1.本实用新型涉及电池封装技术领域,具体涉及一种单工位软包锂电池顶封侧封一体机。
背景技术:
2.软包锂电池是液态锂离子电池套上一层聚合物外壳,在结构上采用铝塑膜包装。铝塑包装膜(简称铝塑膜),由三层构成:尼龙层、铝箔层与pp(聚丙烯)层。尼龙层是保证了铝塑膜的外形,保证在制造成锂离子电池之前,膜不会发生变形。铝箔层就是一层金属铝构成,其作用是防止水的渗入。锂离子电池很怕水,一般要求极片含水量都在ppm级,所以包装膜一定要能够挡住水气的渗入。尼龙不防水,无法起到保护作用。而金属铝在室温下会与空气中的氧反应生成一层致密的氧化膜,导致水气无法渗入,保护了电芯的内部。铝箔层在铝塑膜成型的时候还提供了冲坑的塑性。pp是聚丙烯的缩写,这种材料的特性是在一百多摄氏度的温度下会发生熔化,并且具有黏性。所以电池的热封装主要靠的就是pp层在封头加热的作用下熔化黏合在一起,然后封头撤去,降温就固化黏结了。
3.锂电池对水含量要求很高,在软包锂电池封装过程中,需要严格控制上下封头之间的压力、加热温度和时间,才能保证软包电池封装质量。
4.传统的软包锂电池封装设备的顶封、侧封实施方法为:首先,将待封装的锂电池包固定在夹具上,然后将治具推送到热熔封头之间,然后将具有一定温度的上、下封头合拢,使铝塑膜与铝塑膜之间、铝塑膜与极耳胶之间发生热熔并黏结。但是现有的锂电池顶侧、侧封治具多为手动操作在顶封、侧封两个热熔封头工位移动操作,比较费时费力。采用自动化多工位封装设备的,其机构复杂,成本较高,而且在治具携带锂电池包移动过程中,存在振动造成移位、累计误差、不同治具的生产批号不好追溯等问题,这就给电池封装带来质量隐患;而且制作不同尺寸的锂电池封装时,通常需要制作多种规格治具,这就降低了作业效率,提高了锂电池的制造成本。相关的设计可以参见中国专利200720053226.3、201620150647.7、201620531697.x、201822139055.7、201922438774.3、 201922446902.9等。
技术实现要素:
5.(一)解决的技术问题
6.为了解决上述背景技术中存在的问题,本实用新型设计一种只在固定工位一次完成锂电池顶封、侧封的锂电池封装工作。
7.(二)技术方案
8.为实现上述目的,本实用新型提供如下技术方案:
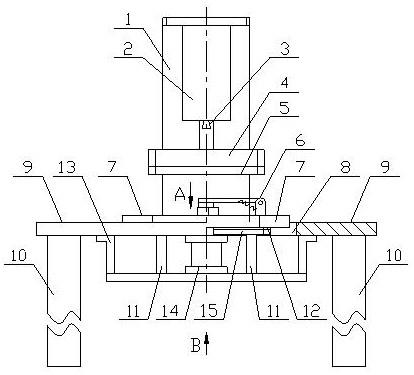
9.一种单工位软包锂电池顶封侧封一体机,其特征在于:包括第一气缸支架1、治具组件7、工作台9、下封头12,所述工作台9上固定有第一气缸支架1,第一气缸支架1上安装有第一气缸组件2,第一气缸组件2固定有上封头座4,上封头座4上固定有上封头5,所述工作
台9中间有治具通孔8,所述治具组件7与第二气缸14上部固定连接并通过第二气缸14驱动在治具通孔8内上下贯穿移动;上封头5与下封头12贴紧实施热熔工作,所述下封头12固定在下封头座15上。
10.作为上一步优选方案,所述第一气缸组件2上还设置有红外线定位仪3,红外线定位仪3通过发出清晰明亮的红线照射在治具组件7上,根据红线来辅助定位将锂电池包固定在治具组件7上。提高封装的精确度。
11.作为上一步优选方案,所述治具组件7、治具通孔8为五边形结构。可减少操作台的尺寸,便于员工操作。
12.作为上一步优选方案,所述第二气缸14底部固定在第二气缸支架13上,第二气缸支架13固定在工作台9下侧。
13.作为上一步优选方案,所述下封头座15通过下封头座支架11固定在第二气缸支架13上。
14.作为上一步优选方案,所述下封头座支架11至少对称设置两组。
15.作为上一步优选方案,所述上封头座4、上封头5、下封头12、下封头座15、均为l形结构,l形结构两边相互垂直。
16.作为上一步优选方案,所述工作台9下部安装有支腿10。
17.(三)有益效果
18.本实用新型提供了一种单工位软包锂电池顶封侧封一体机,具备以下有益效果:
19.1、本实用新型产品仅在固定工位一次完成锂电池顶封、侧封的锂电池封装,治具组件在第二气缸驱动下只在垂直方向小幅度伸缩移动,降低加工过成中产生的累计误差,提高了锂电池封装作业的准确性。
20.2、本实用新型产品带有红外线辅助定位,降低加工过成中产生的误差。
21.3、本实用新型产品采用单工位设备操作,封装如果封装质量问题时,便于追溯生产批次,方便维修治具或设备,进一步保证品质。
22.4、本实用新型产品结构简单,便于加工制造和推广使用。
附图说明
23.参照附图,本实用新型的公开内容将变得更易理解。本领域技术人员容易理解的是:这些附图仅仅用于举例说明本实用新型的技术方案,而并非意在对本实用新型的保护范围构成限制。图中:
24.图1为本实用新型主视图;
25.图2为本实用新型俯视图。
26.图3为本实用新型左视图。
27.图4为本实用新型a向视图。
28.图5为本实用新型b向视图。
29.图6为本实用新型初始状态示意图。
30.图7为本实用新型封装状态示意图。
31.其中,1、第一气缸支架,2、第一气缸组件,3、红外线定位仪,4、上封头座,5、上封头,6、夹具组件,7、治具组件,8、治具通孔,9、工作台,10、支腿,11、下封头座支架,12、下封
头,13、第二气缸支架,14、第二气缸,15、下封头座,16、封头通孔。
具体实施方式
32.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
33.实施例:
34.如图1
‑
7所示,第一气缸支架1上安装有第一气缸组件2;第一气缸组件2固定有红外线定位仪3、上封头座4,上封头座4上固定有上封头5,第一气缸支架1固定在工作台9上。红外线定位仪3可发出能产生一条清晰明亮的红线照射在治具组件7上,根据红外线来辅助定位将锂电池包固定在治具组件7上,提高封装的精确度。
35.工作台9中间有治具通孔8,治具组件7可在治具通孔8内上下移动d的距离。
36.工作台9下部安装有支腿10、第二气缸支架13。
37.治具组件7与第二气缸14上部固定连接,第二气缸14底部固定在第二气缸支架13上。治具组件7上设置有夹具组件6和封头通孔16,夹具组件6便于夹持固定软包锂电池,封头通孔16便于上封头5穿过封头通孔16后与下封头12贴紧实施热熔工作。
38.下封头12固定在下封头座15上,下封头座15通过下封头座支架11固定在第二气缸支架13上。下封头座支架11根据力学均衡分布,至少对称设置两组。
39.上封头座4、上封头5、下封头12、下封头座15可穿过封头通孔16。上封头5向下移动c距离后,穿过封头通孔16,与下封头12贴紧实施热熔工作。
40.治具组件7、治具通孔8优选五边形结构,可减少操作台的尺寸,便于员工操作。
41.上封头座4、上封头5、下封头12、下封头座15、封头通孔16为相互垂直的l形。
42.具体实施过程:
43.1、抬起治具组件7上的夹具组件6,将锂电池包放置在治具组件7上。
44.2、根据第一气缸组件2固定的红外线定位仪3发出的红外线辅助定位,将锂电池包调整到所需封装的允许位置内。放下夹具组件6,锂电池包即固定在治具组件7上。
45.3、启动第一气缸组件2、第二气缸14。治具组件7在第二气缸14的作用下,向下移动d的距离,此时电池包铝塑膜与下封头12上表面贴紧;同时上封头5在第一气缸组件2作用下向下移动c的距离。此时上封头5、下封头12穿过治具组件7上的封头通孔16,将锂电池包的铝塑膜夹紧、加热,铝塑膜的pp层就熔化然后黏结在一起。
46.4、待热熔封装完成后,第一气缸组件2、第二气缸14收缩,抬起治具组件7上的夹具组件6,将锂电池包从治具组件7上取下,一次封装工序完成。
47.以上达到设计目的。
48.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备
所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括要素的过程、方法、物品或者设备中还存在另外的相同要素。
49.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。综上,本实用新型达到预期目的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。