1.本发明涉及再造烟叶领域,尤其涉及一种稠浆造纸法再造烟叶定量控制系统、控制方法和生产系统。
背景技术:
2.目前主流的加热不燃烧新型烟草制品代表是由菲利普莫里斯公司开发的“heets”、“marlboro”品牌产品,其烟芯部分采用的是再造烟叶丝条纵向均匀排列结构。稠浆造纸法再造烟叶研究之初是用于传统卷烟,其特点在于烟草物质含量丰富、烟气量充足,但对于其物理特性并未有特别的要求。当稠浆造纸法再造烟叶在这种烟芯结构中应用时由于其自身定量波动较大的特性导致烟支过紧影响发烟量,烟支过松导致烟丝脱落。对此部分新型烟草制品生产厂商采用的方式是对生产出的稠浆造纸法再造烟叶产品母卷进行逐卷测试根据测试结果制定相应的小卷分切规格。这种方式从一定程度的解决了稠浆造纸法再造烟叶定量波动对最终烟芯品质的影响,但同时带来了分切环节工作量大、切丝过程繁琐、时间滞后等问题。最佳的解决方案就是在稠浆造纸法再造烟叶生产中实现对其定量的精确调控,然后稠浆造纸法所用的稠浆浓度高,均匀性较差,浓度的少量波动即会对定量产生较大影响。因此,迫切需要一种能够实现快速对稠浆性能波动做出响应、精准控制烟叶定量的设备和方法来解决该问题。
3.有鉴于此,特提出本技术。
技术实现要素:
4.本发明的目的在于提供一种稠浆造纸法再造烟叶定量控制系统、控制方法和生产系统,以解决上述问题。
5.为实现以上目的,本发明特采用以下技术方案:
6.一种稠浆造纸法再造烟叶定量控制系统,包括:上料单元、在线稠浆检测单元、在线成品定量检测单元和中央控制单元;
7.所述上料单元用于输送稠浆;所述在线稠浆检测单元用于检测所述稠浆的运行参数;所述在线成品定量检测单元用于检测所述稠浆造纸法再造烟叶的定量和含水率;所述中央控制单元用于接收和处理所述上料单元、所述在线稠浆检测单元和所述在线成品定量检测单元反馈的信号并依据处理结果向所述上料单元发出控制指令。
8.由于再造烟叶的绝干定量主要由上料量和烘干工艺决定,而上料量是工艺控制的重要指标;本技术提供的控制系统通过上料单元、在线稠浆检测单元、在线成品定量检测单元对生产线上的各个节点参数进行检测,然后反馈给中央控制单元进行处理,中央控制单元依据处理结果并控制上料单元,快速的调整上料量,实现对定量的精准控制。
9.优选地,所述上料单元包括上料泵,所述在线稠浆检测单元包括在线浓度计、在线密度计和在线流量计。
10.通过泵的清水曲线,可以计算出上料泵的频率与上料量之间的关系,进而中央控
制单元只需要调整泵的频率即可实现对上料量的精准控制,从而最终控制再造烟叶的绝干定量。
11.使用在线浓度计、在线密度计和在线流量计检测实时的浓度、密度和流量,然后将其反馈给中央控制单元,通过计算可以获得相关参数。例如:目标流量。
12.进一步优选地,所述在线浓度计的检测范围为10-40wt%,检测精度不低于0.01%;
13.优选地,所述在线密度计的检测精度不低于0.001kg/l;
14.优选地,所述在线流量计的检测范围3-100l/min,检测精度不低于0.01l/min。
15.对检测范围和检测精度的要求,使得系统能够更快、更精准的对相关参数进行调整,最终使得实际绝干定量与目标绝干定量的吻合度更高,次品率更低,降低生产成本。
16.优选地,所述在线成品定量检测单元包括在线定量扫描架;
17.优选地,所述在线定量扫描架的检测范围30-300g/m2,检测精度不低于0.1g/m2。
18.在线定量扫描架可以快速实时获得产品的含水定量和含水率,使得中央控制单元能够计算得到实时的绝干定量。不需要再使用线下烘干、称量或者卡尔费休法测定含水量的方式。
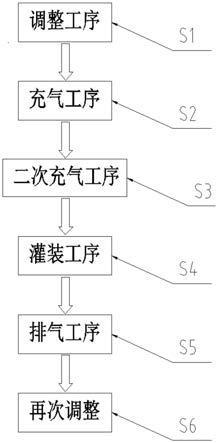
19.一种稠浆造纸法再造烟叶定量控制方法,包括:
20.在线成品定量检测单元检测产品的含水定量和含水率,并将结果反馈给中央控制单元,中央控制单元依据结果计算绝干定量;
21.若绝干定量落入设定阈值范围内,则返回执行下一轮控制动作;若绝干定量超出设定阈值范围,则中央控制单元计算调整后流量,然后输出调整控制信号至上料单元,在线稠浆检测单元检测稠浆的实时流量,当实时流量与所述调整后流量相一致后,返回执行下一轮控制动作。
22.通过检测含水定量和含水率,计算得到实时绝干定量,再与目标绝干定量的设定阈值进行比较,能够快速判断上料量是否达标;在不达标的情况下,依据比较的结果,通过计算得到调整后的流量值,并控制上料单元增大或减小流量。系统连续不断的执行上述动作,保证因稠浆性能发生波动时,能够快速的做出响应和调整。
23.优选地,在执行所述“在线成品定量检测单元检测产品的含水定量和含水率”之前,还包括:
24.在线稠浆检测单元检测稠浆的实时浓度和实时密度,中央控制单元根据设定定量、幅宽、车速以及接收到的实时浓度信号和实时密度信号计算目标流量;
25.中央控制单元根据计算结果输出控制信号至上料单元,在线稠浆检测单元检测实时流量,中央控制单元根据接收到的实时流量信号输出调节控制信号至上料单元以使得实时流量与目标流量相一致。
26.开车之后的起步阶段或者更换稠浆之后,仅依靠在线定量扫描架、中央控制系统和上料系统,需要较长的时间才能达到理想流量,这会造成生产的浪费,成本大幅上升;因此,需要对流量先进行校正,使得实际流量与理论需求流量最大程度的接近,然后再通过在线定量扫描架、中央控制系统和上料系统进行微调即可。
27.更加优选地,所述计算目标流量的计算公式为:
[0028][0029]
需要说明的是,首次测算时,使用设定定量;以后测算时,使用修订绝干定量计算目标流量。
[0030]
优选地,所述计算绝干定量的计算公式为:
[0031]
绝干定量=含水定量
×
(1-含水率);
[0032]
优选地,所述“计算调整后流量”包括:
[0033]
计算绝干定量与设定定量的比值,得到定量得率;
[0034][0035]
用设定定量除以所述定量得率得到修订绝干定量;
[0036][0037]
依据修订绝干定量计算得到所述调整后流量。
[0038]
优选地,所述在线稠浆检测单元的采样模式包括手动设定模式和自动设定模式;
[0039]
优选地,采用手动设定模式时,调整数据采集频率且所述中央控制单元将设定时间区间内所述在线稠浆检测单元检测到的数据剔除最大值和最小值以及关联值,并将剩余数据求平均值,作为实时数据。
[0040]
当使用某些特殊纤维(例如亚麻纤维)或特殊原辅料时,其相关参数可能出现异常波动,此时需要手动设定检测频率和采样规则。
[0041]
一种稠浆造纸法再造烟叶生产系统,包括所述的控制系统。
[0042]
与现有技术相比,本发明的有益效果包括:
[0043]
本技术提供的稠浆造纸法再造烟叶定量控制系统和生产系统,通过上料单元、在线稠浆检测单元、在线成品定量检测单元对生产线上的各个节点参数进行检测,然后反馈给中央控制单元进行处理,中央控制单元依据处理结果并控制上料单元,快速的调整上料量,实现对定量的精准控制;
[0044]
本技术提供的稠浆造纸法再造烟叶定量控制方法,可实现对稠浆造纸法再造烟叶的定量设置并精确实现,同时具有一定的容错能力对前端稠浆配制过程产生的波动进行消弭,减少现场工人的工作强度。
附图说明
[0045]
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对本发明范围的限定。
[0046]
图1为实施例1提供的浆造纸法再造烟叶定量控制系统的示意图。
具体实施方式
[0047]
如本文所用之术语:
[0048]“由
……
制备”与“包含”同义。本文中所用的术语“包含”、“包括”、“具有”、“含有”或其任何其它变形,意在覆盖非排它性的包括。例如,包含所列要素的组合物、步骤、方法、制品或装置不必仅限于那些要素,而是可以包括未明确列出的其它要素或此种组合物、步骤、方法、制品或装置所固有的要素。
[0049]
连接词“由
……
组成”排除任何未指出的要素、步骤或组分。如果用于权利要求中,此短语将使权利要求为封闭式,使其不包含除那些描述的材料以外的材料,但与其相关的常规杂质除外。当短语“由
……
组成”出现在权利要求主体的子句中而不是紧接在主题之后时,其仅限定在该子句中描述的要素;其它要素并不被排除在作为整体的所述权利要求之外。
[0050]
当量、浓度、或者其它值或参数以范围、优选范围、或一系列上限优选值和下限优选值限定的范围表示时,这应当被理解为具体公开了由任何范围上限或优选值与任何范围下限或优选值的任一配对所形成的所有范围,而不论该范围是否单独公开了。例如,当公开了范围“1~5”时,所描述的范围应被解释为包括范围“1~4”、“1~3”、“1~2”、“1~2和4~5”、“1~3和5”等。当数值范围在本文中被描述时,除非另外说明,否则该范围意图包括其端值和在该范围内的所有整数和分数。
[0051]
在这些实施例中,除非另有指明,所述的份和百分比均按质量计。
[0052]“质量份”指表示多个组分的质量比例关系的基本计量单位,1份可表示任意的单位质量,如可以表示为1g,也可表示2.689g等。假如我们说a组分的质量份为a份,b组分的质量份为b份,则表示a组分的质量和b组分的质量之比a:b。或者,表示a组分的质量为ak,b组分的质量为bk(k为任意数,表示倍数因子)。不可误解的是,与质量份数不同的是,所有组分的质量份之和并不受限于100份之限制。
[0053]“和/或”用于表示所说明的情况的一者或两者均可能发生,例如,a和/或b包括(a和b)和(a或b)。
[0054]
下面将结合具体实施例对本发明的实施方案进行详细描述,但是本领域技术人员将会理解,下列实施例仅用于说明本发明,而不应视为限制本发明的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
[0055]
首先对稠浆造纸法薄片与湿法造纸法薄片的差异进行说明。湿法造纸法再造烟叶采用的是二次成型的生产流程:一、基片制备;二、烟草浸膏涂布。稠浆造纸法再造烟叶采用的是一次成型的生产流程。二者的相似处在于基片及稠浆再造烟叶的成型过程,均为将浆料流送到织网(钢带)进行脱水。其差异主要体现在稠浆造纸法再造烟叶的稠浆具有很高的浓度和粘度,其具体对比如下表1:
[0056]
表1浓度和粘度对比
[0057][0058]
如上表所示,l1、l4为转子粘度计转子型号,数字越大适用与粘度越高的物料。湿法基片定量一般为60g/m2,形成1平方米基片约使用7.1kg的浆料;稠浆法定量一般约为200g/m2,形成1平方米稠浆法约使用1kg的浆料;在浆料流送过程中相同误差量导致的波动稠浆法要远大于湿法,同时稠浆粘度比湿法浆料粘度高两个数量级,相应的流送控制难度更大,精确控制定量的难度更高。
[0059]
实施例1
[0060]
如图1所示(需要说明的是,图1中在线浓度计、在线密度计和在线流量计的顺序可根据需要进行调整),一种稠浆造纸法再造烟叶定量的控制系统,包括上料单元、在线稠浆检测单元、在线成品定量检测单元和中央控制单元;上料单元包括上料泵,用于输送稠浆;在线稠浆检测单元包括在线浓度计、在线密度计和在线流量计,用于检测所述稠浆的运行参数,如浓度、密度和流量;在线成品定量检测单元包括在线成品定量扫描架,用于检测稠浆造纸法再造烟叶的定量和含水率;中央控制单元包括dcs系统(分散控制系统,distributedcontrolsystem),用于接收和处理上料单元、在线稠浆检测单元和在线成品定量检测单元反馈的信号并依据处理结果向上料单元发出控制指令。
[0061]
其中,在线浓度计的检测范围为10-40%,检测精度不低于0.01%;在线密度计的检测精度不低于0.001kg/l;在线流量计的检测范围3-100l/min,检测精度不低于0.01l/min;在线定量扫描架的检测范围30-300g/m2,检测精度不低于0.1g/m2。
[0062]
使用时,按照如下方法执行:
[0063]
母卷/稠浆造纸法再造烟叶幅宽1.3m,生产车速10m/min,成品绝干定量要求190g/m2,客户接受定量波动2%。
[0064]
成品定量扫描架扫描得到稠浆造纸法再造烟叶的含水定量为210.2g/m2,含水率12%,然后将数据反馈传输给中央控制单元,中央控制单元收集到含水定量和含水率后即可计算出此时绝干定量为184.976g/m2,其依据为:
[0065]
绝干定量=含水定量
×
(1-含水率);
[0066]
同时中央控制单元计算出此时定量得率为97.36%(设定定量即产品要求的定量190g/m2),其依据为:
[0067]
定量得率=绝干定量/设定定量
×
100%
[0068]
为使定量达到设计值,中央控制单元dcs修订目标定量为195.15g/m2,其依据为:
[0069]
修订绝干定量=设定定量/得率
[0070]
中央控制单元dcs依照下式(此时,设定定量为修订绝干定量)修订后的流量
9.81l/min,并自动调整上料泵频率至37hz,使上浆流量稳定;
[0071][0072]
成品定量扫描架扫描得到稠浆造纸法再造烟叶定量为215.9g/m2,含水12%,计算绝干定量为190g/m2,达到产品设定值。
[0073]
然后再次重新执行上述动作。
[0074]
当运行一段时间后成品罐中稠浆使用完毕需要补充新物料,此时系统自动切换至备用成品罐继续使用备用成品罐中的稠浆,由于配制批次不同,成品罐稠浆存在批间差异。在线密度计检测实时密度为1.120kg/l,在线浓度计检测实时浓度为22.95%,相应数据进入到中央处理单元,按照上述步骤计算定量得率为97.36%,计算出上料流量应为9.87l/min,并自动调节上料泵频率至37.2hz。
[0075]
成品定量扫描架扫描得到稠浆造纸法再造烟叶含水定量为215.7g/m2,含水12%,计算绝干定量为189.8g/m2,与设定定量差异为0.1%,定量可以接受,产品合格。定量差异的计算依据如下:
[0076]
差异幅度=(设定定量-绝干定量)/设定定量
×
100%;
[0077]
在开车启动之后的起始阶段,为了减少系统检测、调整耗时产生的浪费,在一个优选地实施方式中,首先进行流量校正,使得实际流量快速的、最大程度的与理论需求流量接近,然后再通过在线定量扫描架、中央控制系统和上料系统进行微调即可,具体如下:
[0078]
在线密度计检测实时密度为1.123kg/l,在线浓度计检测实时浓度为23.04%,相应数据进入到中央控制单元即可计算得到理论需求流量,计算公式如下:
[0079]
流量=(设定定量
×
幅宽
×
车速)/(密度
×
浓度
×
1000)
[0080]
计算得到理论需求流量为9.55l/min。中央控制单元输出控制信号到上料泵,对应泵的清水曲线,泵频率为25hz。在线流量计实测流量仅有7.88l/min,流量信号反馈到中央控制单元,中央控制单元自动增大上料泵频率,当上料泵频率达到36.5hz时流量稳定在9.55l/min。
[0081]
实施例2
[0082]
使用亚麻浆生产的稠浆造纸法再造烟叶时,在线密度计、在线浓度计、在线流量计的检测数据会出现异常波动,此时需要在中央控制单元中手动设置采样频率与采样规则。
[0083]
母卷/稠浆造纸法再造烟叶幅宽0.8m,生产车速12m/min,成品绝干定量要求210g/m2,客户接受定量波动2%,离线密度检测为1.212kg/l,离线浓度检测24.14%,理论需求流量为6.89l/min。
[0084]
在实际运行过程中在线密度计检测结果为0.5~1.8kg/l,在线浓度计检测结果为15~33%,在线流量计检测结果为0~35l/min。若依照实施例1的调节方式运行产品不合格率将大幅提高。
[0085]
此时手动将数据采集频率由原来的30s一次提升到3s一次,对在线密度计检测结果取最大值和最小值并剔除,同时剔除对应时间在线浓度计检测结果和在线流量计检测结果(即关联值);对在线浓度计检测结果取最大值和最小值并剔除,同时剔除对应时间的在线密度计检测结果和在线流量计检测结果;对在线流量计检测结果取最大值和最小值并剔
除,同时剔除对应时间在线密度计检测结果和在线流量计检测结果。上述过程每30s执行一次,剔除剩下的数据取平均值,即为在线密度计检测结果、在线浓度计检测结果、在线流量计检测结果。
[0086]
依此处理后前述使用亚麻浆的稠浆造纸法再造烟叶生产过程,在线密度检测为1.205kg/l,在线浓度检测为24.05%,dcs系统计算得到理论需求流量为6.96l/min,dcs控制上料泵频率为22.5hz。
[0087]
成品定量扫描架扫描得到稠浆造纸法再造烟叶定量为231.8g/m2,含水15%,dcs计算成品绝干定量为197g/m2,相应得率为93.82%,上料流量修订为7.42l/min,dcs控制上料泵频率提升至23hz,最终产品定量波动控制在1.2%。
[0088]
对比例1
[0089]
在没有本技术提供的稠浆造纸法再造烟叶定量的控制系统辅助的条件下生产,母卷/稠浆造纸法再造烟叶幅宽1.2m,生产车速6/min,成品绝干定量要求200g/m2,客户接受定量波动2%。
[0090]
离线密度检测结果1.053kg/l,离线浓度检测19.84%,整体检测耗时3h,计算得到理论上料流量为6.89l/min。
[0091]
上浆完成制备开始母卷卷曲前取样检测定量208g/m2,水分7.05%(卡尔费休法),检测耗时3h,绝干定量为193.3g/m2,波动3.33%。
[0092]
在检测过程中维持上浆流量不变,累计有250.5kg产品超过客户要求波动范围。
[0093]
同时在3h的生产时间内共计配制6次稠浆即引入了6次批间波动。在依据检测反馈结果调节后,生产产品的定量依然不可控制。
[0094]
以15min的频次对取样进行检测,其定量检测结果和波动如下表2所示:
[0095]
表2检测结果
[0096]
时间/min定量g/m2水分波动0208.07.05%3.33%15210.56.92%2.05%30207.27.51%4.16%45204.87.80%5.57%60210.48.00%3.21%75210.48.05%3.26%90206.37.33%4.41%105206.67.49%4.45%120211.17.21%2.08%135210.27.25%2.51%
[0097]
如上表2所示,虽然可以进行离线采样检测,但是检测结果显示波动均不合格,同时客户要求的卷是没有断头的,每次取样检测都需要将纸幅打断,从产品完成性上这种检验方式是不可取的。
[0098]
由实施例和对比例对比可知,本技术提供的稠浆造纸法再造烟叶定量的控制系统和控制方法,实现对稠浆造纸法再造烟叶的定量的精准控制,同时具有一定的容错能力对前端稠浆配制过程产生的波动进行消弭,减少现场工人的工作强度,降低生产成本。
[0099]
本技术提供的稠浆造纸法再造烟叶定量控制系统可以加载在稠浆造纸法再造烟叶生产系统中使用。
[0100]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
[0101]
此外,本领域的技术人员能够理解,尽管在此的一些实施例包括其它实施例中所包括的某些特征而不是其它特征,但是不同实施例的特征的组合意味着处于本发明的范围之内并且形成不同的实施例。例如,在上面的权利要求书中,所要求保护的实施例的任意之一都可以以任意的组合方式来使用。公开于该背景技术部分的信息仅仅旨在加深对本发明的总体背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域技术人员所公知的现有技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。