技术特征:
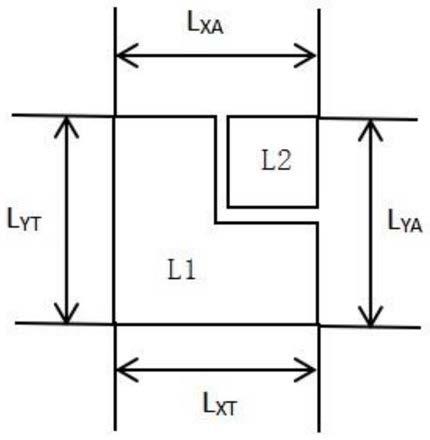
1.一种基于slm增材制造技术的双激光搭接标定方法,其特征在于,包括如下步骤:1)采用三维建模软件设计2个标定模型和1个观察模型,将模型文件导入双激光slm打印设备的前处理软件中;根据打印材料设置打印参数,生成切片文件;2个标定模型均是由实体一和实体二组合形成的长方体结构,且尺寸完全相同,长方体结构的长度方向、宽度方向分别对应x轴方向及y轴方向;实体一的横截面为l形,且包括标定模型中1条x轴方向的边及1条y轴方向的边,剩余部分为实体二;所述观察模型为v字形结构;2)将切片文件导入双激光slm打印设备中,将原始双激光偏差设置中的参数均设置成0;设定打印时观察模型位于2个标定模型之间,且观察模型的一条直边垂直于2个标定模型的中心连线;3)采用双激光slm打印设备同时打印2个标定模型及1个观察模型;其中激光一用于打印实体一,激光二用于打印实体二,观察模型由激光一和激光二共同完成打印,扫描策略为每隔几层更换打印激光,共同打印的区域称为搭接区;4)第一版打印完成后,用肉眼查看观察模型是否有明显偏差;5)将打印成形的标定模型进行清理,然后用千分尺分别测量x轴方向的边长和y轴方向的边长;如果2个标定模型中,2条x轴方向的边长偏差、2条y轴方向的边长偏差均小于0.05mm;且步骤4)中肉眼查看观察模型无瑕疵,则无需再次打印;否则计算打印的修订偏差值,将修订偏差值输入到双激光slm打印设备中双激光偏差设置参数中,进行第二版打印,并保证其余各项打印参数与第一版打印时一致;6)重复步骤3)~步骤5),直到满足步骤5)中无需再次打印的条件。2.根据权利要求1所述的一种基于slm增材制造技术的双激光搭接标定方法,其特征在于,所述标定模型包括标定模型一和标定模型二,其中,标定模型一由l形的实体一l1和正方形的实体二l2组成;由l1单独构成的x轴边长为l
xt
,y轴边长为l
yt
,由l1、l2共同构成的x轴边长为l
xa
,y轴边长为l
ya
;标定模型二由l形的实体一r1和正方形的实体二r2组成;由r1单独构成的x轴边长为r
xt
,y轴边长为r
yt
,由r1、r2共同构成的x轴边长为r
xa
,y轴边长为r
ya
;则修订偏差值按下列公式计算:公式(1)中,x
‑
shift’为调整后x轴方向双激光偏差值,x
‑
shift
为调整前x轴方向的双激光偏差值,l
x
为标定模型一x轴方向的偏差值,r
x
为标定模型二x轴方向的偏差值;公式(2)中,y
‑
shift’为调整后y轴方向双激光偏差值,y
‑
shift
为调整前y轴方向的双激光偏差值,l
y
为标定模型一y轴方向的偏差值,r
y
为标定模型二y轴方向的偏差值;l
x
=l
xa
‑
l
xt
ꢀꢀꢀ
(3)公式(3)中,l
xt
为激光一沿标定模型一x轴方向单独打印的实际值,l
xa
为激光一和激光二沿标定模型一x轴方向搭接区域打印的实际值;r
x
=r
xa
‑
r
xt
ꢀꢀꢀ
(4)公式(4)中,r
xt
为激光一沿标定模型二x轴方向单独打印的实际值,r
xa
为激光一和激光二沿标定模型二x轴方向搭接区域打印的实际值;
l
y
=l
ya
‑
l
yt
ꢀꢀꢀꢀ
(5)公式(5)中,l
yt
为激光一沿标定模型一y轴方向单独打印的实际值,l
ya
为激光一和激光二沿标定模型一y轴方向搭接区域打印的实际值;r
y
=r
ya
‑
r
yt
ꢀꢀꢀꢀ
(6)公式(6)中,r
yt
为激光一沿标定模型二y轴方向单独打印的实际值,r
ya
为激光一和激光二沿标定模型二y轴方向搭接区域打印的实际值。3.根据权利要求2所述的一种基于slm增材制造技术的双激光搭接标定方法,其特征在于,所述标定模型一的x轴方向边长、y轴方向边长及标定模型二的x轴方向边长、y轴方向边长为20~30mm,高度大于10mm。4.根据权利要求2所述的一种基于slm增材ok制造技术的双激光搭接标定方法,其特征在于,所述标定模型一的底部、标定模型二的底部分别设置有打印支撑,支撑的高度≥8mm。5.根据权利要求1所述的一种基于slm增材制造技术的双激光搭接标定方法,其特征在于,所述观察模型中的直边h横跨整个搭接区域h,且直边h的长度至少为搭接区域h长度的1.5倍。6.根据权利要求1所述的一种基于slm增材制造技术的双激光搭接标定方法,其特征在于,所述观察模型的直边与斜边之间的夹角为45
°
。
技术总结
本发明涉及一种基于SLM增材制造技术的双激光搭接标定方法,包括:1)设计2个标定模型和1个观察模型;2)将切片文件导入双激光SLM打印设备中,将原始双激光偏差设置中的参数均设置成0;设定打印时观察模型位于2个标定模型之间;3)采用双激光SLM打印设备同时打印2个标定模型及1个观察模型;4)第一版打印完成后,用肉眼查看观察模型是否有明显偏差;5)用千分尺分别测量X轴方向的边长和Y轴方向的边长;6)重复步骤3)~步骤5),直到满足步骤5)中无需再次打印的条件。本发明用于采用不同金属粉末进行3D打印双激光SLM成形前,针对双激光搭接区域进行精度标定,保证大型打印试件在打印过程中双激光成形没有偏差。激光成形没有偏差。激光成形没有偏差。
技术研发人员:李萧彤 刘仁东 吴萌 林利 徐鑫 苏洪英 吕冬 陆晓锋 芦延鹏 丁庶炜
受保护的技术使用者:鞍钢股份有限公司
技术研发日:2021.08.19
技术公布日:2021/12/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。