1.本发明涉及圆织机技术领域,特别涉及一种纱线量检测提示控制方法、装置、电子设备及系统。
背景技术:
2.制作筒布时,需要用到经纱和纬纱(以下总称纱线),两种纱线在圆织机内加捻后用于制作筒布。两种纱线分别成卷绕在纱线筒上,并从纱线筒上将纱线退绕到圆织机内使用,纱线筒数量较多,但统一设置在圆织机旁边的纱线架上。
3.在纱线筒处设置有断线检测装置,设置断线检测装置的目的在于,当断线检测装置检测某一纱线筒无纱线退绕到圆织机上时,会发出断线检测信号,提醒工人进行查看。但无纱线退绕原因包括纱线筒上的纱线用完和退绕过程中纱线断线,因此,发出的断线检测信号对于工人来说,没有良好的辨识性。由于圆织机在工作过程中,会产生大量的灰尘和毛屑,因此工人、圆织机和备用纱线筒不在同一工作区内,若出现断线情况,工人当时未分辨出原因,直接跑到工厂内查看情况,若无纱线退绕的原因是纱线用完,则需要往返仓储区拿取新的纱线筒至圆织机所在厂区内,费时费力;若是需要重新接线,则需要通知工人携带工具前往,但均无法第一时间根据圆织机进纱情况提供正确的处置方式。
技术实现要素:
4.本发明的目的在于提供一种纱线量检测提示控制方法、装置、电子设备及系统,可在出现断线情况下提示用户纱线量使用情况,以便用于第一时间做出更换纱线筒或接线的处置方式的判断。
5.第一方面,本技术实施例提供一种纱线量检测提示控制方法,应用于纱线量检测提示控制装置,所述纱线量检测提示控制装置分别与设置在纱线筒处的断线检测装置和纱线量检测装置通信连接,其特征在于,包括步骤:
6.获取所述断线检测装置发来的断线检测信号;
7.根据断线检测信号控制所述纱线量检测装置获取所述纱线筒上的纱线量值信息;
8.对所述纱线量值信息进行识别;
9.根据识别结果生成与所述纱线量值信息相对应的反馈信号;
10.根据所述反馈信号发出提示信号。
11.所述的纱线量检测提示控制方法中,所述根据所述反馈信号发出提示信号的步骤包括:
12.根据所述反馈信号,发出对应的声音提示信号;
13.所述声音提示信号包括紧急提示模式和一般提示模式。
14.所述的纱线量检测提示控制方法中,所述根据识别结果生成与所述纱线量值信息相对应的反馈信号的步骤中包括:
15.将所述纱线量值信息与预设的第一阈值做对比;
16.若所述纱线量值信息小于或等于所述第一阈值,发出紧急提示模式的声音提示信号;
17.若所述纱线量值信息大于所述第一阈值,发出一般提示模式的声音提示信号。
18.所述的纱线量检测提示控制方法中,所述根据所述反馈信号发出提示信号的步骤包括:
19.根据所述反馈信号,发出对应的灯光提示信号;
20.所述灯光提示信号包括高频闪光提示模式和低频闪光提示模式。
21.所述的纱线量检测提示控制方法中,所述根据识别结果生成与所述纱线量值信息相对应的反馈信号的步骤中包括:
22.将所述纱线量值信息与预设的第二阈值做对比;
23.若所述纱线量值信息小于或等于所述第二阈值,发出高频闪光提示模式的灯光提示信号;
24.若所述纱线量值信息大于所述第二阈值,发出低频闪光提示模式的灯光提示信号。
25.所述的纱线量检测提示控制方法中,所述根据所述反馈信号发出提示信号的步骤之后还包括:
26.判断所述反馈信号是否正确;
27.若所述反馈信号不正确,则发出警示信号。
28.第二方面,本技术实施例提供一种纱线量检测提示控制装置,包括:
29.第一获取模块,用于获取所述断线检测装置发来的断线检测信号;
30.第二获取模块,用于根据断线检测信号控制所述纱线量检测装置获取所述纱线筒上的纱线量值信息;
31.第一识别模块,用于对所述纱线量值信息进行识别;
32.第一执行模块,用于根据识别结果生成与所述纱线量值信息相对应的反馈信号;
33.第二执行模块,用于根据所述反馈信号发出提示信号。
34.所述的纱线量检测提示控制装置,其特征在于,还包括
35.第一判断模块,用于判断所述反馈信号是否正确;
36.第三执行模块,用于在所述反馈信号不正确时,发出警示信号。
37.第三方面,本技术实施例提供一种电子设备,包括处理器和存储器,所述存储器中存储有计算机程序,所述处理器通过调用所述存储器中存储的所述计算机程序,用于执行所述的纱线量检测提示控制方法。
38.第四方面,本技术实施例提供一种纱线量检测提示控制系统,包括纱线筒和纱线量检测提示控制装置,所述纱线量检测提示控制装置分别与设置在所述纱线筒处的断线检测装置和纱线量检测装置通信连接;
39.所述纱线量检测提示控制装置用于获取所述断线检测装置发来的断线检测信号,根据断线检测信号控制所述纱线量检测装置获取所述纱线筒上的纱线量值信息,对所述纱线量值信息进行识别,根据识别结果生成与所述纱线量值信息相对应的反馈信号,根据所述反馈信号发出提示信号。
40.本发明技术方案中,提供一种纱线量检测提示控制方法、装置、电子设备及系统,
可在出现断线情况下提示用户纱线量使用情况,以便用于第一时间做出更换纱线筒或接线的处置方式的判断。
附图说明
41.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
42.图1为本技术实施例提供的一种纱线量检测提示控制方法流程图;
43.图2为本技术实施例提供的一种纱线量检测提示控制装置的结构示意图;
44.图3为本技术实施例提供的电子设备结构示意图;
45.图4为本技术实施例提供的一种纱线量检测提示控制系统的示意图。
46.附图标号说明:
47.名称标号第一获取模块201第二获取模块202第一识别模块203第一执行模块204第二执行模块205电子设备300存储器301处理器302纱线量检测提示控制装置400断线检测装置401纱线量检测装置402
48.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
49.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
50.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
51.另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现
相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
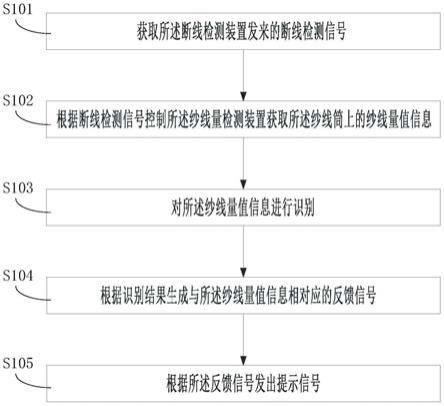
52.请参阅图1,本技术实施例提供一种纱线量检测提示控制方法,应用于纱线量检测提示控制装置,所述纱线量检测提示控制装置分别与设置在纱线筒处的断线检测装置和纱线量检测装置通信连接,其特征在于,包括步骤:
53.s101、获取所述断线检测装置发来的断线检测信号;
54.s102、根据断线检测信号控制所述纱线量检测装置获取所述纱线筒上的纱线量值信息;
55.s103、对所述纱线量值信息进行识别;
56.s104、根据识别结果生成与所述纱线量值信息相对应的反馈信号;
57.s105、根据所述反馈信号发出提示信号。
58.在步骤s101中,断线检测装置发出的断线检测信号的原因可能在于,纱线筒上的纱线用完,所以无纱线退绕到圆织机,或是纱线在退绕过程中断线。
59.在步骤s102中,根据断线检测信号控制所述纱线量检测装置获取所述纱线筒上的纱线量值信息,其中,纱线量值信息可包括纱线筒及其上的纱线的总重量值信息,则此时纱线量检测装置可为重量传感装置,用于实时获取纱线筒的重量值信息。实际应用中,应在纱线量检测装置中设置预设第一重量值信息,当出现断线检测信号时,再获取纱线筒的实时的重量值信息,若实时重量值信息大于第一重量值信息,说明纱线筒上仍有纱线存量,证明此时,断线检测信号表示的是纱线断线;若实时重量值信息小于或等于第一重量值信息,说明纱线筒上的纱线即将退绕完毕或是已经退绕完毕,此时,工人需要更换新的纱线筒进行放线工作。在其他实施例中,纱线量值信息还可包括绕线圈数值信息,此时,纱线量检测装置可为电子计数器。实际应用中,每个纱线筒上的纱线段的长度为一固定值,并以固定圈数(每一圈具有固定长度值)卷绕到线筒本体上,实际应用中,应在纱线量检测装置中预设纱线筒退绕到圆织机上的纱线的总圈数,当出现断线检测信号时,使用电子计数器监控获取并显示纱线筒的实时的退绕圈数值信息,不仅可使本领域技术人员计算退绕到圆织机内的纱线数量,且若获取到的实时退绕圈数值小于预设的总圈数值时,证明此时断线检测信号表示的是纱线断线;若获取到的实时退绕圈数值等于预设的总圈数值时,说明纱线筒上的纱线已经退绕完毕,此时,工人需要更换新的纱线筒进行放线工作。值得补充说明的是,如上所述的,使用电子技术器获取检测值的方式、测得的结果和结果对比方式与使用重量传感装置相比,具有明显区别,因此,使用电子技术器进行纱线量值检测和获取的方式不是本案的保护范围,仅是对本技术技术方案的进一步即使说明。当然,纱量检测装置不仅限于上述两种现有技术体现的技术方案。
60.在步骤s105中,根据所述反馈信号发出提示信号;如上所述的,断线检测装置发出的断线检测信号的原因可能在于,纱线筒上的纱线用完,所以无纱线退绕到圆织机,或是纱线在退绕过程中断线。为了提高对上述两种断线情况的辨识性,需要针对不同情况设置具有识别度的提示信号的种类或方式。为解决上述技术问题,在其中一个实施例中,所述根据所述反馈信号发出提示信号的步骤包括:根据所述反馈信号,发出对应的声音提示信号;所述声音提示信号包括紧急提示模式和一般提示模式。同理地,在其中一个实施例中,所述根据所述反馈信号发出提示信号的步骤包括:根据所述反馈信号,发出对应的灯光提示信号;
所述灯光提示信号包括高频闪光提示模式和低频闪光提示模式。该类设置方式,若断线检测信号表示的是纱线断线,纱线未及时且按量提供到圆织机内进行加捻、纺织等操作,则会严重影响筒布的产品质量,因此,该类情况应设定为紧急情况,需要使用紧急提示模式或高频闪光提示模式进行提醒;若纱线筒上的纱线按照既定程序和使用要求退绕完毕,仅是需要更换新的纱线筒供线,则此类情况设置为一般情况,可使用一般提示模式和低频闪光提示模式进行提醒。另一方面,工厂内工作区域面积较大,信号提示时应比较直观,起到即时提醒的效果,因此,本技术选用灯光或声音提醒的方式。其中,紧急提示模式中,包括使用较大分贝的警铃或音乐等,高频闪光提示模式中包括使用高频闪烁警灯进行提示,还可使用具有不同警示作用、不同颜色的灯光进行提示。一般提示模式中可使用低分贝或较为平缓的音乐进行提示,低频闪光提示模式包括使用低频率闪烁的灯光进行提示。
61.根据上述内容,出现了实时检测值与预设值进行对比的技术内容,方便工人根据实时监控和获取到的信息,第一时间做出正确的处置方式的判断,从而在步骤s104中,在其中一个实施例中,所述根据识别结果生成与所述纱线量值信息相对应的反馈信号的步骤中包括:将所述纱线量值信息与预设的第一阈值做对比;若所述纱线量值信息小于或等于所述第一阈值,发出紧急提示模式的声音提示信号;若所述纱线量值信息大于所述第一阈值,发出一般提示模式的声音提示信号。同理地,在其中一个实施例中,所述根据识别结果生成与所述纱线量值信息相对应的反馈信号的步骤中包括:将所述纱线量值信息与预设的第二阈值做对比;若所述纱线量值信息小于或等于所述第二阈值,发出高频闪光提示模式的灯光提示信号;若所述纱线量值信息大于所述第二阈值,发出低频闪光提示模式的灯光提示信号。
62.以重量传感装置为例,如上所述的,纱线量值信息可包括纱线筒及其上的纱线的总重量值信息,则此时纱线量检测装置可为重量传感装置,用于实时获取纱线筒的重量值信息。实际应用中,应在纱线量检测装置中设置预设第一重量值信息(即为第一阈值或第二阈值),当出现断线检测信号时,再获取纱线筒的实时的重量值信息,若实时重量值信息大于第一重量值信息,说明纱线筒上仍有纱线存量,证明此时,断线检测信号表示的是纱线断线;若实时重量值信息小于或等于第一重量值信息,说明纱线筒上的纱线即将退绕完毕或是已经退绕完毕,此时,工人需要更换新的纱线筒进行放线工作。
63.为了防止发出错误的提示信号,在其中一个实施例中,所述根据所述反馈信号发出提示信号的步骤之后还包括:
64.判断所述反馈信号是否正确;
65.若所述反馈信号不正确,则发出警示信号。
66.通过对比纱线量值信息和反馈信号所对应的纱线量值信息,可判断纱线量值信息是否正确,反馈信号不正确是指纱线量值信息不正确,此时,可通过警示信号提醒用户。其中,警示信号可以是持续发出的蜂鸣声等,但不限于此。
67.综上所述,本技术通过获取所述断线检测装置发来的断线检测信号,根据断线检测信号控制所述纱线量检测装置获取所述纱线筒上的纱线量值信息,对所述纱线量值信息进行识别,根据识别结果生成与所述纱线量值信息相对应的反馈信号,根据所述反馈信号发出提示信号;可在出现断线情况下提示用户纱线量使用情况,以便用于第一时间做出更换纱线筒或接线的处置方式的判断。
68.请参阅图2,本技术实施例提供一种纱线量检测提示控制装置,包括第一获取模块201、第一执行模块204、第一识别模块203、第一执行模块204和第二执行模块205;
69.其中,第一获取模块201,用于获取所述断线检测装置发来的断线检测信号;
70.其中,第二获取模块202,用于根据断线检测信号控制所述纱线量检测装置获取所述纱线筒上的纱线量值信息;
71.其中,第一识别模块203,用于对所述纱线量值信息进行识别;
72.其中,第一执行模块204,用于根据识别结果生成与所述纱线量值信息相对应的反馈信号;
73.其中,第二执行模块205,用于根据所述反馈信号发出提示信号。
74.在一些实施方式中,第二执行模块205在根据所述反馈信号发出提示信号时,根据所述反馈信号,发出对应的声音提示信号;所述声音提示信号包括紧急提示模式和一般提示模式。
75.在另一些实施方式中,第二执行模块205在根据所述反馈信号发出提示信号时,根据所述反馈信号,发出对应的灯光提示信号;所述灯光提示信号包括高频闪光提示模式和低频闪光提示模式。
76.本实施例中,纱线量值信息可以是纱线筒及其上纱线的总重量值信息。断线原因包括纱线退绕时断线和纱线筒上的纱线用完,则会出现不同的纱线重量值信息,并根据不同的重量值信息将提示信号划分为紧急提示模式(高频闪光提示模式)和一般提示模式(低频闪光提示模式)。
77.从而第一识别模块203对所述纱线量值信息进行识别时,得到纱线筒上的实时纱线筒及其上纱线的纱线量值信息。从而第一执行模块204将所述纱线量值信息与预设的第一阈值(第二阈值)做对比;若所述纱线量值信息小于或等于所述第一阈值(第二阈值),发出紧急提示模式的声音提示信号(高频闪光提示模式的灯光提示信号);若所述纱线量值信息大于所述第一阈值(第二阈值),发出一般提示模式的声音提示信号(低频闪光提示模式的灯光提示信号)。
78.为了防止发出错误的提示信号,在一些实施例中,该纱线量检测提示控制装置还包括第一判断模块和第三执行模块,第一判断模块用于判断所述反馈信号是否正确,第三执行模块用于在所述反馈信号不正确时,发出警示信号。
79.通过对比纱线量值信息和反馈信号所对应的纱线量值信息,可判断纱线量值信息是否正确,反馈信号不正确是指纱线量值信息不正确,此时,可通过警示信号提醒用户。其中,警示信号可以是持续发出的蜂鸣声等,但不限于此。
80.请参阅图3,本技术实施例还提供一种电子设备300,包括处理器302和存储器301,所述存储器301中存储有计算机程序,所述处理器302通过调用所述存储器301中存储的所述计算机程序,用于执行所述的纱线量检测提示控制方法。
81.其中,处理器302与存储器301电性连接。处理器302是电子设备300的控制中心,利用各种接口和线路连接整个电子设备300的各个部分,通过运行或调用存储在存储器301内的计算机程序,以及调用存储在存储器301内的数据,执行电子设备300的各种功能和处理数据,从而对电子设备300进行整体监控。
82.存储器301可用于存储计算机程序和数据。存储器301存储的计算机程序中包含有
可在处理器302中执行的指令。计算机程序可以组成各种功能模块。处理器302通过调用存储在存储器301的计算机程序,从而执行各种功能应用以及数据处理。
83.在本实施例中,电子设备300中的处理器302会按照如下的步骤,将一个或一个以上的计算机程序的进程对应的指令加载到存储器301中,并由处理器302来运行存储在存储器301中的计算机程序,从而实现各种功能:获取所述断线检测装置发来的断线检测信号;根据断线检测信号控制所述纱线量检测装置获取所述纱线筒上的纱线量值信息;对所述纱线量值信息进行识别;根据识别结果生成与所述纱线量值信息相对应的反馈信号;根据所述反馈信号发出提示信号。
84.由上可知,该电子设备300,通过获取获取所述断线检测装置发来的断线检测信号,根据断线检测信号控制所述纱线量检测装置获取所述纱线筒上的纱线量值信息,对所述纱线量值信息进行识别,根据识别结果生成与所述纱线量值信息相对应的反馈信号,根据所述反馈信号发出提示信号;可在出现断线情况下提示用户纱线量使用情况,以便用于第一时间做出更换纱线筒或接线的处置方式的判断。
85.请参阅图4,本技术实施例还提供一种纱线量检测提示控制系统,包括纱线筒和纱线量检测提示控制装置400,所述纱线量检测提示控制装置400分别与设置在所述纱线筒处的断线检测装置401和纱线量检测装置402通信连接;
86.所述纱线量检测提示控制装置400用于获取所述断线检测装置401发来的断线检测信号,根据断线检测信号控制所述纱线量检测装置402获取所述纱线筒上的纱线量值信息,对所述纱线量值信息进行识别,根据识别结果生成与所述纱线量值信息相对应的反馈信号,根据所述反馈信号发出提示信号。
87.断线检测装置401和纱线量检测装置402的结构、工作原理和使用方法均为现有技术,本文不再赘述。
88.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。