1.本发明涉及高硅铝合金制备设备,尤其涉及一种分级加压浸渗连续式制备高硅铝合金的设备。
背景技术:
2.随着现代电子信息技术、大规模集成电路器件的迅速发展,电子器件集成度和功率越来越高,器件的散热成为阻碍集成电路迅速发展的关键,需要热膨胀系数小、导热系数高的新型轻质电子封装材料,传统的电子封装材料已经不能满足现代电子技术发展的需求。高硅铝合金(si
‑
wt.%≥90%)因其al基体与增强相si相比例可调,具有较低的热膨胀系数、较高热导率、较低密度等优势,可以与gaas或si等芯片材料相匹配,并且我国硅、铝的含量相当丰富,硅粉的制备技术成熟、成本低廉,对环境没有污染,对人体无害,高硅铝合金成为一种具有广阔应用前景的新型电子封装材料。随着国家对电子系统需求的增加,高硅铝合金的连续式批量化生产显得尤为迫切。
3.现阶段制备高硅铝硅合金的方法主要有:熔炼铸造法、喷射沉积法、粉末冶金法、浸渗法。(1)熔炼铸造制备的高硅铝合金,由于加热温度较高,初晶硅含量较多,会使得铸态显微组织中初晶硅异常粗大,si相晶粒呈多面状、纵横比较高,对基体割裂严重,材料的力学性能较差。另外,粗大的初晶硅与共晶硅会阻碍金属al液的流动,会在材料内部形成大量的缩松缩孔,热物理性能差异较大,使得制备成品率较低,不适合大规模制备。
4.(2)粉末冶金法制备高硅铝合金,是用快速凝固技术制备铝硅粉末,装入模具中经冷压、除气后加热到固液两相区进行真空热压或热等静压制成复合材料铸锭,再通过挤压、轧制等二次加工制成型材或零件。这种方法可以显著改善合金显微组织、减少偏析、提高合金固溶度,但是合金中的硅含量低于80%,导致合金材料热膨胀系数仍然较高,无法满足更高硅含量的硅铝合金(si
‑
wt.%≥90%)的生产要求。
5.(3)喷射沉积法是通过快速凝固的方式,实现al
‑
si合金液的快速冷却,获得晶粒细小、组织均匀的材料,是目前市场上应用最广泛的生产方法。喷射沉积技术的主要优势在于其快速凝固的特性和真空条件的外部环境,可以大大减少晶粒生长的可能性,并且降低颗粒氧化程度,得到在al基体中均匀分布si相颗粒的材料组织。其次,喷射沉积法可以不受材料本身固溶极限的限制,提高si相在al基体中的固溶度。但是,这种制备工艺过程复杂,制备过程较难控制,喷射的金属液滴不稳定,增强体颗粒在沉积过程中存在失态流动,造成有效结合率较低,原材料损失大,沉积速度较慢,主体设备及辅助机械使用维护成本高,材料致密度较差,无法直接应用,需要后续致密化处理,生产周期长,成本较高,难以规模化生产,只能间歇式生产;
6.(4)浸渗法分为无压浸渗法和压力浸渗法。无压浸渗法由于对设备要求不高,制造成本低,适合于材料大批量生产,但是由于铝与硅之间的润湿性较差,铝液无法完全浸入si增强相当中,很容易在复合材料内产生气孔,使得制备的材料机械性能较差。而压力浸渗法是通过机械加压或压缩气体加压,使得基体金属熔体浸入增强体间隙,可以解决增强材料
和金属液不润湿而浸渗不完全的问题,但是传统的加压方式容易导致硅和铝的分层,造成合金的不均匀化,因此限制此生产工艺的应用。
7.简而言之,以上各方法存在如下问题:
8.(1)熔炼铸造法制备的合金力学性能较差,成品率较低,不适合规模化生产。
9.(2)粉末冶金法制备的合金热膨胀系数较高,无法满足更高硅含量的硅铝合金(si
‑
wt.%≥90%)的生产要求。
10.(3)喷射沉积法制备工艺过程复杂,制备过程较难控制,沉积速度较慢,生产周期长,成本较高。
11.(4)浸渗法分为无压浸渗法和压力浸渗法,其中无压浸渗法制备合金的材料机械性能较差,压力浸渗法制备合金容易导致硅和铝的分层,造成合金的不均匀化。
技术实现要素:
12.本发明要解决的技术问题是克服现有技术的不足,提供一种可形成均匀性好、密度高、机械加工性能优异的硅铝复合材料,解决传统加压浸渗制备高硅铝合金的材料分层问题的分级加压浸渗连续式制备高硅铝合金的设备。
13.为解决上述技术问题,本发明采用以下技术方案:
14.一种分级加压浸渗连续式制备高硅铝合金的设备,包括进料装置、冷却炉管和至少两节加热炉管,各加热炉管依次连接,所述进料装置与第一节加热炉管对接,所述冷却炉管与最后一节加热炉管连接,每节加热炉管内设有输料螺杆,所述输料螺杆对应设有旋转驱动装置,最后一节加热炉管内的输料螺杆的螺距沿着输料方向逐渐减小,且最后一节加热炉管内的温度设定为金属铝液相线以上的温度。
15.作为上述技术方案的进一步改进,所述冷却炉管上设有进气管,第一节加热炉管上设有出气管。
16.作为上述技术方案的进一步改进,所述进料装置包括进料仓、振动器和电动卸料阀,第一节加热炉管外壁上设有炉管进料口,所述进料仓的出料口与炉管进料口对接,所述电动卸料阀设于进料仓的出料口,所述振动器设于进料仓的侧壁上。
17.作为上述技术方案的进一步改进,每个输料螺杆对应设有导热装置,所述导热装置包括导热进油管和导热出油管,所述输料螺杆内部设有导油通道,所述导热进油管和导热出油管通过双向旋转接头与导油通道连接。
18.作为上述技术方案的进一步改进,所述加热炉管为耐热不锈钢管。
19.作为上述技术方案的进一步改进,所述加热炉管外套有加热丝,所述加热丝外套有保温层。
20.作为上述技术方案的进一步改进,最后一节加热炉管内的输送螺杆采用哈氏合金c
‑
276材质;其余的输送螺杆采用耐热不锈钢材质,且表面设有碳化钨涂层。
21.作为上述技术方案的进一步改进,相邻两节加热炉管垂直布置。
22.作为上述技术方案的进一步改进,每节加热炉管上设有用于检测温度的热电偶。
23.作为上述技术方案的进一步改进,所述旋转驱动装置包括电机、减速机、主链轮、从链轮和链条,所述减速机与输料螺杆的一端连接,所述从链轮设于减速机的输出轴上,所述主链轮设于电机的输出轴上,所述链条绕设在主链轮和从链轮上。
24.本发明的核心创新点在于:(1)通过多级螺杆加压加温搅拌,将硅铝混合物料在恒温区加热至金属铝液相线以上温度,固态的al相和al
‑
si共晶相会全部融化成液态,其流动性大大增强,并开始包覆没有融化的si相,液态相开始润湿固态相,在界面张力与毛细作用力的作用下,使得液态金属铝内填充到硅粉微粒与硅粉微粒之间(硅骨架),使混合物料的晶粒重排,塑性较好的相发生塑性流动,可以获得几乎完全致密的组织。(2)由于al活性较高,在制粉时表面不可避免地会形成氧化膜,合金元素的相互扩散受到阻碍,难以形成冶金粘结,通过多级输料螺杆输送,将铝粉表面的氧化层破碎,使硅粉和铝粉之间通过焊合而牢固地结合在一起。本发明通过三级螺杆加压加温搅拌。(3)混合物料经过三级螺杆加压加温搅拌,最终在降温区成型推出,高温物料与在冷却炉管内由于急冷作用,会迅速凝固,随后坯体内部开始逐层凝固,改善了常规凝固过程由于缩孔缩松造成的气孔等缺陷,使材料致密度得到提高,最终形成均匀性好、机械加工性能优异的高硅铝合金材料,解决传统加压浸渗制备高硅铝合金的材料分层问题,实现低成本、连续式制备结构均匀的高硅铝合金。
25.与现有技术相比,本发明的优点在于:
26.本发明的分级加压浸渗连续式制备高硅铝合金的设备,通过多级输料螺杆加压加温搅拌,混合物料在炉管内依次经过多级加压加温搅拌,最终以半熔融状态进入降温区,在恒温区设定金属铝液相线以上温度,使得液态金属铝能顺利渗入硅骨架中,再叠加输料螺杆增压可以使混合物料的晶粒重排,塑性较好的相发生塑性流动,填充孔洞,在降温区可实现半熔融态混合物料快速冷却成型,改善常规凝固过程由于缩孔缩松造成的气孔等缺陷,使材料致密度得到提高,最终形成均匀性好、密度高、机械加工性能优异的硅铝复合材料,解决传统加压浸渗制备高硅铝合金的材料分层问题,实现连续式制备结构均匀的高硅铝合金材料,生产周期短,生产成本低。
附图说明
27.图1是本发明的结构示意图。
28.图2是图1的局部放大图。
29.图3是本发明中双向旋转接头的结构示意图。
30.图中各标号表示:
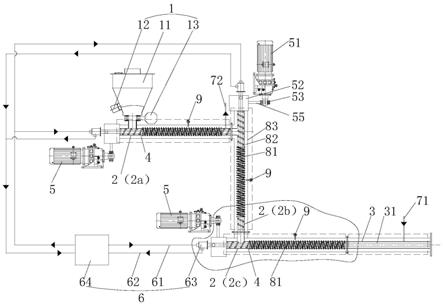
31.1、进料装置;11、进料仓;12、振动器;13、电动卸料阀;2、加热炉管;3、冷却炉管;4、输料螺杆;5、旋转驱动装置;51、电机;52、减速机;53、主链轮;55、链条;6、导热装置;61、导热进油管;62、导热出油管;63、双向旋转接头;64、加热及储油装置;71、进气管;72、出气管;81、加热丝;82、保温层;83、不锈钢外壳;9、热电偶。
具体实施方式
32.以下结合说明书附图和具体实施例对本发明作进一步详细说明。
33.如图1和图2所示,本实施例的分级加压浸渗连续式制备高硅铝合金的设备,包括进料装置1、冷却炉管3和至少两节加热炉管2,各加热炉管2依次连接,进料装置1与第一节加热炉管2对接,冷却炉管3与最后一节加热炉管2连接,每节加热炉管2内设有输料螺杆4,输料螺杆4对应设有旋转驱动装置5,最后一节加热炉管2内的输料螺杆4的螺距沿着输料方向逐渐减小,且最后一节加热炉管2内的温度设定为金属铝液相线以上的温度。旋转驱动装
置5用于驱动输料螺杆4旋转以便于输料。
34.加热炉管2的数量很据高硅铝合金制备工艺设置,本实施例中,以加热炉管2设置三节为例,分别标定为加热炉管2a(第一节)、加热炉管2b(第二节)、加热炉管2c(第三节),加热炉管2a为预热区,加热炉管2b为升温区,加热炉管2c为恒温区。升温区的温度大于预热区温度,恒温区的温度大于升温区的温度,恒温区的温度设定为金属铝液相线以上的温度,冷却炉管3为降温区。
35.工作时,将微米级高纯硅粉和铝粉按比例充分混合,混合物料从进料装置1加入预热区的加热炉管2a中,加热炉管2a内的输料螺杆4带着混合物料前进,并进行加热,接着,混合物料进入升温区的加热炉管2b中,加热炉管2b内的输料螺杆4带着混合物料前进,并进行加热,此后,混合物料进入恒温区的加热炉管2c中,加热炉管2c中的不等距输料螺杆4带着混合物料前进,至此,混合物料在炉管内依次经过三级加热、加压、搅拌,在恒温区为半熔融状态,最终以半熔融状态进入降温区的冷却炉管3中进行冷却成型。每个加热段温度可以根据工艺要求调整。
36.本发明通过三级(多级)输料螺杆4加压加温搅拌,混合物料在炉管内依次经过三级加压加温搅拌,最终以半熔融状态进入降温区,在恒温区设定金属铝液相线以上温度,使得液态金属铝能顺利渗入硅骨架中,再叠加输料螺杆4增压可以使混合物料的晶粒重排,塑性较好的相发生塑性流动,填充孔洞,在降温区可实现半熔融态混合物料快速冷却成型,改善常规凝固过程由于缩孔缩松造成的气孔等缺陷,使材料致密度得到提高,最终形成均匀性好、密度高、机械加工性能优异的硅铝复合材料,解决传统加压浸渗制备高硅铝合金的材料分层问题,实现连续式制备结构均匀的高硅铝合金材料,生产周期短,生产成本低。
37.本实施例中,加热炉管2外套有加热丝81,加热丝81外套有保温层82。加热丝81采用合金电阻丝,采用外热式合金电阻丝对各节加热炉管2进行加热,电阻丝外侧采用优质多晶莫来石纤维材料作为保温层82,保温效果优异,保温层82外设有不锈钢外壳83,多晶莫来石纤维固定在不锈钢外壳83内壁上。每节加热炉管2上设有用于检测温度的热电偶9。
38.预热区加热炉管2a采用304不锈钢材质,设定温度200
‑
300℃,升温区加热炉管2b采用310s耐热不锈钢材质,设定温度500
‑
600℃,恒温区加热炉管2c采用310s耐热不锈钢材质,设定温度为650
‑
800℃,高于金属铝液相线以上的温度,其中,金属铝液相线温度为638
°
。预热区和升温区的输送螺杆4采用310s耐热不锈钢材质,且表面设有碳化钨涂层。针对恒温区输送螺杆4在高温、高压工况下运行,加热炉管2c(最后一节加热炉管2)内的输送螺杆4采用哈氏合金c
‑
276材质,恒温区输送螺杆4采用不等距螺旋形式,从前到后螺距逐渐减小,对物料进行加压,提高物料在输送螺杆4后端的致密程度。
39.本实施例中,降温区的冷却炉管3为水冷成型段,引入冷水喷淋在冷却炉管3外表面,通过控制喷淋水量,可实现半熔融态混合物料快速冷却成型。此外,降温区冷却炉管3内设有实心轴31作为成型模具,高温物料与冷却炉管3、实心轴31接触的表面由于急冷作用,会迅速凝固,随后坯体内部开始逐层凝固,成型管状合金毛坯,实心轴31直径可以根据成品尺寸要求调整。需要说明的是,除除本实施例外,在其他实施例中,也可以选择其他形状的成型模具,或者也可以不设置模具,直接成型出圆柱状的毛坯。
40.本实施例中,冷却炉管3上设有进气管71,加热炉管2a上设有出气管72,为防止加热混料过程中铝粉的氧化,整个设备通入氩气保护。保护气体是氩气,从降温区冷却炉管3
进入,在预热区加热炉管2的出气管72排出,气流与物料运动方向相反,形成逆流,降低能耗。
41.本实施例中,进料装置1包括进料仓11、振动器12和电动卸料阀13,第一节加热炉管2外壁上设有炉管进料口,进料仓11与炉管进料口对接。电动卸料阀13设于进料仓11的出料口,振动器12设于进料仓11的侧壁上。
42.本实施例中,每个输料螺杆4对应设有导热装置6,导热装置6包括导热进油管61和导热出油管62,输料螺杆4内部设有导油通道,导热进油管61和导热出油管62通过双向旋转接头63与导油通道连接,所有导热进油管61和导热出油管62与加热及储油装置64连接。导热油在加热及储存装置64内部加热至150℃,通过导热进油管61和双向旋转接头63的第一接口631、第三接头631进入输料螺杆4的导油通道内,加强输送螺杆4和混合物料的热传导,换热后的导热油通过双向旋转接头63的第三接头631、第二接口632出来进入导热出油管62连接,经导热出油管62回流至加热及储存装置64,加热后,进行下一次循环,双向旋转接头63的结构如图3所示。
43.本实施例中,旋转驱动装置5包括电机51、减速机52、主链轮53、从链轮(图中未示出)和链条55,减速机52与输料螺杆4的一端连接,从链轮设于减速机52的输出轴上,主链轮53设于电机51的输出轴上,链条55绕设在主链轮53和从链轮上。预热区、升温区和恒温区都采用链轮传动,输送螺杆4转动均采用变频调速,转速在2
‑
20转/分钟范围内连续可调。
44.本实施例中,为了减少设备所占空间,相邻两节加热炉管2垂直布置。各加热炉管2通过法兰进行连接。
45.虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围的情况下,都可利用上述揭示的技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本发明技术方案保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。