1.本发明涉及一种用于大型船舶艉管轴承外圆成品加工的安装方法,特别是在设置在船舶艉管轴承两端的支撑工装的安装方法。
背景技术:
2.大型船舶艉管轴承是船舶轴舵系中的重要部件之一,并且轴承外圆尺寸需要根据船上实际镗孔尺寸来确定,加工精度较高。由于外圆加工时与内孔存在偏心量,加工前需要按成品内孔和偏心量确定外圆装夹支撑基准,因此制作的工装,既要保证外圆加工后与内孔的偏心量,又要减少工件在车削过程中重心偏移对切削的影响,保证成品加工后的整体质量。
技术实现要素:
3.本发明针对上述加工的要求和难点,提供一种结构简单,且只需普通车床就能满足加工精度要求的加工胎具,提供一种用于大型船舶艉管轴承车削加工的安装方法。
4.本发明的技术解决方案是:一种用于大型船舶艉管轴承车削加工的安装方法,其特征在于:加工前以艉管轴承内孔和偏心量确定外圆加工基准,并在艉管轴承大端倒角,实现与顶胎倒角锥面配合,小端设置阶梯形的止口,镗圆用于安装电木胎。这样就有分别支撑于艉管轴承两端的顶胎(1)和电木胎(2),支撑艉管轴承大端的顶胎(1)有安装到车床卡盘后车削成的并且锥面与艉管轴承大端止口倒角锥面配合的顶胎倒角锥面,顶胎周面开有安装拨块的键槽,拨块一部分安装键槽(3),并通过螺栓(4) 固定在顶胎上,拨块一部分用于安装在艉管轴承大端外圆已加工的槽内;支撑艉管轴承小端的电木胎内侧外圆带有与艉管轴承小端内圆止口配合的圆环缺口,电木胎外侧中心带有与尾座顶尖支承配合的顶尖孔。
5.艉管轴承两端分别用电木胎和顶胎定位,装夹于车床上,拨块安装在顶胎和工件上,通过螺栓固定于顶胎上,保证工件在车削过程中不发生位移。这样本发明的工装,艉管轴承安装到工装,就能保证外圆加工后与内孔的同心度,有效达到了要求的偏心量,这样的工装还减少工件在车削过程中重心偏移对切削的影响,保证成品加工后的整体质量。同时能很好的保证内孔与外圆不同心条件下,外圆表面车削质量和形位工差要求。
附图说明
6.图1为本发明大型船舶艉管轴承车削加工安装方法的工装的装夹部件前的示意图。
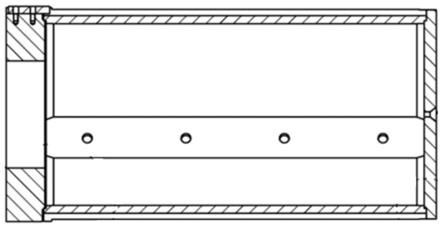
7.图2为本发明大型船舶艉管轴承车削加工安装方法的工装实际装夹状态剖视示意图。
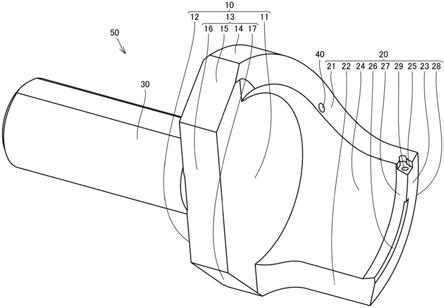
8.图3为本发明大型船舶艉管轴承车削加工安装方法的工装实际装夹状态示意图。
具体实施方式
9.以下结合附图进一步说明本发明的实施例。
10.如图所示实现大型船舶艉管轴承车削加工安装方法的工装 (简称工装)。这种本发明大型船舶艉管轴承车削加工安装方法,是在加工前以艉管轴承内孔和偏心量确定外圆加工基准,并在艉管轴承大端倒角,实现与顶胎倒角锥面配合,小端设置阶梯形的止口,镗圆用于安装电木胎。有分别支撑于艉管轴承两端的顶胎 1和电木胎2,支撑艉管轴承大端的顶胎有安装到车床卡盘后车削成的并且锥面与艉管轴承大端止口倒角锥面配合的顶胎倒角锥面,顶胎周面开有安装拨块的键槽,拨块一部分安装键槽3,并通过螺栓4固定在顶胎上,拨块一部分用于安装在艉管轴承大端外圆已加工的槽内;支撑艉管轴承小端的电木胎内侧外圆带有与艉管轴承小端内圆止口配合的圆环缺口,电木胎外侧中心带有与尾座顶尖支承配合的顶尖孔。如图所示,加工前根据内孔及偏心量在艉管轴承的小端加工止口,待安装电木胎,在艉管轴承的大端按内孔和偏心量确定外圆加工中心后,在大端的止口处倒角,待与顶胎锥面定位配合。
11.电木胎根据艉管轴承小端加工后止口的直径尺寸,配车电木胎外圆并在内侧形成与止口对应的圆环缺口,保证0.05mm过盈量,并在电木胎外侧背面中心车a型顶尖孔。顶胎圆周面开有一个轴向的键槽,先将顶胎装夹于车床卡爪上,装夹找正顶胎,根据艉管轴承大端内圆的倒角位置和大小,在顶胎端面车与之配合装夹的倒角锥面。这就构成了大型船舶艉管轴承车削加工的工装,也就是支撑艉管轴承大端的顶胎1有安装到车床卡盘后车削成的并且锥面与艉管轴承大端止口倒角锥面配合的顶胎倒角锥面,顶胎周面开有安装拨块的键槽,拨块一部分安装键槽3,并通过螺栓4固定在顶胎上,拨块一部分用于安装在艉管轴承大端外圆已加工的槽内;支撑艉管轴承小端的电木胎内侧外圆带有与艉管轴承小端内圆止口配合的圆环缺口。
12.在艉管轴承小端处安装好电木胎2后,再装夹于顶胎与车床尾座顶尖之间,顶胎1倒角锥面与艉管轴承大端止口导角锥面配合,支撑艉管轴承大端。拨块一部分安装键槽3,并通过螺栓4 固定在顶胎上,拨块一部分安装在艉管轴承大端外圆已加工的槽内;电木胎内侧外圆支撑艉管轴承小端,带有的圆环缺口与艉管轴承小端内圆止口配合。这样的安装就能使艉管轴承内孔中心在工装作用下自动定在车床加工中心位置,拨块一端(左端部分) 安装在顶胎上并且螺栓固定住,另一端伸入艉管轴承外圆已加工的槽内,这就保证加工时顶胎与艉管轴承相对位置固定不变,能很好的保证内孔与外圆的同心度;即使在原来内孔与外圆不同心条件下,也能保证外圆表面车削质量和形位工差要求。
技术特征:
1.一种大型船舶艉管轴承车削加工的安装方法,其特征在于:加工前以艉管轴承内孔和偏心量确定外圆加工基准,并在艉管轴承大端倒角,实现与顶胎倒角锥面配合,小端设置阶梯形的止口,镗圆用于安装电木胎,支撑艉管轴承大端的顶胎(1),有安装到车床卡盘后车削成的并且锥面与艉管轴承大端止口倒角锥面配合的顶胎倒角锥面,顶胎周面开有安装拨块的键槽,拨块一部分安装键槽(3),并通过螺栓(4)固定在顶胎上,拨块一部分用于安装在艉管轴承大端外圆已加工的槽内;支撑艉管轴承小端的电木胎内侧外圆带有与艉管轴承小端内圆止口配合的圆环缺口,电木胎外侧中心带有与尾座顶尖支承配合的顶尖孔。2.如权利要求1所说的大型船舶艉管轴承车削加工的安装方法,其特征在于:艉管轴承两端分别由顶胎(1)和电木胎(2)支撑,艉管轴承大端,顶胎倒角锥面与工件止口倒角锥面配合,顶胎上安装拨块(3),拨块通过螺栓(4)固定在顶胎上,保证工件在车削过程中不发生位移。
技术总结
大型船舶艉管轴承车削加工的安装方法,加工前以艉管轴承内孔和偏心量确定外圆加工基准,并在艉管轴承大端倒角,实现与顶胎倒角锥面配合,小端设置阶梯形的止口,镗圆用于安装电木胎,顶胎周面开有安装拨块的键槽,拨块一部分安装键槽,并通过螺栓固定在顶胎上,拨块一部分用于安装在艉管轴承大端外圆已加工的槽内;就能容易实现艉管轴承内孔与车床同心度,同时能很好的保证内孔与外圆不同心条件下,外圆表面车削质量和形位工差要求。外圆表面车削质量和形位工差要求。外圆表面车削质量和形位工差要求。
技术研发人员:栾金华 赵金刚 王培贺 侯新华 赵延君
受保护的技术使用者:大连船用柴油机有限公司
技术研发日:2021.09.27
技术公布日:2021/12/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。