1.本技术涉及电池技术领域,具体涉及一种负极材料及其制备方法、全固态锂 电池。
背景技术:
2.近年来,使用固态电解质的全固态锂电池因具有较高的安全性而得到广泛关 注。其中,理论比容量较高、安全性高的硅负极被认为是突破全固态锂电池能量 密度的有效路径。但硅负极的导电能力较差,通常还需要对其进行表面改性,或 加入大量固态电解质和导电剂进行辅助,而电子电导率和离子电导率均很高的锂 硅合金负极材料则可避免这一问题。但锂硅合金负极材料在嵌锂的过程中较易出 现锂枝晶的生长现象,严重时,锂枝晶会向固态电解质内部及正极方向生长,直 至连接正负极而造成电池短路等安全问题。
技术实现要素:
3.有鉴于此,本技术提供一种负极材料及其制备方法、全固态锂电池,使用该 负极材料既可以避免锂枝晶的生长及由此带来的电池短路问题的发生,又能发挥 较高的容量性能。
4.具体地,第一方面,本技术提供了一种负极材料,包括内核和包覆在所述内 核表面的外壳,其中,所述内核为li
4.4
si合金,所述外壳的化学通式为li
x
si, 0≤x<4.4,且自所述外壳向所述内核的方向,所述x梯度增加直至接近4.4。
5.其中,所述外壳的厚度为15nm-500nm。
6.其中,所述内核中硅与所述外壳中硅的摩尔比为0.1-1。
7.其中,所述内核的尺寸为5nm-500nm。
8.其中,所述负极材料的粒径为20nm-1μm。
9.本技术第一方面提供的负极材料,其内核为li
4.4
si,外壳为锂含量由内向外 梯度减低的li
x
si层外壳,该负极材料在锂离子的嵌入/脱出循环时,既可以突破 非li
4.4
si材料的嵌锂量限制,使整体负极材料在嵌锂时达到li
4.4
si,可嵌入锂容 量较高,且在锂离子的多次嵌入-脱出循环时不容易产生锂沉积的现象,避免锂枝 晶的生长及由此带来的电池短路问题的发生,提供循环稳定性。此外,该负极材 料的成本较低。
10.第二方面,本技术还提供了一种负极材料的制备方法,包括以下步骤:
11.提供内核原材料li
4.4
si合金,提供至少一种通式为li
z
si的壳层前驱材料,其 中,z为固定值,0≤z<4.4;
12.在保护气体存在下,将所述内核原材料采用至少一种所述壳层前驱材料包 覆,形成外壳,得到负极材料;其中,当所述壳层前驱材料为两种以上时,依次 使用z递减的壳层前驱材料进行包覆;
13.其中,所述负极材料包括内核和包覆在所述内核表面的外壳,所述内核为 li
4.4
si合金,所述外壳的化学通式为li
x
si,0≤x<4.4,且自所述外壳向所述内核的 方向,所述x梯
度增加直至接近4.4。
14.其中,所述内核原材料的粒径与所述壳层前驱材料的粒径均在5-500nm的范 围。
15.其中,所述包覆是通过球磨机或固固包覆设备进行。
16.本技术第二方面所述的制备方法,工艺简单,易控制,适用于大规模的工业 化制备上述性能优异的负极材料。
17.第三方面,本技术还提供了一种全固态锂电池,包括正极片、负极片以及位 于所述正极片和负极片之间的固态电解质层,所述负极片包括如本技术第一方面 所述的负极材料或本技术第二方面所述的制备方法制备得到的负极材料。
18.所述负极片包括负极集流体和设置在所述负极集流体上的负极材料层,所述 负极材料层含有所述负极材料,且所述负极材料层不含导电剂和固态电解质材 料。此种情况下,所述负极片的容量较大、全固态锂电池的能量密度较高。
19.本技术实施方式中,所述负极材料层还可以含有粘结剂。进一步地,所述粘 结剂在所述负极材料层中的质量百分含量为0.5-5%。
20.本技术第三方面提供的全固态锂电池,由于包含了上述li含量自外壳向外内 核梯度增加的核壳状负极材料,使得所述全固态锂电池在负极片与固态电解质的 界面不易产生锂沉积,避免了锂枝晶的生长、扩散,提高了电池的安全性能,并 使得所述全固态锂电池的能量密度大、充放电容量高、循环寿命长。
附图说明
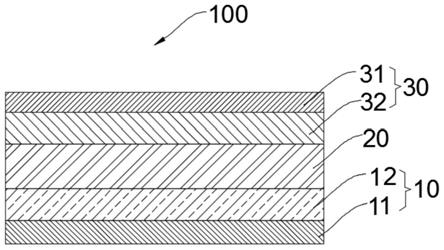
21.图1为本技术一实施例提供的全固态锂电池100的剖面结构示意图。
具体实施方式
22.以下所述是本技术的优选实施方式,应当指出,对于本技术领域的普通技术 人员来说,在不脱离本技术原理的前提下,还可以做出若干改进和润饰,这些改 进和润饰也视为本技术的保护范围。
23.本技术实施例提供了一种负极材料,用于全固态锂电池,解决负极因反复脱 /嵌锂带来的锂枝晶生长问题,改善因锂枝晶导致的电池短路问题。
24.具体地,本技术实施例提供的负极材料包括:内核和包覆在内核表面的外壳, 其中,内核为li
4.4
si合金,外壳的化学通式为li
x
si,0≤x<4.4,且自外壳向内核 的方向,x梯度增加直至接近4.4。
25.普通的锂硅摩尔比固定的单相锂硅合金li
x
si中,在其嵌锂过程中,随着锂离 子的逐渐嵌入,x值不断增加,当x值为3.25或以上时,再进行嵌锂就会发生x值不 再增加而出现锂金属沉积的现象。本技术提供的上述核壳结构的负极材料中,内 核为组成不变的li
4.4
si合金,外壳为锂含量由内向外递减的li
x
si层。在电池负极 的充电过程中,上述负极材料的内核li
4.4
si可以作为嵌锂过程中的“种子”,使其 他非li
4.4
si合金在嵌锂时,随锂的持续嵌入,使合金中锂硅摩尔比持续增加,直 至达到4.4为止,进而使整体负极材料在嵌锂时达到li
4.4
si,可嵌入锂容量较高, 从而使该负极材料在嵌锂的过程中不会在负极与固态电解质的界面出现锂沉积 及锂枝晶的生长,进而避免锂枝晶导致的电池短路问题,提高电池安全性;并在 电池负极放电的脱锂处理后恢复至上述核壳结构的负极材料。此外,在内
核和外 壳的共同存在下,该负极材料的成本低,可嵌锂容量高,使得由该负极材料制得 的电池容量高、能量密度大,循环性能好。
26.本技术实施方式中,自外壳向内核的方向,x从0梯度增加至直至接近4.4。在 本技术一具体实施例中,自外壳向内核的方向,x可以是从0连续增加至接近4.4。 在本技术另一具体实施例中,x从1.71连续增加至4.4。在本技术又一具体实施例 中,x从2.33连续增加至4.4。在本技术又一具体实施例中,x从3.25连续增加至4.4。 在本技术又一具体实施方式中,x从3.75连续增加至4.4。
27.本技术实施方式中,所述外壳的厚度为15nm-500nm,优选在50nm-500nm。 较厚的外壳可以使所述负极材料的成本较低,并在具有较高的可嵌入锂容量时, 仍能较好地避免在锂离子的嵌入/脱出时产生锂沉积、锂枝晶生长现象。
28.优选地,所述外壳完全包覆所述内核的所有外表面。
29.本技术实施方式中,所述内核的尺寸为5nm-500nm。在本技术一实施方式中, 所述内核为球形或类球形,所述内核的直径为5nm-500nm,优选在10nm-500nm, 进一步优选为50nm-500nm、30nm-480nm。较小尺寸的li
4.4
si合金内核,可以使 所述负极材料的首次循环可嵌锂容量较高。
30.本技术实施方式中,所述负极材料的粒径为20nm-1μm。
31.本技术实施方式中,所述内核中硅与所述外壳中硅的摩尔比为0.1-1。该摩尔 比可保证该负极材料的结构稳定,且可嵌入锂容量高。
32.本技术实施例提供的核壳结构的负极材料,内核为组成不变的li
4.4
si合金, 外壳为锂含量由内向外递减的li
x
si层,使得最终的负极材料的锂含量自内向外梯 度降低。上述负极材料在锂离子的嵌入/脱出循环时,可以突破非li
4.4
si材料的嵌 锂量限制,使整体负极材料在嵌锂时达到li
4.4
si,可嵌入锂容量较高,在锂离子 的多次嵌入-脱出循环时不容易产生锂沉积的现象,避免锂枝晶的生长及由此带来 的电池短路问题的发生,提供循环稳定性。此外,该负极材料的成本较低。
33.相应地,本技术实施例还提供了一种负极材料的制备方法,包括以下步骤:
34.提供内核原材料li
4.4
si合金,提供至少一种组成固定、通式为li
z
si的壳层前 驱材料,其中,z为固定值,0≤z<4.4;
35.在保护气体存在下,将所述内核原材料采用至少一种所述壳层前驱材料包 覆,形成外壳,得到负极材料;其中,当所述壳层前驱材料为两种以上时,依次 使用z递减的所述壳层前驱材料进行包覆;
36.其中,所述负极材料包括内核和包覆在所述内核表面的外壳,所述内核为 li
4.4
si合金,所述外壳的化学通式为li
x
si,0≤x<4.4,且自所述外壳向所述内核的 方向,所述x梯度增加直至接近4.4。
37.本技术实施方式中,所述保护气体包括氮气、氦气、氢气等中的至少一种。
38.上述制备方法中,在内核原材料li
4.4
si合金与至少一种通式为li
z
si的壳层前 驱材料的接触过程中,会因锂元素的扩散和合金的重构会形成一种梯度效果,即 li含量自外向内逐渐增加的li
x
si外壳。其中,每一种组成固定的壳层前驱材料仅 具有一种固定的锂硅摩尔比。
39.可选地,在制备所述负极材料时/之后,若施加外力,则注意使该外力不要过 大,
以免形成不了上述特定结构的负极材料。可选地,该外力应不超过300mpa。
40.本技术第二方面所述的制备方法制备得到的所述负极材料的相关参数及作 用同本技术第一方面所述,此处不再赘述。
41.本技术一实施方式中,所述包覆可以通过球磨机或固固包覆设备进行。在采 用球磨机时,该球磨方式可以是湿法球磨或干法球磨。具体可以是通过高能球磨 机或固固包覆设备(例如使用nobilta粒子复合化设备、振实改性设备、干式冲 击混料设备等)进行。可选地,所述球磨的转速在30-300rpm的范围;固固包覆 设备的转速在1000-8000rpm的范围,以获得较完整的包覆效果。
42.本技术实施方式中,所述内核原材料的粒径为5nm-500nm。该内核原材料的 粒径稍大于上述负极材料中内核的尺寸。所述壳层前驱材料的粒径在5nm-500nm 的范围。优选地,所述壳层前驱材料的粒径小于所述内核原材料的粒径。进一步 地,所述壳层前驱材料的粒径为所述内核原材料的粒径的70%以下(例如为60%、 50%)。
43.本技术中,当使用一种壳层前驱材料,若所述壳层前驱材料的粒径小于内核 原材料的粒径,则可将二者直接加入到球磨机或固固包覆设置中。且二者加入的 顺序不限,既可以同时加入,也可以先后加入。若所述壳层前驱材料的粒径不小 于内核原材料的粒径,则可先将该壳层前驱材料置于球磨机中进行球磨以减小其 粒径,使其粒径小于内核原材料的粒径,再加入上述内核原材料继续进行球磨。
44.本发明另一具体实施方式中,当使用两种以上的壳层前驱材料时,例如使用 第一壳层前驱材料li
z1
si和第二壳层前驱材料li
z2
si(其中z2>z1,0≤z1<4.4, 0≤z2<4.4),可以先采用第二壳层前驱材料li
z2
si包覆内核原材料li
4.4
si合金,再 采用第一壳层前驱材料li
z1
si对表面包覆有第二壳层前驱材料li
z2
si的li
4.4
si合 金进行包覆。具体地,可以先将该内核原材料li
4.4
si合金置于球磨机中,再加入 上述第二壳层前驱材料li
z2
si进行球磨,之后加入第一壳层前驱材料li
z1
si继续 进行球磨。优选地,第一壳层前驱材料li
z1
si、所述第二壳层前驱材料li
z2
si、和 内核原材料li
4.4
si合金的粒径依次递减。进一步优选地,所述第二壳层前驱材料 li
z2
si的粒径不超过所述内核原材料li
4.4
si合金的粒径的70%,所述第一壳层前 驱材料li
z1
si的粒径不超过所述第二壳层前驱材料li
z2
si粒径的70%。
45.本技术的所述负极材料可以用以下通式表示: mli
4.4
si
·
n(li
xn
si
·
li
xn-1
si
…
·
li
x2
si
·
li
x1
si),(li
xn
si
·
li
xn-1
si
…
·
li
x2
si
·
li
x1
si)表示锂含 量梯度变化的外壳,li
4.4
si为内核,x1、x2
…
xn为外壳中每种组成的锂硅化合物 锂硅的摩尔比,其中,x1与包覆时最后使用的第一壳层前驱材料li
z1
si中的z1值相 同,随着n的增加xn逐渐趋近4.4,即x=x1<x2
…
<xn-1<xn<4.4。可选地,m小于或 等于n。优选地,m/n可以在0.1-1之间。
46.上述湿法球磨中使用的溶剂最好不为水或醇类溶剂,具体可以选自甲苯、二 甲苯、苯甲醚、庚烷、癸烷、乙酸乙酯、丙酸乙酯、丁酸丁酯、n-甲基吡咯烷酮、 丙酮等中的至少一种。
47.本技术实施例第二方面提供的负极材料的制备方法,工艺简单,易控制,适 用于大规模的工业化制备上述性能优异的负极材料。
48.本技术实施例还提供了一种全固态锂电池,包括正极片、负极片以及位于所 述正极片和负极片之间的固态电解质层,所述负极片包括如本技术实施例上述负 极材料或采用本技术实施例上述制备方法制备得到的负极材料。
49.参见图1,本技术一实施方式中,全固态锂电池100包括负极片10、正极片 30、以及位于负极片10与正极片30之间的固态电解质层20。
50.负极片10包括负极集流体11和设置在负极集流体11上的负极材料层12, 负极材料层12含有上述负极材料。图1中负极材料层12朝向固态电解质层20。 可选地,负极材料层12的厚度为5-100μm。在负极材料层12较厚时,负极片10 仍具有良好、稳定的电化学性能。
51.进一步地,负极材料层12不含导电剂和固态电解质材料。这样负极材料层 12就可包括含量较多、具有电化学活性的上述负极材料,进而使负极片10的容 量较大、全固态锂电池100的能量密度较高。
52.需要强调的是,负极材料层12因本身锂含量较高,使用含锂正极(如licoo2) 时,还需对负极片10提前进行脱锂操作。
53.本技术实施方式中,负极材料层12还可以含有粘结剂。所述粘结剂有助于 使负极材料牢固固定在负极集流体上,并使负极材料层12具有一定弹性。进一 步地,所述粘结剂在所述负极材料层中的质量百分含量为0.5-5%。例如为1-5%, 或2-4%。
54.其中,所述粘结剂可以包括聚噻吩(pt)、聚吡咯(ppy)、聚四氟乙烯(ptfe)、 聚偏氟乙烯(pvdf)、聚乙烯(pe)、聚丙烯(pp)、聚苯乙烯(ps)、聚丙烯酰 胺(pam)、乙烯-丙烯-二烯共聚物、苯乙烯-丁二烯橡胶、聚丁二烯、氟橡胶(fpm)、 聚乙烯吡咯烷酮(pvp)、聚酯树脂、丙烯酸树脂、酚醛树脂、环氧树脂、聚乙烯 醇(pva)、羧丙基纤维素(hpc)、乙基纤维素(ec)、聚氧化乙烯(peo)、羧 甲基纤维素钠(cmc)和丁苯橡胶(sbr)中的一种或多种。
55.本技术实施方式中,正极片30可以包括正极集流体31和设置在正极集流体 31上的正极材料层32。图1中正极材料层32朝向固态电解质层20。其中,正极 材料层32可以包括正极活性材料、导电剂、正极用固态电解质材料、正极用粘 结剂。
56.固态电解质层20可以由含固态电解质材料、溶剂的浆料涂覆、干燥而成,固 态电解质层20的成分包括固态电解质材料。在本技术其他实施方式中,固态电 解质层20还可以含有粘结剂,其材质可以与负极材料层12中的粘结剂相同或不 同。在本技术一实施方式中,固态电解质层20可以通过涂覆与负极材料层12结 合,进而固态电解质层20再与带正极材料层32正极片30通过压制结合。
57.本技术一实施方式中,还提供了一种全固态锂电池的制备方法,包括以下 步骤:
58.s101,制备负极片10:在保护气体存在下,将上述负极材料与第一溶剂混合 均匀,得到负极混合浆料;
59.将所述负极混合浆料涂布在负极集流体11上,经干燥、压制处理后,在负极 集流体11上形成负极材料层12;
60.s102,制备固态电解质层20:在保护气体存在下,将固态电解质材料和第二 溶剂混合均匀,得到固态电解质混合浆料,将所述固态电解质混合浆料连续涂布 在上述负极片10的负极材料层12上,干燥后,在负极片10上形成固态电解质层20;
61.s103,制备正极片30:将正极活性材料、正极用固态电解质、导电剂、正极 用粘结剂和第三溶剂混合均匀,得到正极混合浆料;将所述正极混合浆料涂布在 正极集流体31上,干燥、压制处理后,得到正极片30;
62.s104,在保护气体存在下,将带有上述固态电解质层20的负极片10与s103中 得到的正极片30对齐,贴合极耳,经后,得到全固态锂电池100。
63.其中,第二溶剂和第三溶剂独立地选自水、乙醇、甲苯、二甲苯、苯甲醚、 庚烷、癸烷、乙酸乙酯、丙酸乙酯、丁酸丁酯、nmp、丙酮等中的至少一种。所 述第一溶剂不为水或醇类溶剂,例如为甲苯、二甲苯、苯甲醚、庚烷、癸烷、乙 酸乙酯、丙酸乙酯、丁酸丁酯、nmp、丙酮等中的至少一种。各溶剂的用量一般 可以为在配置对应混合浆料中干物料质量的50-400wt%。上述负极混合浆料中还 可以包括粘结剂,但不包括固态电解质材料和导电剂。
64.上述s101、s102和s103中,所述干燥处理时的干燥温度可以为80-120℃。 例如为100℃。上述s101、s103中的压制处理可通过辊压、压延等方式实现,具 体可以通过辊压机、辊式研磨机、压延机、带式压榨机、平板压榨机等设备来实 现,优选通过辊压机进行。此外,所述压制按加热与否还可分为冷压制或热压制。
65.上述s104中,所述压制处理可依次包括热压处理、真空密封和等静压压制处 理。其中,所述热压处理的温度可以为80-120℃。例如为100℃。所述热压处理时 间可以为0.5-3小时。所述等静压压制的压强为100mpa以上,例如压强为 100-300mp;所述等静压压制处理的时间为3-10min。
66.本技术实施方式中,正极用固态电解质材料及固态电解质层20中的固态电解 质材料独立地选自钠快离子导体(nasicon)固态电解质、石榴石型固态电解 质、钙钛矿型固态电解质和硫系固态电解质中的一种或者多种。所述固态电解质 层的材质与所述正极用固态电解质材料相同或不同。例如,所述固态电解质层的 成分选择耐还原的固态电解质材料,以保护负极片的负极材料,进一步提升负极 材料的循环稳定性;所述正极固态电解质为离子电导率更高的固态电解质材料。 进一步地,在制备固态电解质层20和正极材料层32时,所用的固态电解质材料的 粒径可以为20nm-5μm。
67.具体地,所述nasicon型固态电解质可以为lim2(po4)3及其掺杂物中的一种 或多种,其中m为ti、zr、ge、sn或pb,所述掺杂物采用的掺杂元素选自mg、 ca、sr、ba、sc、al、ga、in、nb、ta和v中的一种或多种。
68.可选地,所述石榴石型固态电解质的化学式为li
7 p-q-3u
al
u
la
3-p
x
p
zr
2-q
y
q
o
12
, 其中,0≤p≤1,0≤q≤1,0≤u≤1,x选自la、ca、sr、ba和k中的一种或多种,y选 自ta、nb、w和hf中的一种或多种。
69.可选地,所述钙钛矿型固态电解质的化学式为a
1x1
b
1y1
tio3、a
2x2
b
2y2
ta2o6、 a
3x3
b
3y3
nb2o6或a
j
e
k
d
v
ti
w
o3,其中,x1 3y1=2,0<x1<2,0<y1<2/3;x2 3y2=2, 0<x2<2,0<y2<2/3;x3 3y3=2,0<x3<2,0<y3<2/3;j 2k 5v 4w=6,j、 k、v、w均大于0;a1、a2、a3、a独立地选自li和na中的至少一种,b1、b2、b3独立地选自la、ce、pr、y、sc、nd、sm、eu和gd中的至少一种,e选自sr、ca、 ba、ir和pt中的至少一种,d选自nb和ta中的至少一种。
70.可选地,所述硫系固态电解质包括结晶态的li
r
q
s
p
t
s
z
、玻璃态li2s-p2s5和玻 璃陶瓷态li2s-p2s5及其掺杂物中的一种或多种。其中,所述结晶态的li
r
q
s
p
t
s
z
中, q选自si、ge和sn中的一种或多种,r 4s 5t=2z,0≤s≤1.5。所述玻璃态li2s-p2s5包括li2s与p2s5组成的不同产物,例如包括li7p3s
11
或70li2s-30p2s5等。
71.本技术实施方式中,所述正极活性材料包括氧化物型、硫化物型、聚阴离子 型以及上述各材料的复合物中的一种或多种。
72.具体地,所述氧化物型正极活性材料可以包括tio2、cr3o8、v2o5、mno2、 nio、wo3、limn2o4(锰酸锂)、li2cuo2、lico
m
ni
1-m
o2(0≤m≤1)、lico
a
ni
1-a-b
al
b
o2、 life
c
mn
d
g
e
o4、li
1
f
l
1-g-h
h
g
r
h
o2等中的至少一种。其中,所述lico
a
ni
1-a-b
al
b
o2中,0≤a≤1,0≤b≤1。所述life
c
mn
d
g
e
o4中,g选自al、mg、ga、cr、co、ni、 cu、zn和mo中的至少一种,且0≤c≤1,0≤d≤1,0≤e≤1,c d e=1。所述li
1 f
l
1-g-h
h
g
r
h
o2中,l、h和r分别独立选自li、co、mn、ni、fe、al、mg、ga、 ti、cr、cu、zn、mo、f、i、s和b中的至少一种,且l、h和r互为不同元素, 且-0.1≤f≤0.2,0≤g≤1,0≤h≤1,0≤g h≤1。
73.所述硫化物型正极活性材料可以包括tis2、v2s3、fes、fes2、ws2、lijs
i (j选自ti、fe、ni、cu和mo中的至少一种,且1≤i≤2.5)等中的至少一种。所 述聚阴离子型型正极活性材料具体可以包括lifepo4(磷酸铁锂)、li3v2(po4)3(磷 酸钒锂)、livpo4f等中的至少一种。
74.可选地,所述正极活性材料的颗粒粒径为100nm-500μm,例如为 100nm-100μm,100nm-50μm、或500nm-50μm。
75.此外,本技术实施方式中,所述正极活性材料的表面还可以带有包覆层,以 优化正极材料层与固态电解质之间的界面,降低界面阻抗,提高循环稳定性。具 体地,正极活性材料表面的包覆层可以为linbo3、litao3、li3po4、li4ti5o
12
等。
76.本技术中,对正极材料层32中的正极用粘结剂没有特别限制,其材质可以 与上述负极材料层12中的粘结剂的材质相同或不同。例如可以为包括含氟树脂、 聚偏二氟乙烯(pvdf)、聚四氟乙烯(ptfe)、聚乙烯醇、聚烯烃等的一种或多 种。对正极材料层32中的导电剂没有特别限制,例如可以采用导电炭黑(如乙 炔黑、科琴黑)、碳纳米管、碳纤维、石墨和炉黑中的一种或多种。
77.可选地,所述正极用粘结剂在正极材料层32中的质量百分比含量为0.1-10%。 进一步地可以为0.2-5%。可选地,所述导电剂在正极材料层32中的质量百分比 含量为0.1-20%。进一步地可以为1-10%。
78.本技术实施方式中,上述负极集流体11、正极集流体31独立地选自金属箔 材或合金箔材。其中,所述金属箔材包括铜、钛、铝、铂、铱、钌、镍、钨、钽、 金或银箔材,所述合金箔材包括不锈钢、或含铜、钛、铝、铂、铱、钌、镍、钨、 钽、金和银中至少一种元素的合金。例如,负极集流体11可以具体为铝箔、正 极集流体31可以具体为铜箔。本技术所述负极集流体、正极集流体的厚度及表 面粗糙度可以根据实际需求进行调整。
79.本技术实施例第三方面提供的全固态锂电池,由于包含了li含量自外壳向外 内核梯度增加的核壳状负极材料,使得全固态锂电池的负极片的嵌锂量大、比容 量高、循环稳定性强,且使得所述全固态锂电池的能量密度大、充放电容量高, 不易产生锂枝晶、安全性能高、循环寿命长点。
80.下面分多个实施例对本技术实施例进行进一步的说明。
81.原材料制备例
82.制备内核原材料li
4.4
si合金:在保护气氛下,按锂硅摩尔比为4.4:1来称取 钝化锂粉(粒径20μm)与单晶硅粉末(粒径50nm)进行充分混合,然后使用500mpa 的压力进行压制,保持该压力30min,将压制后的取出后再次粉碎,重新压制, 如此循环进行3次即可得到li
4.4
si合金。
83.制备壳层前驱材料:按锂硅摩尔比为3.75:1来称取钝化锂粉(粒径20μm) 与单晶硅粉末(粒径50nm)进行充分混合,然后使用500mpa的压力进行压制, 保持该压力30min,将压制后的取出后再次粉碎,重新压制,如此循环进行3次 即可得到li
3.75
si合金。按同样的
方式制备所需化学组成的锂硅化合物li
z
si。例 如,分别制备z值为1.71、2.3、3.25的单相锂硅合金。其中,当z为0时,li
z
si 无需制备,直接取单晶硅粉末。
84.实施例1
85.一种负极材料的制备方法,包括:
86.在氮气气氛下,将900g的壳层前驱材料li
3.75
si合金(粒径50nm)加入到 1000g的溶剂甲苯中,然后置于球磨机中以150rpm的转速球磨30min,以减小 li
3.75
si的粒径(达到30nm)并使其颗粒分散开来,而后加入100g的内核原材料 li
4.4
si合金(粒径50nm),以50rpm的转速继续球磨30min,将所得球磨产物取 出后烘干,得到负极材料。
87.实施例1的该负极材料的内核为li
4.4
si合金,外壳的化学通式为li
x
si, 3.75≤x<4.4,自外壳向内核的方向,x从3.75连续增加直至接近4.4;内核的直径 为15nm,外壳的厚度为150nm。
88.一种全固态锂电池的制备,包括:
89.(1)负极片的制作
90.在氩气气氛下,将1000g的上述负极材料、30g的粘结剂sbr加入到1500g 溶剂甲苯中,然后在搅拌机中搅拌,形成稳定均一的负极混合浆料;将该负极混 合浆料均匀地间歇涂布在正极材料层与固态电解质之间的界面箔(宽度160mm, 厚度16μm)上,然后在100℃下烘干,形成负极材料层,经过辊压机压片,得到 负极片;
91.为了使该负极材料与含锂正极正常搭配成可充放电的电池并便于计算负极 容量,还需在步骤(1)的辊压后进行负极片的脱锂处理:脱锂使用si单质涂覆 片为正极,商用聚丙烯为隔膜(厚度20μm),1m lipf6的碳酸亚乙酯和碳酸二甲 酯的混合溶液为电解液,以上述负极片为负极进行放电处理,放电至电压为0.05 v即可实现将上述负极片中的可逆锂脱出,最后再经过甲苯溶剂的清洗以及烘干、 辊压操作;
92.(2)固态电解质层的制作
93.在氩气气氛下,将600g的70li2s
·
30p2s5玻璃态固态电解质材料置入含30g 丁二烯橡胶粘结剂的1200g的甲苯溶液中,加热搅拌至得到稳定、均一的浆料; 将该浆料连续涂布在步骤(1)得到的负极片上,然后在100℃下烘干,在负极材 料层上形成厚度为35μm的固态电解质层;
94.(3)正极片的制作
95.首先制备表面包覆有linbo3的licoo2正极活性材料:将1000g的licoo2、 51ml乙醇铌、12g乙醇锂、1000ml去离子水和1000ml乙醇进行充分混合,在 持续的搅拌下,滴加氨水调节ph至10,将溶液蒸干,将所得粉末在400℃条件 下加热8h;
96.取930g的表面包覆有linbo3的licoo2正极活性材料、150g的li
10
gep2s
12
固态电解质材料、30g的粘接剂丁二烯橡胶、20g乙炔黑、20g的碳纤维导电剂 加入到1500g的甲苯溶剂中,然后在真空搅拌机中搅拌,形成稳定、均一的正极 混合浆料;将该正极混合浆料均匀地间歇涂布在铜箔(宽度160mm,厚度16μm) 上,然后在120℃下烘干,经过辊压机压片后,在铜箔上形成厚度为35μm的正 极材料层,得到正极片;
97.(4)全固态锂电池的制作
98.在保护气氛下,将上述正极片与步骤(2)中带有固态电解质层的负极片对 齐放置在压片机中,贴合极耳,在100℃下热压1h,使用铝塑膜抽真空密封后, 最后在等静压机中
于200mpa下压制300s,得到全固态锂电池。
99.实施例2
100.一种负极材料的制备方法,包括:
101.在氮气气氛下,将890g的壳层前驱材料li
3.25
si合金(粒径50nm)加入到 1000g的溶剂甲苯中,然后置于球磨机中以150rpm的转速球磨30min,以使其粒 径减小至30nm,而后加入110g的内核原材料li
4.4
si合金(粒径50nm),以50rpm 的转速继续球磨30min,将所得球磨产物取出后烘干,得到负极材料。
102.实施例2的负极材料的内核为li
4.4
si合金,外壳的化学通式为li
x
si, 3.25≤x<4.4,自外壳向内核的方向,x从3.25连续增加直至接近4.4;内核的直径 为15nm,外壳的厚度为150nm。
103.按实施例1制备电池的方法,将实施例2制得的负极材料制备成全固态锂电 池。
104.实施例3
105.一种负极材料的制备方法,包括:
106.在氮气气氛下,将880g的壳层前驱材料li
2.33
si合金(粒径30nm)、120g 的内核原材料li
4.4
si合金(粒径50nm)一同加入到1000g的溶剂甲苯中,置于 球磨机中以150rpm的转速球磨30min,将所得球磨产物取出后烘干,得到负极材 料。
107.实施例3的负极材料的内核为li
4.4
si合金,外壳的化学通式为li
x
si, 2.33≤x<4.4,自外壳向内核的方向,x从2.33连续增加直至接近4.4;内核的直径 为15nm,外壳的厚度为150nm。
108.按实施例1制备电池的方法,将实施例3制得的负极材料制备成全固态锂电 池。
109.实施例4
110.一种负极材料的制备方法,包括:
111.在氮气气氛下,将870g的壳层前驱材料li
1.71
si合金(粒径50nm)加入到 1000g的溶剂甲苯中,然后置于球磨机中以150rpm的转速球磨30min,以使其粒 径减小至30nm,而后加入130g的li
4.4
si合金(粒径50nm),以50rpm的转速 继续球磨30min,将所得球磨产物取出后烘干,得到负极材料。
112.实施例4的负极材料的内核为li
4.4
si合金,外壳的化学通式为li
x
si, 1.71≤x<4.4,自外壳向内核的方向,x从1.71连续增加直至接近4.4;内核的直径 为15nm,外壳的厚度为150nm。
113.按实施例1制备电池的方法,将实施例4制得的负极材料制备成全固态锂电 池。
114.实施例5
115.一种负极材料的制备方法,包括:
116.在氮气气氛下,将835g的壳层前驱材料si(粒径50nm)加入到1000g的 溶剂甲苯中,然后置于球磨机中以150rpm的转速球磨30min,而后加入165g的 li
4.4
si合金(粒径50nm),以50rpm的转速继续球磨30min,将所得球磨产物取 出后烘干,得到负极材料。
117.实施例5中负极材料的内核为li
4.4
si合金,外壳的化学通式为li
x
si,0≤x<4.4, 自外壳向内核的方向,x从0连续增加直至接近4.4;内核的直径为15nm,外壳 的厚度为150nm。
118.按实施例1制备电池的方法,将实施例5制得的负极材料制备成全固态锂电 池。
119.为说明本技术实施例提供的核壳状负极材料中锂含量自外向内是梯度增加, 现进行以下测试:对实施例1-5得到的负极材料进行ar离子蚀刻后,进行xps 测试,可以得到si的2p轨道结合能,如下表1所示,其中ar离子蚀刻的步长为 2min,使用的离子束能量为2kev,单次ar离子蚀刻深度范围是20-50nm。
120.表1本技术实施例的负极材料经ar离子蚀刻前后si的2p轨道结合能
[0121][0122]
从表1可以看出,本技术实施例的核壳状负极材料,si的2p轨道电子结合 能由外向内逐渐降低,说明si的价态在逐渐降低,这表明该负极材料中,由外向 内锂硅的合金化向着高锂的方向梯度增加,即,负极材料中,外壳中锂含量自外 向内梯度增加。
[0123]
为突出本技术实施例的有益效果,特提供以下对比例:
[0124]
对比例1
[0125]
按实施例1制备电池的方法,采用1000g的li
4.4
si合金作负极活性材料制备 全固态锂电池。
[0126]
对比例2
[0127]
按实施例1制备电池的方法,采用1000g的li
3.75
si合金作负极活性材料制备 全固态锂电池。
[0128]
对比例3
[0129]
按实施例1制备电池的方法,采用1000g的li
3.25
si合金作负极活性材料制备 全固态锂电池。
[0130]
对比例4
[0131]
按实施例1制备电池的方法,采用1000g的li
2.33
si合金作负极活性材料制备 全固态锂电池。
[0132]
对比例5
[0133]
按实施例4制备电池的方法,采用1000g的li
1.71
si合金作负极活性材料制备 全固态锂电池。
[0134]
对比例6
[0135]
按实施例5制备电池的方法,采用1000g的si合金作负极活性材料制备全固 态锂电池。
[0136]
对比例7
[0137]
一种负极材料的制备方法,包括:
[0138]
在氮气气氛下,将900g的壳层前驱材料li
4.4
si合金(粒径50nm)加入到1000g的溶剂甲苯中,然后置于球磨机中以150rpm的转速球磨30min,以减小 li
4.4
si的粒径并使其颗粒相互分散,而后加入100g的li
3.75
si合金(粒径50nm), 以50rpm的转速继续球磨30min,将所得球磨产物取出后烘干,得到负极材料。
[0139]
对比例7的负极材料中,内核为li
3.75
si合金,外壳的化学通式为li
x
si, 3.75<x≤4.4,自外壳向内核的方向,包覆层锂含量逐渐减少;内核的直径为15nm, 外壳的厚度为150nm。
[0140]
按实施例1制备电池的方法,将对比例7制得的负极材料制备成全固态锂电 池。
[0141]
为对本技术实施例技术方案带来的有益效果进行有力支持,对实施例1-5和 对比例1-7的全固态锂电池进行电池循环寿命的测试,测试方法如下:将各实施 例和对比例制得的全固态锂电池样品各取20支,在land ct 2001c二次电池性 能检测装置上,于298
±
1k条件下,将各电池以0.1c的倍率进行充放电循环测试。
[0142]
测试步骤如下:搁置10min;恒压充电至4.25v/0.05c截止;搁置10min; 恒流放电至3v,即为1次循环,记录下首圈放电容量(使用表面包覆有linbo3的licoo2为正极活性材料的电池,其电压上下限分别为4.25v/0.05c和3v,其 余条件相同)。重复上述循环步骤,当循环过程中电池容量低于首次放电容量的 80%时,循环终止,循环终止时的循环次数即为电池的循环寿命,每组取平均值, 得到的结果如表2所示。
[0143]
表2:各组电池的循环性能结果
[0144]
[0145][0146]
从表2可以获知,采用本技术实施例的特定结构的负极材料既然发挥较高的 容量,且无短路现象发生,全固态锂电池的循环性能较好。
[0147]
其中,实施例1中内核为li
4.4
si,可以保证外壳li
3.75
si在嵌锂过程中转变 li
4.4
si,既拥有较高的容量又具有良好的循环稳定性,这是li
3.75
si在循环时的非 晶化和li
4.4
si共同作用结果,且在脱锂后还恢复成原来的核壳结构(锂含量自内 向外梯度降低)。相比之下对比例1中的负极材料均为li
4.4
si,虽然不会在嵌锂过 程中产生锂沉积以及短路,但是li
4.4
si在循环过程中非晶化会减弱,循环稳定性 因此下降;而对比例2-6的负极材料,随嵌锂过程的进行,在锂硅摩尔比达到3.25 以上就不能再增加锂硅摩尔比,即,不能转变为li
4.4
si,容量较低,进而出现锂 金属沉积现象,在采用较高容量(如高于其首次充电可嵌入锂容量)进行充电时, 易发生电池短路现象。而对比例7中,虽然具有梯度变化效果和li
4.4
si,但是li
4.4
si 是外壳层,非晶化作用不明显,影响了锂离子的传输,导致其性能和循环稳定性 都差于实施例1。
[0148]
以上所述实施例仅表达了本技术的几种实施方式,其描述较为具体和详细, 但并不能因此而理解为对本技术专利范围的限制。应当指出的是,对于本领域的 普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进, 这些都属于本技术的保护范围。因此,本技术专利的保护范围应以所附权利要求 为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。