1.本实用新型涉及线束护理装置领域,尤其涉及的是一种自动理线工装。
背景技术:
2.在汽车零部件的生产过程中,需要使用到大量的导电配线,导电配线在装配过程中,需要进行梳理并且送线到工作设备上记性安装。
3.梳理包括将导线弯折部位整直以及将导线平滑送料到工作设备上,现有技术公开的导线送料夹具中,采用单一形式的导线孔穿插送线,导致送料过程中,导线过于松动,送线过程中无法较为平直将导线传输,进而容易引发传输过程中,导线发生二次弯折,需要再次将弯折部位整直,极为繁琐。
技术实现要素:
4.本实用新型所要解决的技术问题在于提供了一种自动理线工装。
5.本实用新型是通过以下技术方案解决上述技术问题的:
6.一种自动理线工装,包括理线底座,所述理线底座的顶部前侧装配连接有若干个左右间隔设置的导线整直装置,通过所述导线整直装置将导线整直;
7.所述自动理线工装还包括与若干个导线整直装置配合的整理放线组件;
8.所述整理放线组件包括装配在理线底座顶部后侧的穿线杆,所述穿线杆上开设有穿线孔;
9.所述穿线杆上装配有气缸顶起部件,通过所述气缸顶起部件顶起穿线杆;
10.所述穿线杆的前侧壁装配连接有若干个与穿线孔对应的限位轮部件;
11.所述限位轮部件进步包括限位轮,所述限位轮上开设有环形按压线槽,所述限位轮转动连接有轮端杆,所述轮端杆垂直固定连接有调节柱,所述穿线杆上开设有装配槽,所述装配槽上垂直螺纹连接有调节螺杆,所述调节螺杆螺纹连接在调节柱上。
12.优选地,所述导线整直装置均包括装配连接在理线底座上的矩形整线架,所述矩形整线架的内顶部装配连接有放线部件,所述矩形整线架的内底部装配连接有收线组件;
13.所述矩形整线架内的中心部位装配连接有整线组件;
14.所述整线组件包括左右间隔设置的u形安装架,所述u形安装架的前后两端具有端平部,所述端平部之间转动连接有两个前后间隔设置的整线轮,所述整线轮上均开设有相互配合的环形整线槽;
15.所述整线轮上均固定连接有转轴,所述转轴的端部均装配连接有相互啮合的齿轮,所述转轴上装配连接有驱动手柄轮。
16.优选地,所述气缸顶起部件包括装配连接在理线底座底部左右两端的气缸,所述气缸的活塞杆朝上贯穿所述理线底座,气缸的活塞杆滑动连接所述理线底座,所述气缸的活塞杆固定连接在穿线杆上。
17.优选地,所述u形安装架的中心部位均固定连接有焊接杆,所述焊接杆焊接在矩形
整线架上。
18.优选地,所述转轴贯穿u形安装架的端平部;
19.所述转轴转动连接在端平部上,所述转轴的左端部装配连接齿轮。
20.优选地,位于后侧部位所述转轴的右端部固定连接有驱动手柄轮。
21.优选地,所述矩形整线架的左侧中心部位固定连接有轴承板,所述轴承板上装配连接有滚动轴承,所述转轴转动连接滚动轴承。
22.优选地,所述放线部件包括放线轮,所述放线轮转动连接有轮架,所述轮架固定连接在矩形整线架上;
23.收线组件包括收线轮,所述收线轮转动连接有轮架杆,所述轮架杆固定连接在矩形整线架上;
24.所述收线轮装配连接有驱动电机;
25.轮架杆的纵向截面形状为开口朝上的u形,所述轮架的纵向截面形状为开口朝下的u形。
26.优选地,所述矩形整线架底部的左右两端均固定连接有安装端板,所述安装端板的底部之间装配连接有底座;
27.所述底座装配连接在理线底座上。
28.本实用新型相比现有技术具有以下优点:
29.本实用新型公开一种自动理线工装,通过设计理线底座,所述理线底座的顶部前侧装配连接有若干个左右间隔设置的导线整直装置,通过所述导线整直装置将导线整直;自动理线工装还包括与若干个导线整直装置配合的整理放线组件;整理放线组件包括装配在理线底座顶部后侧的穿线杆,所述穿线杆上开设有穿线孔;穿线杆上装配有气缸顶起部件,通过所述气缸顶起部件顶起穿线杆;穿线杆的前侧壁装配连接有若干个与穿线孔对应的限位轮部件;限位轮部件进步包括限位轮,所述限位轮上开设有环形按压线槽,所述限位轮转动连接有轮端杆,所述轮端杆垂直固定连接有调节柱,所述穿线杆上开设有装配槽,所述装配槽上垂直螺纹连接有调节螺杆,所述调节螺杆螺纹连接在调节柱上,实现将导线梳理并放线加工。
30.采用上述装置部件设计不仅实现了快速将导线整理放线,且上述装置部件设计整理放线的水平度高,能够避免放线过程中导向二次弯折,且上述装置部件设计工作效率高,能够有效将导线整直。
附图说明
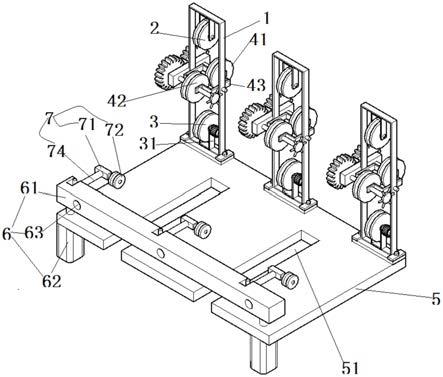
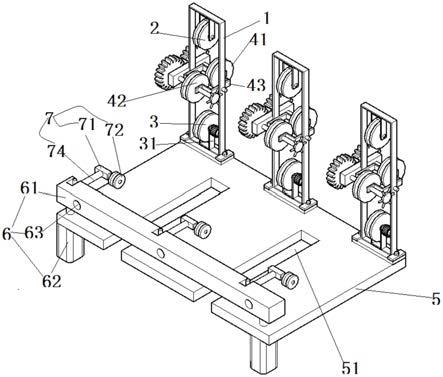
31.图1是本实用新型实施例的整体结构示意图;
32.图2是本实用新型实施例中整理放线组件的结构示意图;
33.图3是本实用新型实施例中整理放线组件的位置关系结构示意图;
34.图4是本实用新型实施例中导线整直装置的结构示意图;
35.图5是本实用新型实施例中整线组件;
36.图6是本实用新型实施例中收线组件的结构示意图;
37.图7是本实用新型实施例图1中的俯视图。
具体实施方式
38.下面对本实用新型的实施例作详细说明,本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
39.如图1
‑
7所示,一种自动理线工装,包括理线底座5,所述理线底座5的顶部前侧装配连接有若干个左右间隔设置的导线整直装置,通过所述导线整直装置将导线整直。
40.上述自动理线工装还包括与若干个导线整直装置配合的整理放线组件6,通过整理放线组件6实现将上述整直后的导向放线。
41.整理放线组件6的具体结构如下:
42.整理放线组件6包括装配在理线底座5顶部后侧的穿线杆61,所述穿线杆61上开设有穿线孔63(导线从穿线孔63穿插其自由端卷绕在工作设备上,工作设备将导线不断的牵引卷绕并进行加工);穿线杆61上装配有气缸顶起部件,通过所述气缸顶起部件顶起穿线杆61。
43.具体是,气缸顶起部件包括装配连接在理线底座5底部左右两端的气缸62,所述气缸62的活塞杆朝上贯穿所述理线底座5,气缸62的活塞杆滑动连接所述理线底座5,所述气缸62的活塞杆固定连接在穿线杆61上。
44.为了保持输送导线过程中,导线处于较为平直的状态输送,上述穿线杆61的前侧壁装配连接有若干个与穿线孔63对应的限位轮部件7。
45.限位轮部件7的具体结构如下:
46.限位轮部件7进步包括限位轮72,所述限位轮72上开设有环形按压线槽721,所述限位轮72转动连接有轮端杆71,所述轮端杆71垂直固定连接有调节柱74,所述穿线杆61上开设有装配槽,所述装配槽上垂直螺纹连接有调节螺杆73,所述调节螺杆73螺纹连接在调节柱74上。
47.导线在穿插进入到穿线孔63时,首先导线从限位轮72上环形按压线槽721的底部限位穿插,由于限位轮72转动连接有轮轴,轮轴固定连接在轮端杆71上,因此,限位轮72不断限位导线的同时,且避免与导线摩擦,保护导线。
48.实际过程中,为了提高限位轮72按压导线的压力,调节限位轮72的高度,具体是,将调节螺杆73与调节柱74以及装配槽拆卸后,将调节螺杆73先螺纹连接到调节柱74上,在将调节螺杆73螺纹连接到装配槽(装配槽的槽底具有适配的螺纹槽),通过该方式实现调节限位轮72高度。
49.上述结构设计,实现了快速将导线整理放线,且上述装置部件设计整理放线的水平度高,能够避免放线过程中导向二次弯折。
50.在放线加工中,为了将导线预先整直,上述导线整直装置均包括装配连接在理线底座5上的矩形整线架1。所述矩形整线架1的内顶部装配连接有放线部件,所述矩形整线架1的内底部装配连接有收线组件;
51.所述矩形整线架1内的中心部位装配连接有整线组件4。
52.将弯折的导线卷绕在放线部件上,通过整线组件4整直,再通过收线组件收卷。
53.具体而言,上述放线部件包括放线轮2,所述放线轮2转动连接有轮架21,所述轮架21固定连接在矩形整线架1上。
54.上述收线组件包括收线轮3,所述收线轮3转动连接有轮架杆31,所述轮架杆31固定连接在矩形整线架1上;收线轮3装配连接有驱动电机32。上述轮架杆31的纵向截面形状为开口朝上的u形,所述轮架的纵向截面形状为开口朝下的u形。
55.整线组件4的具体结构如下:
56.整线组件4包括左右间隔设置的u形安装架43,u形安装架43的前后两端具有端平部,所述端平部之间转动连接有两个前后间隔设置的整线轮(前侧为第一整线轮41,后侧为第二整线轮42),所述第一整线轮41、第二整线轮42上均开设有相互配合的环形整线槽a;第一整线轮41、第二整线轮42上均固定连接有转轴,所述转轴的端部均装配连接有相互啮合的齿轮44,所述转轴上装配连接有驱动手柄轮45(位于后侧部位所述转轴的右端部固定连接有驱动手柄轮45)。
57.具体而言,u形安装架43的中心部位均固定连接有焊接杆431,所述焊接杆431焊接在矩形整线架1上,通过该方式实现固定焊接u形安装架43。
58.同时,转轴贯穿u形安装架43的端平部;转轴转动连接在端平部上,所述转轴的左端部装配连接齿轮44。
59.实际工作过程中,矩形整线架1的左侧中心部位固定连接有轴承板,所述轴承板上装配连接有滚动轴承,所述转轴转动连接滚动轴承。
60.放线轮2将导线放出导线,此时,导线从两个整线轮之间穿过,具体是,从第一整线轮41、第二整线轮42上的环形整线槽a之间穿过,将导线牵拉一定长度后,此时,操作热源驱动驱动手柄轮45,进而整线轮转动,具体是,后侧部位的第一整线轮41顺时针转动,前侧部位的第一整线轮41逆时针转动,进而环形整线槽a给与导线朝下的摩擦动力,并在摩擦驱送过程中,将导线上不平的部位整直。
61.整直后,导线卷绕在收线轮3上,并不断收卷。
62.上述矩形整线架1底部的左右两端均固定连接有安装端板,所述安装端板的底部之间装配连接有底座。
63.底座安装在理线底座5上,上述收线轮3收卷整直后的导向,将导向自由端按照上述方式进行穿插放线到工作设备上。
64.采用上述装置部件设计不仅实现了快速将导线整理放线,且上述装置部件设计整理放线的水平度高,能够避免放线过程中导向二次弯折,且上述装置部件设计工作效率高,能够有效将导线整直。
65.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。