下穿过通孔并与锁紧螺母3配合连接。这样就构成了镗孔装夹工具主体结构,并把不锈钢轴承衬套这样的工件固定在加工位置,加工中心位置还带有内冷转径向外喷头,内冷转径向外喷头有与冷却液管路连通的喷头,喷头带有圆盘,圆盘沿圆周分布的径向喷孔。并按照下面步骤进行装夹和加工:
19.a、在镗孔加工之前,需将毛坯预加工至外圆留φ4余量,圆柱度误差小于0.2,直线度误差小于0.1,内孔留φ3余量。
20.b、进行环绕式装夹,参见图。1将半精加工后的衬套通过新型夹具装夹在落地镗床
工作台上。首先将工件平放在两个弧形型垫铁1上,用4根柔性绳索5周向缠绕工件1.5圈,横栓4两端穿入柔性绳索5的环扣内,锁紧拉杆2扭入横栓4螺纹孔内,用锁紧螺母3将工件锁紧在弧形垫铁1上,再将弧形型垫铁1压紧在机床工作台上。
21.c、机床镗轴伸出至衬套后端,反向安装刀具,机床镗轴由后端向前端回缩拖刀进行镗孔加工。
22.d、使用刀尖圆角半径1.2mm的可转位刀片镗孔,切削参数为线速度vc=100~120m/s,背吃刀量ap=0.2mm,进给量f=0.15mm/r。
23.e、使用新设计的内冷转径向外喷工装,进行周向均匀持续的切削冷却。
24.这种大型船舶舵系不锈钢轴承衬套镗孔加工的工具,解决衬套装夹变形、刀具振动和切削热应力形变等问题:
25.1、通过设计制作弧形垫铁配合柔锁环绕式装夹解决装夹变形问题。
26.针对该长筒薄壁件易发生装夹变形的难题,本发明设计了新型夹具工装,采用柔性绳索配合弧面支撑的装夹方式,将工件的夹持力转化为周向均匀的分布力系,相比于原来的三点径向集中夹持力,能极大的减轻装夹变形并提高了装夹稳定性,就好比用手指能轻易捏碎鸡蛋壳,但用手掌握住整个鸡蛋就难以将其破坏,而且夹持刚性好。
27.2、通过拖刀加工及适当的切削参数减轻刀具的震动。
28.采用拖刀的加工方式减轻切削震动,即机床镗轴先伸出穿过孔,在孔后端入刀前端出刀,在镗孔进给过程中镗轴不断缩短,刚性越来越高。此外拖刀加工,能使镗轴由原来的承受压力变为承受拉力,稳定性更好。
29.通过反复试切削,找到匹配的切削参数vc=100m/s,ap=0.2mm,f=0.15mm/r,切削平稳流畅。选用刀尖圆角半径为1.2mm的涂层可转位刀片,较大的刀尖半径抗磨损能力强,加工的孔锥度微小尺寸稳定性好。此外,该衬套内孔的粗糙度要求较高,刀尖圆角半径也要选的偏大一些。
30.3、使用新设计的内冷转径向外喷头配套,配合装夹工具,形成整套工装,进行均匀切削冷却,防止工件因切削热产生形变。不锈钢材质的加工,冷却效果十分重要,设计制作的专用多孔喷头,保证整个孔壁圆周和刀尖冷却均匀且连续,防止工件因切削热产生形变。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。