1.本实用新型涉及材料挤出成型技术领域,具体涉及一种挤出成型模具及挤出成型设备。
背景技术:
2.在照明领域,led灯具发光产品的应用越来越广泛,作为一种新型的绿色光源产品,led照明灯具正逐步取代一些传统光源产品。随着应用场景的变化,人们对照明产品的功能需求越来越高,越来越注重光的品质,对灯具的光效、发光角度、眩光值、色温,有了更高的要求。越来越多在办公、商业照明的场合应用的线性灯具采用压花的挤出面罩,改善灯具的眩光值、发光角度,让人们有更好的光感体验。目前对于市面上,大部分灯具上面应用的都是压花板材,采用挤压加滚压而成型,产品结构简单,应用范围有限。对于成型结构截面复杂的压花面罩,目前挤出通用的挤出工艺成型的产品,主要有表面压花纹深浅不均、截面尺寸精度差,一些转角位置还容易出现波浪外观问题。故需提供一种优化的装置来改善上述问题。
技术实现要素:
3.有鉴于此,本实用新型目的在于提供一种结构优化的挤出成型模具及挤出成型设备。
4.为实现本实用新型目的,提供一种挤出成型模具。所述挤出成型模具用于对胶料进行挤出、压花和定型操作,形成压花目标成型体。所述挤出成型模具包括挤出模、定型模及压花装置。所述挤出模用于对所述胶料进行挤出操作,形成初始成型体。所述压花装置与所述定型模设置于所述挤出模一侧,用于接收所述初始成型体。所述压花装置由所述初始成型体的上方对所述初始成型体进行压花操作,所述定型模由所述初始成型体的下方对所述初始成型体同步进行一次定型操作,以形成压花预成型体。所述定型模进一步对所述压花预成型体进行二次定型操作,以形成所述压花目标成型体。
5.可选地,所述定型模包括第一定型模及第二定型模。所述第一定型模设置于所述第二定型模的前侧。所述第一定型模用于对所述初始成型体进行所述一次定型操作。所述第二定型模用于对所述压花预成型体进行所述二次定型操作。
6.可选地,所述压花装置包括压花件、驱动件及传动件。所述驱动件设置于所述传动件的一侧,用于为所述传动件提供旋转动力。所述压花件套设并固定于所述传动件上,且与所述传动件同轴转动。
7.可选地,所述压花件的转动速度与所述挤出模对所述胶料的挤出速度一致。
8.可选地,所述压花件的长度大于或等于所述第一定型模的长度。
9.可选地,所述压花件包括压花面。所述压花面设置于所述压花件的外表面。所述压花面具有预设压花图形。所述预设压花图形排布于所述压花面的至少一部分。
10.可选地,所述预设压花图形排布于所述压花面的整体。
11.可选地,所述挤出模包括挤出口。所述胶料通过所述挤出口挤出,形成所述初始成型体。所述定型模包括定型腔及定型腔入口。所述压花预成型体通过所述定型腔入口进入所述定型腔中定型。所述定型腔入口的形状与所述压花目标成型体的截面形状一致。所述挤出口略大于所述定型腔入口。
12.可选地,所述挤出口与所述定型腔入口之间的比例范围为1.1
‑
1.4:1。
13.本实用新型提供一种挤出成型设备。所述挤出成型设备包括挤出机、定型台、牵引机、裁切机及前述的挤出成型模具。所述胶料由所述挤出机送入所述挤出成型模具,并由所述挤出成型模具对所述胶料进行所述挤出、所述压花及所述定型操作,形成所述压花目标成型体。所述压花目标成型体由所述牵引机牵引进入所述裁切机进行剪裁操作。
14.本实用新型提供的一种挤出成型模具及挤出成型设备,通过优化模具结构,分二次对产品定型,其中,一次定型与压花操作同步进行,并且使压花件的转动速度与挤出模对胶料的挤出速度一致,使产品表面压花均匀。此外,通过设置挤出口与定型腔入口的比例,保证产品尺寸精确。
附图说明
15.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例的附图作简单地介绍,显而易见地,下面描述中的附图仅仅涉及本实用新型的一些实施例,而非对本实用新型的限制。
16.图1为本实用新型实施例提供的一种挤出成型设备的结构示意图。
17.图2为本实用新型实施例提供的一种挤出成型模具的结构示意图。
18.图3为所述挤出模的结构示意图。
19.图4为所述定型模的结构示意图。
20.图5为所述定型模的拆解结构示意图。
21.图6为所述压花装置设置于所述定型台上的结构示意图。
具体实施方式
22.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例的附图,对本实用新型实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的其他实施例,都属于本实用新型的保护范围。
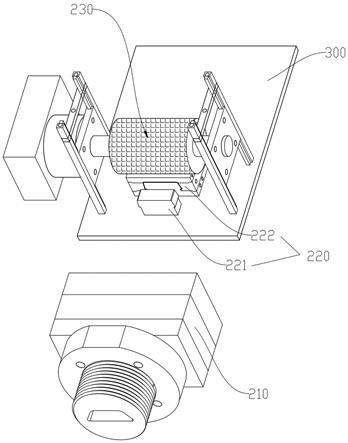
23.参看图1,本实用新型一实施例提供的挤出成型设备900,用于对原材料熔融形成胶料,并对胶料进行挤出、压花和定型操作,形成压花目标成型体。挤出成型设备900包括挤出机100、挤出成型模具200、定型台300、牵引机400 及裁切机500。挤出机100、挤出成型模具200、定型台300、牵引机400及裁切机500由前向后依次设置。原材料由挤出机100加热熔融形成胶料,并由挤出机 100将胶料送入挤出成型模具200。挤出成型模具200对胶料进行挤出、压花和定型操作,形成压花目标成型体。挤出成型模具200部分设置在定型台300上以维持稳定的挤出、压花和定型操作过程。牵引机400为压花目标成型体由定型台 300进入裁切机500提供牵引动力。裁切机500对压花目标成型体进行剪裁,得到预设尺寸的压花目标
成型体。在本实施例中,胶料为熔融的pc材料(聚碳酸酯)。在其他实施例中,胶料也可以为熔融的亚克力等其他材料。
24.参看图2,本实用新型一实施例提供的挤出成型模具200,用于对胶料进行挤出、压花和定型操作,形成压花目标成型体。挤出成型模具200包括挤出模 210、定型模220及压花装置230。挤出模210与挤出机100连接。压花装置230 及定型模220设置于挤出模210的一侧,且固定在定型台300上。挤出模210 用于对胶料进行挤出操作,形成初始成型体。压花装置230与定型模220用于接收初始成型体,压花装置230由初始成型体的上方对初始成型体进行压花操作;定型模220由初始成型体的下方对初始成型体同步进行一次定型操作,以形成压花预成型体。定型模220进一步对压花预成型体进行二次定型操作,形成压花目标成型体。
25.参看图3,挤出模210包括进料端211、挤出端212及挤出口213。挤出模210的进料端211与挤出机100连接,挤出端212与压花装置220及定型模 230相对设置。挤出口213位于挤出端212上,胶料通过挤出口213挤出,形成初始成型体。初始成型体质地较软,具有可塑性。挤出口213的形状与压花目标成型体的截面形状一致。
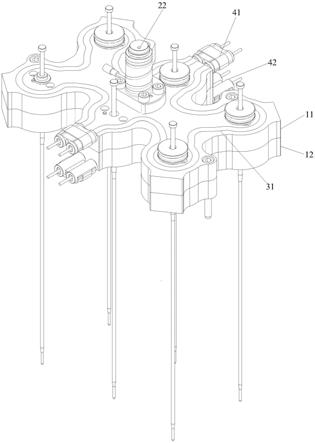
26.参看图2及图4,定型模220包括第一定型模221、第二定型模222。第一定型模221设置于第二定型模222的前侧。第一定型模221的外表面与初始成型体的内表面形状一致。压花装置230设置于第一定型模221的上方。第一定型模221与压花装置230相互配合以接收由挤出模210挤出形成的初始成型体,并由第一定型模221对初始成型体进行一次定型操作;由压花装置230同步对初始成型体进行压花操作,形成压花预成型体。第二定型模222对压花预成型体二次定型,形成压花目标成型体。具体地,初始成型体通过牵引机400提供的牵引力进入第一定型模221,第一定型模221的外表面2211贴合初始成型体的内表面,第一定型模221在初始成型体下方对初始成型体进行一次定型操作。压花装置 230在初始成型体上方同步对初始成型体的待压花面进行压花操作,形成压花预成型体。第二定型模222进一步对压花预成型体进行二次定型操作,形成压花目标成型体。
27.参看图4及图5,第二定型模222包括定型腔2221、定型腔入口2222、冷却槽2223及真空槽2224。压花预成型体通过定型腔入口2222进入定型腔 2221。定型腔2221与压花目标成型体的外部形状一致,进一步对来自第一定型模221的压花预成型体二次定型。定型腔入口2222的形状与压花目标成型体的截面形状一致。挤出口213略大于定型腔入口2222。具体地,挤出口213与定型腔入口2222之间的比例范围为1.1
‑
1.4:1。通过设定挤出口213与定型腔入口 2222的尺寸比例,以控制胶料在挤出过程中的流量,实现挤出过程的稳定性,同时使产品在定型后,尺寸精确。在本实施例中,冷却槽2223连接外部水流,通过水冷方式使产品快速冷却定型,真空槽2224连接抽真空装置,通过抽真空方式,使产品在二次定型过程中,产品外壁贴合定型腔2221,高效塑型。在其他实施例中,冷却方式也可以为风冷等方式。
28.参看图6,压花装置230包括二个主体支架231、传动件232、驱动件233 及压花件234。二个主体支架231分别相对架设并固定于定型台300的两侧。传动件232的两端分别可转动地设置于二个主体支架231上。驱动件233设置于传动件232的一侧,为传动件232提供旋转动力。在本实施例中,驱动件233设置于传动件232的左侧,在其他实施例中,驱动件233也可以设置于传动件232 的其他方位。压花件234套设并固定于传动件232上,且与传动件232同轴转动。压花件234的转动速度与挤出模210对胶料的挤出速度一致,从而使第一定型
模 221对初始成型体的一次定型与压花件234对初始成型体的压花操作同步进行,使形成的压花预成型体的压花面花纹均匀。在本实施例中,驱动件233为电机;压花件234的长度大于或等于第一定型模221的长度,以使初始成型体的待压花面均形成花纹。在其他实施例中,压花件234的长度可根据初始成型体的待压花面的实际压花需求进行相应增减。
29.压花件234包括压花面2341。压花面2341设置于压花件234的外表面。压花面2341上设有预设压花图形。预设压花图形排布于压花面的至少一部分。在本实施例中,预设压花图形均匀排布于压花面2341的整体。预设压花图形为根据压花目标成型体的需求相应设置的均匀的凸起花纹。压花件转动过程中,凸起花纹与初始成型体的待压花面接触,使初始成型体形成带有预设压花图形的压花预成型体。在其他实施例中,预设压花图形可根据实际产品需求排布于压花面 2341。
30.本实用新型提供的一种挤出成型模具及挤出成型设备,通过优化模具结构,分二次对产品定型,其中,一次定型与压花操作同步进行,并且使压花件的转动速度与挤出模对胶料的挤出速度一致,使产品表面压花均匀。此外,通过设置挤出口与定型腔入口的比例,保证产品尺寸精确。
31.尽管已经给出本实用新型相关实施例的描述和图示,但本领域技术人员应该理解,这些实施例的描述和图示并不构成对本实用新型范围的限制,在不超出本实用新型构思和范围的前提下,可以对本实用新型进行多种形式和细节上变换。因此,本实用新型公开的范围不限于上述实施例,而应该由权利要求以及权利要求的等同物来确定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。