1.本实用新型涉及五金件的技术领域,尤其涉及一种精密五金件冲压成型装置。
背景技术:
2.五金件,是指用金、银、铜、铁、锡等金属通过加工、铸造得到的产品等,五金件制造的过程中,一般都是采用冲压成型来制备。
3.冲压成型是指靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑形形变和分离,从而获得所需形状和尺寸的工件的加工成型方法。
4.现有的冲压成型装置流程大部分都是上料固定、冲压、脱模下料,每一个冲压成型装置有一个配套的冲压模具,如果需要更换其他模具,则需要另外设计,该更换的成本较高,除此之外,在正常冲压模切后,产品和废品通过是一起,需要人工进行分拣,从而使其分离的效率较低。
技术实现要素:
5.本实用新型提供了一种精密五金件冲压成型装置,用于便于更换冲压刀头,使其能够提高整体装置的适配性的技术效果。
6.为实现上述目的,本实用新型提供如下技术方案:包括工作台,所述工作台上设有冲压机构,所述冲压机构包括设于所述工作台上的支撑架,所述支撑架上设置有液压缸,所述液压缸的端部连接有冲压模座,所述冲压模座可拆卸连接有冲压刀座,所述冲压刀座下方连接有冲压刀头;
7.所述冲压刀座包括卡位部和设于所述卡位部上的传动杆,所述卡位部内设有传动齿圈,所述传动齿圈套设于所述传动杆上,所述传动齿圈外臂还啮合有限位杆,所述限位杆能够向所述卡位部外伸出或回缩至所述卡位部内;
8.所述冲压模座内设有卡位槽、传动槽和限位槽,所述卡位部能够容纳至所述卡位槽内,所述传动杆能够穿过所述传动槽,所述限位杆能够卡位至所述限位槽内。
9.进一步的,所述冲压刀座上的卡位部有两个,呈竖直排布,且一体成型,两个所述卡位部的横截面宽度不同;
10.所述冲压模座内的卡位槽和限位槽均为两组,分别适配两个所述卡位部。
11.又进一步的,所述冲压机构还包括传动电机,所述传动电机与所述传动杆传动连接。
12.再进一步的,所述支撑架上还设置有引导杆,所述冲压模座的两侧还设有套筒,所述套筒套设于所述引导杆上。
13.优选的,还包括顶升机构,所述顶升机构设于所述工作台的下方,所述顶升机构包括第一气缸,所述第一气缸的伸缩杆端部设有承接板,所述工作台上设有用于所述承接板穿出的穿孔,使其所述承接板的板面与所述工作台的台面齐平,所述承接板与冲压刀头对应。
14.优选的,所述顶升机构还包括壳体,所述第一气缸设于所述壳体内,所述壳体上设有通槽,所述承接板能够容置于所述通槽内,使其所述承接板的板面与壳体顶面齐平。
15.又进一步的,所述顶升机构还包括第二气缸,所述第二气缸设于所述壳体一端,所述第二气缸的伸缩杆端部连接有推板,所述推板置于所述壳体顶面。
16.再进一步的,所述壳体的另一端设有倾斜向下的斜坡面,所述斜坡面的自由端设有收集箱。
17.与现有技术相比,本实用新型的有益效果是:
18.本装置通过设置冲压模座与冲压刀座可拆卸连接,使其能够更换不同形状的冲压刀头,从而实现整个冲压成型装置的通用性,提高产品使用效率,节约生产成本。
19.具体在冲压刀座上设置传动杆,该传动杆上套设有传动齿圈,该传动齿圈设置于卡位部内,该传动齿圈外还啮合有限位杆,在转动传动杆的作用下,使其限位杆能够伸出或者回缩,该冲压模座上设置卡位槽,限位槽,其中卡位槽是用于容置卡位部,限位槽是用于容置限位杆,在需要更换时,转动传动杆使其限位杆回退至卡位部内,从而将整个冲压刀座从冲压模座上取出,将另外的冲压刀座安装上述方法安装至冲压模座,从而实现冲压刀头的切换,达到提高适用性强的目的。
附图说明
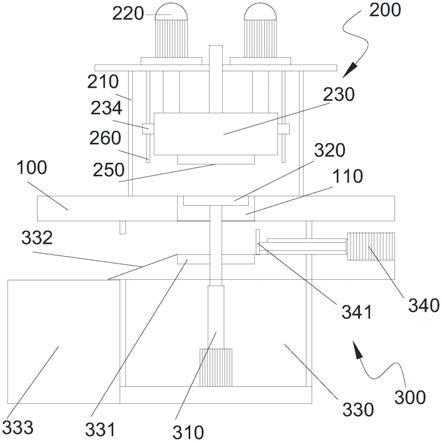
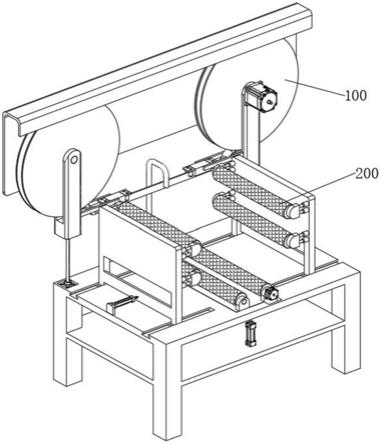
20.图1为本实用新型的精密五金件冲压成型装置的结构示意图;
21.图2为本实用新型的冲压模座的结构示意图;
22.图3为本实用新型的冲压刀座的结构示意图一;
23.图4为本实用新型的限位杆回缩在卡位部内的结构示意图;
24.图5为本实用新型的冲压刀座的结构示意图二;
25.图6为本实用新型的限位杆向卡位部外伸出的结构示意图;
26.附图标记说明:
27.100
‑
工作台,110
‑
穿孔,200
‑
冲压机构,210
‑
支撑架,220
‑
液压缸,230
‑
冲压模座,231
‑
卡位槽,232
‑
传动槽,233
‑
限位槽,234
‑
套筒,240
‑
冲压刀座,241
‑
卡位部,242
‑
传动杆,243
‑
传动齿圈,244
‑
限位杆,250
‑
冲压刀头,260
‑
引导杆,300
‑
顶升机构,310
‑
第一气缸,320
‑
承接板,330
‑
壳体,331
‑
通槽,332
‑
斜坡面,333
‑
收集箱,340
‑
第二气缸,341
‑
推板。
具体实施方式
28.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
29.参见附图1到6对本实用新型的最优实施例做详细的说明;
30.本实用新型提供一种精密五金件冲压成型装置,主要用于解决现有技术中冲压使用的刀头不能更换,或者更换麻烦的技术问题,使其冲压成型装置的适配度低,适用性不强等。
31.为了解决上述技术问题,因此对冲压成型装置进行改进,具体在工作台100上设置
冲压机构200,该冲压机构200包括支撑架210,该支撑架210上设置有液压缸220,该液压缸220的伸缩端连接有冲压模座230,该冲压模座230上可拆卸连接有冲压刀座240,该冲压刀座240连接有冲压刀头250,为了使其本装置的结构更加完善,安装更合理,因此将液压缸220设置2个,并且是位于冲压模座230的两端。
32.该冲压模座230与冲压刀座240之间可拆卸连接,具体是该冲压刀座240包括卡位部241和传动杆242,该卡位部241内设置传动齿圈243,该传动齿圈243是套设在传动杆242上,在对传动杆242施力的情况下可以使其传动齿圈243转动,该传动齿圈243外臂还啮合有限位杆244,在传动齿圈243转动的带动下,使其限位杆244能够伸出或者回缩。
33.该冲压模座230上设置有卡位槽231,用于容置卡位部241,还设置限位槽233用于容置限位杆244,还设置传动槽232,用来使传动杆242伸出。
34.当需要更换冲压刀座240时,驱动传动杆242,使其带动传动齿圈243转动,使其限位杆244回缩进卡位部241,并向下使其冲压刀座240脱离冲压模座230,当需要将冲压刀座240安装在冲压模座230时,先将传动杆242从传动槽232中伸出,使其卡位部241容置在卡位槽231内,在转动传动杆242,使其限位杆244能够伸出卡位部241,并限位在限位槽233内,从而使其冲压刀座240稳固安装在冲压模座230上。
35.传动杆242的转动可以是在传动杆242的顶部设置有转柄,通过人工手动转动使其转动,也可以通过设置传动电机,该传动电机与传动杆242传动连接,使其传动杆242连接,本实用新型优选为传动电机。
36.为了使本装置能更稳固安装冲压刀座240,因此优选卡位部241有两个如图中所示,呈上下堆叠,并且一体成型,该冲压模座230上通过设置有配套的两组卡位槽231和限位槽233,这样设置两组能够使其安装更加牢固,稳定性更强,且不占用太多的空间,合理利用资源、空间。
37.在冲压模座230做上下运动时,为了使其稳定性更好,因此还在支撑架210上设置了引导杆260,该冲压模座230的两侧上设置有套筒234,该套筒234套设在引导杆260上,使其增设稳定性。
38.本装置还解决了另一个技术问题,在现有技术中冲压成型后的成品和废品不易分离,分离往往是人工操作,使其分离的效果较差,为了解决这个技术问题,因此本装置还进一步设置了顶升机构300,该顶升机构300是设置在工作台100的下方,该顶升机构300包括壳体330,壳体330内设置第一气缸310,该第一气缸310的伸缩端端部连接承接板320,该承接板320是对应设置在冲压刀头250的下方,该壳体330上设置了用于容置承接板320的通槽331,容置后,承接板320的板面与壳体330顶面齐平,除此之外该工作台100上还设置穿孔110,承接板320伸出至工作台100使,使其承接板320的板面能够与工作台100台面齐平。
39.除此之外该壳体330上的一端还设置第二气缸340,该第二气缸340的伸缩端端面上设置有推板341,该壳体330的另一端还设置向下倾斜的斜坡面332,该斜坡面332自由端底部还设置收集箱333。
40.在正常使用过程中,具体分离过程是,在第一气缸310的作用下,使其承接板320向上至工作台100,使其承接板320板面与工作台100台面齐平,冲压刀头250在液压缸220的作用下向下运动,使其对工作台100上的产品进行冲切,完成后,在液压缸220的作用下,使其冲压刀头250向上运动,冲切后,产品即分为了成品和废品,其中成品留至在承接板320上,
废品则留在工作台100上,在第一气缸310的带动下,使其承接板320向下,并容易在通槽331内,驱动第二气缸340,使其推板341推动承接板320上的成品向斜坡面332上移动,通过斜坡面332转移至收集箱333内进行收集。
41.在正常冲压的过程中,承接板320的形状与冲压刀头250的形状相似,该通槽331和穿孔110的形状同样是与冲切刀头的形状相似,在冲切过程中,冲压刀头250是从上向下切断,具体是冲压刀头250插入承接板320与工作台100之间的间隙中,从而实现成品留在承接板320上的目的。
42.本装置通过设置冲压模座230与冲压刀座240可拆卸连接,使其能够更换不同形状的冲压刀头250,从而实现整个冲压成型装置的通用性,提高产品使用效率,节约生产成本。
43.具体在冲压刀座240上设置传动杆242,该传动杆242上套设有传动齿圈243,该传动齿圈243设置于卡位部241内,该传动齿圈243外还啮合有限位杆244,在转动传动杆242的作用下,使其限位杆244能够伸出或者回缩,该冲压模座230上设置卡位槽231,限位槽233,其中卡位槽231是用于容置卡位部241,限位槽233是用于容置限位杆244,在需要更换时,转动传动杆242使其限位杆244回退至卡位部241内,从而将整个冲压刀座240从冲压模座230上取出,将另外的冲压刀座240安装上述方法安装至冲压模座230,从而实现冲压刀头250的切换,达到提高适用性强的目的。
44.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。