具有偏移开口的造纸带、使用具有偏移开口的带的造纸过程以及由其制成的纸制品
1.相关申请的交叉引用
2.本技术基于2020年9月2日提交的美国非临时专利申请号17/010,538,该专利申请基于2019年9月24日提交的美国临时专利申请号62/905,058。据此要求前述申请的优先权,并且将它们的公开内容全文以引用方式并入本文。
背景技术:
技术领域
3.本发明涉及可用于造纸过程的带。本发明也涉及包括此类带的使用的造纸过程。本发明还涉及具有优异特性的纸制品。
4.背景技术
5.带有时作为造纸过程的一部分用于造纸机中。带和由此类带制成的纸制品的示例在美国专利号9,863,095b2中进行描述,该专利通过引用以其整体并入本文。如该专利中讨论的,带在压区中的压力下进行的操作中用作起绉结构,其中纤维素纤维的初生幅材被迫进入带的顶表面中的开口中。在起绉操作之后,还可使用真空以进一步将幅材抽吸到起绉结构中的开口中。在成型操作完成并且幅材完全干燥之后,所得纸制品所具有的结构包括在带的开口中形成的中空圆顶以及圆顶之间的连接区域,其中连接区域已在带的顶表面上形成。因此,起绉带中的开口对由造纸过程所得的纸结构具有可证实的效果。
6.从前述美国专利号9,863,095 b2中公开的纸制品的图片中显而易见的是,用于制造产品的带中的开口在带的机器方向(md)和交叉机器方向(cd)中的至少一者上对准。本领域已知的具有对准开口的带的类似示例在美国专利号4,529,480中示出。该专利描述了可用于造纸机的以环状带形式的偏转构件。该专利指示环状带包括以六边形开口的形式的偏转导管,该专利断言这些偏转导管以双横向交错阵列布置。在该专利的图2所示的导管的阵列中,每个导管不与紧邻导管对准。但是,导管被布置成沿着带的md方向延伸的线条,并且导管也沿着在带的cd方向上延伸的线条布置。
7.造纸过程的更困难部分之一是将初生幅材转移到起绉压区中的起绉结构(例如,带)上。此时,在造纸过程中,幅材由于其高含水量而不稳定,并且因此难以将幅材以一致方式移动到起绉结构上。但是,为了生产高质量的产品,转移操作需要为一致的,使得在起绉压区中进行的幅材的成型有效地实现产品中的期望特性。因此,需要设计尽可能地有利于转移操作的起绉带。
技术实现要素:
8.根据一个方面,本发明涉及一种用于在造纸过程中使幅材起绉的带。所述带包括第一层,所述第一层由聚合物材料形成,所述第一层提供所述幅材沉积在其上的所述带的第一表面,并且所述第一层具有延伸穿过其中的多个开口。所述开口被布置成与所述带的
机器方向(md)和交叉机器方向(cd)两者上的线条偏移的线条,使得(i)对于沿所述md的每个线条,跨开口的所述线条的长度不同于跨所述开口的两侧上的相邻开口的所述线条的长度,并且(ii)对于沿所述cd的每个线条,跨开口的所述线条的长度不同于跨所述开口的两侧上的相邻开口的所述线条的长度。所述带还包括第二层,所述第二层附接到所述第一层,所述第二层提供所述带的第二表面。
9.根据另一个方面,本发明涉及一种用于在造纸过程中使幅材起绉的带。所述带包括第一层,所述第一层由聚合物材料形成,所述第一层提供所述幅材沉积在其上的所述带的第一表面,并且所述第一层具有延伸穿过其中的多个开口。所述开口被布置成(i)围绕一个中心开口布置的开口的重复图案,(ii)使得所述开口不关于在所述机器方向(md)上沿所述中心开口的直径延伸的线条呈镜像,并且(iii)使得所述开口不关于在所述交叉机器方向(cd)上沿所述中心开口的直径延伸的线条呈镜像。所述带还包括第二层,所述第二层附接到所述第一层,其中所述第二层提供所述带的第二表面。
10.根据又一个方面,本发明涉及一种用于在造纸过程中使幅材起绉的带。所述带包括第一层,所述第一层由聚合物材料形成,所述第一层提供所述幅材沉积在其上的所述带的第一表面,并且所述第一层具有延伸穿过其中的多个开口。所述开口被布置成具有六十度的旋转对称角度和为六的旋转对称级的图案。所述带还包括第二层,所述第二层附接到所述第一层,所述第二层提供所述带的第二表面。
11.根据另一个方面,本发明涉及一种用于在造纸过程中使幅材起绉的带。所述带包括第一层,所述第一层由聚合物材料形成,所述第一层提供所述幅材沉积在其上的所述带的第一表面,并且所述第一层具有延伸穿过其中的多个开口,其中所述开口被布置成图案,使得md线条接触轮廓总和的重复峰值沿所述cd在约0.55mm以下出现。所述带还包括第二层,所述第二层附接到所述第一层,所述第二层提供所述带的第二表面。
12.根据又一个方面,本发明涉及一种具有上侧和下侧的纤维素纤维的吸收片材。所述吸收片材包括多个中空圆顶形区域,所述多个中空圆顶形区域具有椭圆形形状并且从所述片材的所述上侧突出,所述多个圆顶被布置成相对于沿所述吸收片材的所述md的线条旋转约13度至约21度的线条,并且所述多个圆顶的长轴相对于沿所述吸收片材的所述cd的线条在顺时针方向上以约4度至约5度的中值平均角度形成。所述片材还包括连接区域,所述连接区域形成与所述片材的所述中空圆顶形区域互连的网络。
13.根据又另一个方面,本发明涉及一种制造带起皱的吸收纤维素片材的方法。所述方法包括:由造纸配料形成初生幅材,所述初生幅材具有造纸纤维的大体随机分布;将所述初生幅材转移到以转移速度移动的平移转移表面;使所述初生幅材干燥以形成具有约30%至约60%的稠度的幅材;以及使用设置有多个开口的起绉带来使来自所述转移表面的所述幅材起绉,所述多个开口被布置成在所述机器方向(md)上偏移的线条以及在所述交叉机器方向(cd)上偏移的线条,其中压区参数、速度δ和幅材稠度被构造成使得所述幅材首先接触所述起绉带的线条基本上在所述cd方向上跨所述md方向上偏移的所述开口的多个线条延伸,之后基本上在md方向上延伸。所述方法还包括使所述幅材干燥以形成所述带起绉的吸收纤维素片材的步骤。
附图说明
14.图1是可结合本发明使用的造纸机构型的示意图。
15.图2是示出图1所示的造纸机的湿压转移和带起绉区段的示意图。
16.图3是可结合本发明使用的另选造纸机构型的示意图。
17.图4a是根据本发明的实施方案的起绉带的一部分的剖视图。
18.图4b是图4a所示的部分的顶视图。
19.图5a是根据本发明的另一个实施方案的多层起绉带的一部分的剖视图。
20.图5b是图5a所示的部分的顶视图。
21.图6是示出根据本发明的实施方案的起绉带的偏移开口的图案的示意图。
22.图7是示出根据本发明的实施方案的起绉带的特性的表。
23.图8是示出根据本发明的实施方案的造纸幅材到起绉带的转移的模型。
24.图9是示出造纸幅材到比较起绉带的转移的模型。
25.图10是示出根据本发明的实施方案的起绉带中的开口的特性的示意图。
26.图11是根据本发明的实施方案的起绉带中的开口的模型表示。
27.图12示出了图11所示的带表示的md线条接触轮廓总和。
28.图13至图18是示出根据本发明的实施方案制造的基片和经转换产品的特性的表。
29.图19a和图19b是根据本发明的实施方案的基片的显微照片。
30.图20a是根据本发明的实施方案的纸制品的显微照片,并且图20b是从该显微照片转换的黑白图像。
31.图21a至图21d示出了根据本发明的实施方案的纸制品和通过结构化织物制成的比较纸制品的xr
‑
μct分析。
具体实施方式
32.在一个方面,本发明涉及用于造纸过程的起绉带。本发明还涉及使用起绉带的造纸过程。本发明还涉及具有优异特性的纸制品。在特定实施方案中,起绉带具有偏移开口,该偏移开口向造纸过程和纸制品提供令人惊讶的改善。
33.如本文所使用,术语“纸制品”涵盖掺入具有纤维素作为主要成分的造纸纤维的任何产品。这将包括例如作为手巾纸、卫生纸、面巾纸等销售的产品。造纸纤维包括原生纸浆或回收(二次)纤维素纤维或包含纤维素纤维的纤维混合物。木质纤维包括例如从落叶和针叶树获得的那些,包括软木纤维(诸如北方和南方软木牛皮纸纤维)和硬木纤维(诸如桉木、枫木、桦木、杨木等)。适用于制备我们的发明的幅材的纤维的示例包括:非木质纤维,诸如棉纤维或棉衍生物、马尼拉麻、洋麻、印度草、亚麻、茅草、稻草、黄麻、蔗渣、马利筋绒纤维和菠萝叶纤维。“配料”和类似术语是指用于制备纸制品的含水组合物,其包括造纸纤维以及任选的湿强树脂、溶胶剂等。
34.如本文所使用,在造纸过程中被烘燥为成品的初始纤维与液体混合物将被称为“幅材”和/或“初生幅材”。来自造纸过程的干燥单层产品将被称为“基片”。另外,造纸过程的产品可被称为“吸收片材”。就这一点而言,吸收片材可与单个基片相同。另选地,吸收片材可包括多个基片,如在多层结构中。另外,吸收片材可在初始基片形成过程中被干燥之后经历附加处理(例如,压花)。
35.当在本文描述本发明时,术语“机器方向”(md)和“交叉机器方向”(cd)将根据其在本领域中充分理解的含义来使用。也就是说,带或其他起绉结构的md是指该带或其他起绉结构在造纸过程中移动的方向,而cd是指与该带或其他起绉结构的md交叉的方向。类似地,当提及纸制品时,纸制品的md是指该产品在造纸过程中移动的该产品上的方向,并且cd是指与该产品的md交叉的纸制品上的方向。
36.造纸机
37.利用本发明的带并且制造本发明的产品的过程可包括将具有随机纤维分布的造纸配料紧凑脱水以便形成半固体幅材,以及然后对幅材进行带起绉以使纤维重新分布并使幅材成型以便实现具有期望特性的纸制品。造纸过程的这些步骤可在具有许多不同构型的造纸机上进行。现在将描述此类造纸机的两个示例。
38.图1示出了造纸机200的第一示例。造纸机200是三织物环路机,该三织物环路机包括其中进行起绉操作的压制区段100。压制区段100的上游是成形区段202,在造纸机200的情况下,该成形区段在本领域中被称为新月型成形器。成形区段202包括流浆箱204,该流浆箱将配料沉积在由辊208和210支撑的成形网206上,由此初始形成造纸幅材。成形区段202还包括支撑造纸毛毡102的成形辊212,使得幅材116也直接形成在造纸毛毡102上。毛毡行程214延伸到靴形压制区段216,其中湿幅材沉积在背衬辊108上,其中幅材116在转移到背衬辊108的同时被湿压。
39.造纸机200的构型的替代方案的示例包括双网成形区段,而不是新月形成形区段202。在此类构型中,在双网成形区段的下游,此类造纸机的其余部件可以与造纸机200类似的方式来构造和布置。具有双网成形区段的造纸机的示例可见于美国专利号8,293,072b2,该专利通过引用以其整体并入本文。可在造纸机中使用的替代成形区段的更进一步的示例包括c
‑
匝双网成形器、s
‑
匝双网成形器或抽吸胸辊成形器。本领域技术人员将认识到如何将这些或甚至更进一步的替代成形区段整合到造纸机中。
40.幅材116在带起绉压区120中被转移到起绉带112上,并且然后由真空箱114抽吸真空,如下文将更详细地描述。在该起绉操作之后,在另一个压制压区224中使用起绉粘合剂将幅材116沉积在杨克式烘缸218上。到杨克式烘缸218的转移可例如在约250磅/线性英寸(pli)至约350pli(约43.8kn/m至约61.3kn/m)的压力下进行,其中在幅材116和杨克式表面之间存在约4%至约40%的加压接触面积。压区224处的转移可在一定幅材稠度(例如,约25%至约70%)下进行。需注意,如本文所使用,“稠度”是指初生幅材的固体的百分比,例如,在极干燥基础上计算。在约25%至约70%的稠度下,有时难以将幅材116足够牢固地粘附到杨克式烘缸218的表面以便从起绉带112彻底移除幅材。为了增加幅材116和杨克式烘缸218的表面之间的粘附,可将粘合剂施加到杨克式烘缸218的表面。粘合剂可允许系统的高速操作和高喷射速度冲击空气干燥,并且还允许幅材116从杨克式烘缸218的后续剥离。此类粘合剂的示例为聚(乙烯醇)/聚酰胺粘合剂组合物,其中该粘合剂的示例性施加速率为小于约40mg/m2的片材的速率。然而,本领域的技术人员将认识到可用于有利于将幅材116转移到杨克式烘缸218的各种各样的替代粘合剂,并且还有粘合剂的各种量。
41.幅材116在杨克式烘缸218(其为加热筒)上并且通过杨克式罩中的围绕杨克式烘缸218的高喷射速度冲击空气进行干燥。当杨克式烘缸218旋转时,幅材116在位置220处从杨克式烘缸218剥离。随后可将幅材116卷绕在收取卷盘(未示出)上。在稳态下卷盘的操作
速度可快于杨克式烘缸218以便使幅材116进一步起绉。任选地,起绉刮刀刀片222可用于常规地使幅材116干起绉。在任何情况下,清洁刮刀可被安装以用于间歇接合并且用于控制积聚。
42.图2示出了其中发生起绉的压制区段100的细节。压制区段100包括造纸毛毡102、抽吸辊104、压制靴106和背衬辊108。背衬辊108可任选地例如通过蒸汽来加热。压制区段100还包括起绉辊110、起绉带112和真空箱114。起绉带112可被构造有偏移开口,如下文将详细描述的。
43.在起绉压区120中,幅材116被转移到起绉带112的顶侧上。在背衬辊108与起绉带112之间限定起绉压区120,其中起绉带112由起绉辊110的表面172压靠在背衬辊108上。在起绉压区120处的该转移中,幅材116的纤维素纤维被重新定位和取向,如以下将详细描述的。在幅材116被转移到起绉带112上后,可使用真空箱114来向幅材116施加抽吸以便至少部分地抽出微小皱褶。所施加的抽吸还可有助于将幅材116抽吸到起绉带112中的开口中,由此进一步使幅材116成型。下面将描述使幅材116成型的另外细节。
44.起绉压区120通常在带起绉压区上延伸从(例如)约1/8英寸至约2英寸(约3.18mm至约50.8mm)、更具体地讲约0.5英寸至约2英寸(约12.7mm至约50.8mm)的任何位置的距离或宽度。起绉压区120中的压区压力源自起绉辊110和背衬辊108之间的加载。起绉压力通常为约20pli至约100pli(约3.5kn/m至约17.5kn/m),更具体地讲,约40pli至约70pli(约7kn/m至约12.25kn/m)。虽然起绉压区120中通常需要10pli(1.75kn/m)或20pli(3.5kn/m)的最小压力,但本领域的技术人员将会理解,在商业机器中,最大压力可尽可能地高,仅受所采用的特定机器的限制。因此,如果可行,可使用超过100pli(17.5kn/m)、500pli(87.5kn/m)或1000pli(175kn/m)或更大的压力,并且前提条件是可保持速度δ。
45.在一些实施方案中,可能期望的是重建幅材116的纤维间特性,而在其他情况下,可能期望的是仅影响幅材116的平面中的特性。起绉压区参数可影响幅材116中的纤维在各种方向上的分布,包括引起z方向(即,幅材116的本体)上以及md和cd上的变化。在任何情况下,从起绉带112的转移处于高冲击,因为起绉带112的行进速度慢于幅材116行进离开背衬辊108的行进速度,并且发生显著的速度变化。就这一点而言,起绉的程度通常称为起绉比率,其中该比率被计算为:
46.起绉比率(%)=s1/s2–147.其中s1是背衬辊108的速度,并且s2是起绉带112的速度。通常,幅材116以约5%至约60%的比率起皱。事实上,可采用高起皱程度,其接近或甚至超过100%。
48.图3示出了可用作图2所描绘的造纸机的替代方案的造纸机300的示例。造纸机300被构造成用于穿透空气的干燥(tad),其中通过使高温空气移动穿过幅材而基本上从幅材移除水。如图3所示,最初通过流浆箱302在造纸机300中供应配料。当配料在成形辊308和胸辊310之间穿过时,配料在射流中被引导到成形织物304和转移织物306之间形成的压区中。成形织物304和转移织物306在连续环路中平移,该连续环路在成形辊308和胸辊310之间穿过之后发散。在与成形织物304分离之后,转移织物306穿过脱水区312,其中抽吸箱314从幅材和转移织物306移除水分,由此将幅材的稠度从约10%增加到约25%。幅材然后转移到穿透干燥表面316,该穿透干燥表面在本发明的实施方案中为起绉带。在一些实施方案中,施加真空以辅助将幅材转移到带316,如转移区320中的真空辅助箱318所指示的。
49.接下来,承载幅材的带316围绕穿透烘缸322和324经过,其中幅材的稠度由此从约60%增加到约90%。在穿过烘缸322和324之后,幅材或多或少被永久地赋予起绉结构。然后,幅材转移到杨克式圆筒326,而其特性没有显著的劣化,其中有时在即将与平移幅材接触之前将粘合剂喷涂到杨克式圆筒326上以有利于转移。在幅材达到约96%或更大的稠度之后,使用进一步起绉将幅材从杨克式圆筒326取出并通过卷盘328收取。可相对于杨克式圆筒326的速度控制卷盘速度以调整当幅材从杨克式圆筒326移除时施加到幅材的进一步起绉。
50.应当指出的是,图1至图3所描绘的造纸机仅为可与本文所述的发明一起使用的可能构型的示例。另外的示例包括在上述美国专利号8,293,072b2中描述的那些。
51.起绉带
52.本发明部分地涉及一种带,该带可用于造纸机中的诸如上述那些的起绉操作。根据本文中的公开内容将显而易见的是,带的结构提供了尤其适用于起绉操作的许多有利特性。然而,应当指出的是,由于带在结构上如本文所述,因此带结构可用于除起绉操作之外的应用,诸如严格地向造纸幅材提供形状的模制过程。
53.根据本发明的实施方案的起绉带可具有多层结构,如美国专利号9,863,095b2中所述,该专利通过引用以其整体并入本文。根据本发明的此类多层起绉带包括至少两个层。如本文所使用,“层”为带结构的连续不同部分,其与带结构中的另一个连续不同层物理分离。如以下将讨论的,根据本发明的多层带中的两个层的示例为通过粘合剂粘结到织物层的聚合物层。
54.在本文中,多层起绉带的“顶部”或“片材”或“杨克式”侧面是指其上沉积有幅材以用于起绉操作的带的侧面。因此,“顶层”是形成纤维素幅材在起绉操作中成型到其上的表面的多层带的部分。如本文所使用,起绉带的“底部”或“空气”(“机器”)侧面是指带的相对侧面,即面向并接触处理设备(诸如起绉辊和真空箱)的侧面。并且因此,“底层”提供底部(空气)侧表面。
55.应当指出的是,虽然本文详细描述了两层带,但根据本发明的实施方案的起绉带可另选地使用单层带来制成。实际上,本领域的技术人员将认识到,例如,用于构造其中形成本文所述的开口图案的单层带的不同材料。
56.多层起绉带的顶层
57.根据本发明的多层带的顶层的功能之一是提供可在其中形成开口的结构,其中开口从层的一侧穿过层到达另一侧,并且其中开口在造纸过程中向幅材赋予圆顶形状。顶层本身不需要向带结构赋予任何强度和耐久性,因为这些特性将主要由底层提供,如下所述。另外,顶层中的开口无需被构造成防止纤维在造纸过程中被拉过顶层,因为这也将由底层来实现,如也将在下文所述。如以下将描述的,在本发明的实施方案中,多层起绉带的顶层中的开口被布置成其中开口在带的md和cd上偏移的图案。
58.在本发明的一些实施方案中,本发明的多层带的顶层由挤出柔性热塑性材料制造。就这一点而言,对可用于形成顶层的热塑性材料的类型没有具体限制,只要该材料通常赋予本文所述的顶层的特性诸如摩擦(例如,在纸成形幅材和带之间)、可压缩性和拉伸强度即可。并且,根据本文的公开内容,对于本领域的技术人员将显而易见的是,存在可使用的许多可能的柔性热塑性材料,其将提供与本文具体讨论的热塑性塑料基本上类似的特
性。还应当指出的是,如本文所使用,术语“热塑性材料”旨在包括热塑性弹性体(例如,橡胶材料)。还应当指出的是,热塑性材料可包括呈纤维形式的热塑性材料(例如,短切聚酯纤维)或非塑性添加剂,诸如复合材料中存在的那些。
59.热塑性顶层可通过任何合适的技术(例如,模制、挤出、热成形等)制成。值得注意的是,热塑性顶层可由例如以螺旋方式从一侧到另一侧接合在一起的多个区段制成,如在美国专利号8,394,239b2中所述,该专利的公开内容全文以引用方式并入。此外,热塑性顶层可被制成任何特定的所需长度,并且可被定制为任何特定造纸机构型所需的路径长度。
60.在具体实施方案中,用于形成多层带的顶层的材料为聚氨酯。作为聚氨酯的替代方案,在本发明的其他实施方案中可用于形成顶层的特定热塑性塑料的示例由特拉华州威尔明顿的杜邦公司(e.i.du pont de nemours and company of wilmington,delaware)以名称出售。为聚酯热塑性弹性体,其具有有利于形成本文所述的多层起绉带的顶层的摩擦、可压缩性和拉伸特性。
61.当考虑到在热塑性塑料中形成不同尺寸和构型的开口的能力时,热塑性塑料诸如上述聚氨酯是用于形成本发明的多层带的顶层的有利材料。用于形成顶层的热塑性塑料中的开口可使用多种技术来容易地形成。此类技术的示例包括激光雕刻、钻孔、切割或机械冲压。如本领域的技术人员将理解的,此类技术可用于形成较大且尺寸一致的开口。事实上,可使用此类技术在热塑性顶层中形成大多数任何构型(尺寸、形状、侧壁角度等)的开口。
62.当考虑可在顶层中形成的开口的不同构型时,重要的是需注意,开口的形状不需要为相同的。也就是说,形成在顶层中的一些开口可具有与形成在顶层中的其他开口不同的构型。事实上,可在顶层中提供不同开口以便在造纸过程中提供不同功能。例如,顶层中的一些开口的尺寸和形状可被设定成提供在起绉操作期间在造纸幅材中形成圆顶结构(下文详细描述)。同时,顶层中的其他开口可具有大得多的尺寸和变化的形状,以便在造纸幅材中提供与通过压花操作所获得的图案等同的图案。然而,实现图案而没有不期望的压花效果(诸如片材本体和其他期望特性的损失)。
63.当考虑用于形成本发明的多层带的顶层的材料时,聚氨酯是非常适合的材料,如上所讨论。聚氨酯是用于起绉带的相对柔软的材料,尤其是当与可用于形成单片起绉带的材料相比较时。同时,聚氨酯可提供相对高摩擦的表面。已知聚氨酯具有在约0.5至约2的范围内的摩擦系数,这取决于其配方。在本发明的实施方案中,多层带的聚氨酯顶表面具有约0.6的摩擦系数。值得注意的是,热塑性塑料(上文也被讨论作为用于形成顶层的非常合适的材料)具有约0.5的摩擦系数。因此,本发明的多层带可提供柔软且高摩擦的顶表面,从而实现“软”片材起绉操作。
64.顶层的顶表面的摩擦以及顶表面的其他表面现象可通过在顶表面上施加涂层来改变。就这一点而言,可将涂层添加到顶表面以增加或减少顶表面的摩擦。除此之外或另选地,可将涂层添加到顶表面以改变顶表面的剥离特性。此类涂层的示例包括疏水性组合物和亲水性组合物两者,这取决于其中要使用多层起绉带的具体造纸过程。这些涂层可在造纸过程期间喷涂到带上,或者涂层可被形成为附接到多层带的顶表面的永久性涂层。
65.底层
66.多层起绉带的底层用于向带提供强度、md拉伸和蠕变阻力、cd稳定性和耐久性。如上所讨论,柔性聚合物材料诸如聚氨酯为带的顶层提供有吸引力的选项。然而,聚氨酯是本
身将不会向带提供期望特性的相对较弱材料。同质单片聚氨酯带将不能够耐受在造纸过程期间向带赋予的应力和应变。然而,通过将聚氨酯顶层与第二层接合,第二层可向带提供所需的强度、抗拉伸性等。实质上,与顶层分开的不同底层的使用扩展了可用于顶层的材料的潜在范围。
67.与顶层一样,底层还包括通过该层的厚度的多个开口。底层中的每个开口与顶层中的至少一个开口对准,并且因此,开口被设置成通过多层带的厚度,即通过顶层和底层。然而,底层中的开口小于顶层中的开口。也就是说,底层中的开口所具有的与顶层和底层之间的界面相邻的横截面积小于顶层的多个开口的与顶层和底层之间的界面相邻的横截面积。因此,底层中的开口可防止纤维素纤维被完全拉过多层带结构,例如,当带和造纸幅材暴露于真空时。如上文整体讨论,被拉过带的纤维不利于造纸过程,因为纤维随时间推移积聚在造纸机中,例如累积在真空箱的外边缘上。纤维的积聚需要机器停机时间以便清除纤维积聚。因此,底层中的开口可被构造成基本上防止纤维被拉过带。然而,因为底层不提供起绉表面,并且因此在起绉操作期间不用于使幅材成型,所以将底层中的开口构造成防止纤维拉过基本上不影响带的起绉操作。
68.在本发明的一些实施方案中,织造织物被设置为多层起绉带的底层。如上所讨论,织造结构化织物具有用于承受起绉操作的力的强度和耐久性。并且因此,织造结构化织物本身已被用作造纸过程中的起绉结构。因此,织造结构化织物可为根据本发明的多层起绉带提供必要的强度、耐久性和其他特性。
69.在多层起绉带的具体实施方案中,被提供用于底层的织造织物具有与自身用作起绉结构的织造结构化织物类似的特性。此类织物具有织造结构,该织造结构实际上具有在构成织物结构的纱线之间形成的多个“开口”。就这一点而言,织物中的开口的结果可被量化为允许气流通过织物的空气渗透性。根据我们的发明,织物的渗透性结合顶层中的开口允许通过带抽吸空气。此类气流可在造纸机中的真空箱处被抽吸通过带,如上所述。织造织物层的另一个方面是防止纤维在真空箱处被完全拉过多层带的能力。一般来讲,优选的是在造纸过程期间少于1%的纤维应完全穿过起绉带或织物。
70.作为织造织物的替代方案,在本发明的其他实施方案中,多层起绉带的底层可由挤出热塑性材料形成。然而,与以上讨论的用于形成顶层的柔性热塑性材料不同,提供用于形成底层的热塑性材料以便向多层起绉带赋予强度、抗拉伸性、耐久性等。可用于形成底层的热塑性材料的示例包括聚酯、共聚酯、聚酰胺和共聚酰胺。可用于形成底层的聚酯、共聚酯、聚酰胺和共聚酰胺的具体示例可见于前述美国专利号8,394,239b2中。
71.在本发明的具体实施方案中,pet可用于形成多层带的挤出底层。pet是熟知的耐用且柔性的聚酯。在其他实施方案中,(其在上文中讨论)可用于形成多层带的挤出底层。本领域的技术人员将认识到可用于形成底层的类似替代材料。
72.在将挤出聚合物材料用于底层时,可以与在顶层中设置开口的方式相同的方式(例如,通过激光钻孔、切割或机械穿孔)设置通过聚合物材料的开口。底层中的开口中的至少一些开口与顶层中的开口对准,由此以与织造织物底层允许空气流通过多层带结构的方式相同的方式允许空气流通过多层带结构。然而,底层中的开口的尺寸不需要与顶层中的开口的尺寸相同。事实上,为了以类似于织物底层的方式减小纤维拉过,挤出聚合物底层中的开口可基本上小于顶层中的开口。一般来讲,可调整底层中的开口的尺寸以允许特定量
的空气流通过带。此外,底层中的多个开口可与顶层中的开口对准。如果在底层中设置多个开口以便相对于顶层中的开口面积在底层中提供更大的总开口面积,则可在真空箱处将更大的空气流抽吸通过带。同时,相对于底层中的单个较大开口,使用具有较小横截面积的多个开口减小了纤维拉过量。在本发明的具体实施方案中,第二层中的开口邻近与第一层的界面具有350平方微米的最大横截面积。
73.在上述织造织物和挤出聚合物层的替代方案中存在可用于形成底层的其他材料。例如,在本发明的实施方案中,底层可由金属材料形成,并且具体地讲,由金属筛网状结构形成。金属筛网以与上述织造织物和挤出聚合物层相同的方式向多层带提供强度和柔性特性。此外,金属筛网用于以与上述织造织物和挤出聚合物材料相同的方式防止纤维素纤维被拉过带结构。可用于形成底层的又一种另选材料为超强纤维材料,诸如由对位芳族聚酰胺合成纤维形成的材料。超强纤维与上述织物的不同之处可在于不被织造在一起,但仍然能够形成强韧且柔性的底层。本领域的技术人员将认识到能够提供本文所述的多层带的底层的特性的又一些另选材料。
74.多层结构
75.根据本发明的多层带通过连接上述顶层和底层来形成。如从本文的公开内容将会理解,层之间的连接可使用各种不同技术来实现,下文将更全面地描述这些技术中的一些技术。
76.图4a是根据本发明的实施方案的多层起绉带400的一部分的剖视图。带400包括聚合物顶层402和织物底层404。聚合物顶层402提供带400的顶表面408,在造纸过程的起绉操作期间,幅材在该顶表面上起绉。开口406形成在聚合物顶层402中,如上所述。需注意,开口406从顶表面408延伸穿过聚合物顶层402的厚度到达面向织物底层404的表面。由于织造织物底层404具有特定渗透性,因此可将真空施加到带400的织造织物底层404侧,并且因此通过开口406和织造织物底层404抽吸气流。在使用带400的起绉操作期间,来自幅材的纤维素纤维被抽吸到聚合物顶层402中的开口406中,这将导致在幅材中形成圆顶结构(如将在下文更充分所述)。可另外使用真空来将幅材抽吸到开口406中。
77.图4b是向下观察具有图4a所示的开口406的部分的带400的顶视图。如从图4a和图4b显而易见,虽然织造织物底层404允许通过带400抽吸真空,但织造织物底层404还有效地封闭顶层中的开口406。也就是说,织造织物底层404实际上提供多个开口,该多个开口具有与挤出聚合物顶层402和织造织物底层404之间的界面相邻的较小横截面积。因此,织造织物底层404可基本上防止纤维素纤维穿过带400。如上所述,织造织物底层404还向带400赋予强度、耐久性和稳定性。
78.图5a是根据本发明的实施方案的多层起绉带500的一部分的剖视图,该多层起绉带包括挤出聚合物顶层502和挤出聚合物底层504。聚合物顶层502提供在其上使造纸幅材起绉的顶表面508。在该实施方案中,顶层502中的开口506与底层中的三个开口510对准。从图5b所示的带部分500的顶视图(参考图5a)显而易见的是,聚合物底层504中的开口510所具有的横截面基本上小于聚合物顶层502中的开口506的横截面。也就是说,聚合物底层504包括多个开口510,该多个开口具有与聚合物顶层502和聚合物底层504之间的界面相邻的较小横截面积。这允许挤出聚合物底层504用于以与上述织造织物底层相同的方式基本上防止纤维被拉过带结构。应当指出的是,如上所指示,在另选的实施方案中,挤出聚合物底
层504中的单个开口可与挤出聚合物顶层502中的开口506对准。事实上,对于聚合物顶层502中的每个开口,可在聚合物底层504中形成任何数量的开口。
79.带400和500中的挤出聚合物层中的开口406、506和510使得开口406、506和510的壁正交于带400和500的表面延伸。然而,在其他实施方案中,开口406、506和510的壁可相对于带的表面以不同角度设置。当通过诸如激光钻孔、切割或机械穿孔的技术形成开口时,可选择和产生开口406、506和510的角度。
80.根据本发明的多层带的层可以在层之间提供足够耐用的连接以允许多层起绉带在造纸过程中使用的任何方式接合在一起。在一些实施方案中,这些层通过化学方式接合在一起,诸如使用粘合剂。可用于接合层的粘合结构的具体示例为双面涂布胶带。在其他实施方案中,这些层可通过机械方式接合在一起,诸如使用钩环紧固件。在又一些其他实施方案中,多层带的层可通过诸如热焊接和激光熔合的技术来接合。本领域的技术人员将理解,许多层合技术可用于接合本文所述的层以形成多层带。
81.虽然图4a、图4b、图5a和图5b中所描绘的多层带实施方案包括两个不同的层,但在其他实施方案中,可在附图中所示的顶层和底层之间提供附加层。例如,附加层可定位在上述顶层和底层之间以便提供另一阻隔件,该阻隔件虽然允许空气穿过带,但防止纤维被拉过带结构。在其他实施方案中,用于将顶层和底层连接在一起的装置可被构造为另一层。例如,粘合剂层可以是设置在顶层和底层之间的第三层。
82.起绉带中的开口
83.我们已发现,形成在起绉带的顶表面/顶层中的开口的特定对准产生了具有突出特性的纸制品,并同时在造纸过程中提供幅材到起绉带上的更好转移。具体地,我们已发现,沿从md方向和cd方向偏移的线条布置的开口线条提供了优异的纸制品和片材转移两者。将在下文中讨论纸制品和用于制造纸制品的过程的具体示例。
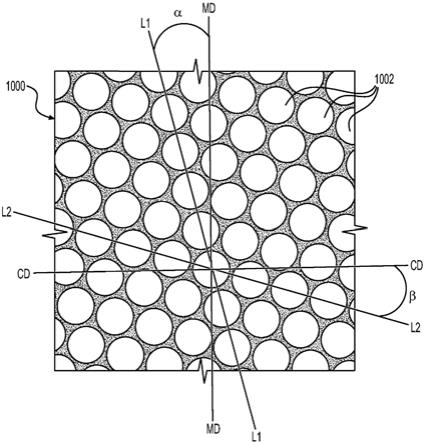
84.在图6中示出了在其顶表面中具有开口1002的偏移线条的起绉带1000的示例(在图中具体地用参考线仅表示开口1002中的一些)。在带1000中,开口1002沿着与沿md方向的线条偏移角度α的线条布置。开口1002的一个此类线条在图6中表示为l1。开口1002还沿着与沿cd方向的线条偏移角度β的线条布置,其中一个此类线条在图6中表示为l2。
85.在本发明的具体实施方案中,开口线条被设定成相对于沿md方向的线成约12度至约21度的角度。就这一点而言,应当指出的是,偏移开口的线条可相对于md线条沿逆时针方向旋转,如在图6所示的带的情况下,或者偏移开口的线条可沿顺时针方向旋转,如在图7所示的带中(其将在下文更全面地讨论)。
86.开口可具有不同的横截面形状,包括非圆形形状。但是,当开口确实在带的顶表面上具有圆形横截面时,在本发明的实施方案中,开口可具有约0.5mm至约5.0mm的直径,并且因此,开口可具有约0.785mm2至约7.85mm2的横截面积。在更具体的实施方案中,开口可具有约0.75mm至约2.5mm的直径,并且因此开口可具有约1.75mm2至约2.0mm2的横截面积。结合开口的尺寸,由开口产生的顶表面上的开放区域的百分比可在约10%至约90%的范围内。换句话讲,形成接触区域(即,除开口之外的区域)的带的顶表面的百分比在约10%至约90%的范围内。在图7中示出了具有圆形开口的偏移线条的带的实施方案的具体参数。图7所示的所有带均具有如上所述的多层结构,其中开口形成在带的顶层中。
87.不受理论的束缚,我们相信由于带在造纸机的起绉压区中提供的接触区域的构
型,可使用具有开口的偏移线条的起绉带来制造优异的纸制品。如上所讨论,在起绉压区中,造纸幅材转移到带的顶部上。一般来讲,幅材到起绉带的转移是困难的操作,因为幅材由于其高含水量而在造纸过程中的该点处不稳定。我们相信,利用开口的偏移线条,起绉带与具有其他开口布置的带相比提供更有利于幅材转移的接触区域。具体地讲,开口的偏移线条提供具有类md部件和类cd部件的平衡的接触区域。也就是说,与具有沿md上的线条延伸的开口线条的对准相比,开口线条的偏移在起绉压区中提供了更类cd的接触区域。起绉带的接触区域的这种类cd性质使得带能够更好地保持在md上移动穿过起绉压区的幅材。同时,带的接触区域仍为充分类md的,以避免可由过多的类cd接触区域而产生的不期望效果,诸如纸制品中的减小的柔软性。更进一步,由于与开口的偏移线条的对准而产生的接触区域也可提供幅材的纤维素纤维的有益重新取向,如将在下文所讨论的试验中制造的纸制品所证实的那样。
88.为了看到根据本发明的实施方案的起绉带中的开口的偏移对准的效果,使用由法国韦利济
‑
维拉库布莱(v
é
lizy
‑
villacoublay,france)的dassaultmes se制造的abacus软件来创建幅材到起绉带上的转移的有限元分析(fea)模型。如本领域的技术人员将会理解的,这种fea模型通过以下来使用动态系统的部件:将限定每个部件的几何形状与适当材料模型相关联,以及指定部件交互。软件自动选择适当的负载增量和会聚公差,并且在分析期间连续地调整它们以确保获得准确的解决方案。在这种情况下,考虑起绉带几何形状、起绉压区参数和幅材稠度以创建幅材转移的模型。
89.图8和图9示出了针对幅材到两个不同带上的转移的这种模型的输出。图8示出了如本文所述的具有开口的偏移线条的起绉带的情况。为了比较,图9示出了具有沿着沿md和cd延伸的线条布置的开口的带的情况。在这些图中,md在竖直方向上并且cd在水平方向上。因此,幅材被建模为在附图中向下移动,其中附图的上部分表示在转移到起绉带上之前的幅材,附图的下部分表示在转移到起绉带上之后的幅材,并且附图的中间部分为其中幅材首先接触带的区域。在附图中,着色表示幅材在每点处的速度,其中较浅的颜色(例如,橙色)表示较高的速度,并且较深的颜色(绿色和蓝色)表示较低的速度。参考线条tl已被添加到附图以表示速度的急剧变化,从而指示幅材首先开始接触带。
90.从图8和图9所示的模型显而易见的是,到具有开口的偏移线条的带上的片材转移与到具有在md和cd上对准的开口的带上的片材转移相比,其间在显著差异。在带具有开口的偏移线条(图8)的情况下,幅材首先接触起绉带的线条tl基本上沿cd方向跨md上的多个开口延伸,之后基本上沿md延伸。另一方面,幅材首先接触具有md和cd对准的开口的起绉带的线条tl(图9)以正弦方式跨开口延伸。在图8和图9所示的带的模型中可见的另一个差异是幅材如何在开口内减速。幅材在进入图8所示的具有偏移开口的带中的开口时非常不均匀地减速,因为移动到开口中的幅材在幅材首次接触带之后不久在该区域中显著减慢。相比之下,在图9所示的具有对准开口的带的对准开口中,幅材在进入开口时的减速为非常均匀的。我们相信由模型关于具有开口的偏移线条的带示出的扫描状转移线条为更好的。并且,更好的转移导致造纸过程的许多方面的改善,包括过程中产生的产品的稠度。
91.图6、图7和图10所示的示例性带中的开口以重复图案布置,该重复图案具有围绕一个开口定位的六个开口。例如,在图10中,一个六边形图案的中心开口被表示为x,其中六个开口a
‑
f围绕中心开口x。本领域的技术人员将认识到,可以具有与所描绘的六边形图案
不同,但仍然导致开口沿着与md和cd方向上的线条偏移的线条布置的其他开口图案。此外,此类其他图案将具有本文所述的带和所得纸特性的相同方面中的至少一些。因此,本发明不应理解为限于本文所述的开口的图案。
92.根据本发明的实施方案的源于开口的偏移线条的起绉带的一个方面可见于图10中。对于沿md的每个线条,跨开口的线条的长度不同于跨开口两侧上的相邻开口的线条的长度。例如,线条md跨图10中的开口1的直径延伸。跨该直径的线条md的长度不同于跨与开口1相邻的开口2和3的线条md的长度。cd上的偏移构型还提供相邻开口之间的类似关系。例如,线条cd在cd上跨开口1的直径延伸,并且沿该直径的线条cd的长度不同于跨相邻开口4和5的线条cd的长度。
93.根据本发明的实施方案的起绉带中的偏移开口的另一个方面涉及开口图案的旋转对称性。如本领域的技术人员将理解的,旋转对称性是指对象可旋转并且然后看起来相同的度数。如图10所示,即使开口中存在偏移,开口的每个六边形图案具有60
°
的旋转对称性。例如,如果具有标记为x的中心开口的六边形图案旋转60
°
以使得开口a移动到附图中的开口b的位置,则图案将看起来与旋转之前相同。还需注意,六边形图案所具有的对称级为六,因为存在图案可移动到并且所得图案将看起来相同的六个旋转位置。
94.根据本发明的实施方案的起绉带中的偏移开口的又一方面涉及缺乏关于图案的镜像。例如,当考虑在图案中心具有开口1的图10中的六边形图案时,可看出图案不是关于md线条或cd线条呈镜像的。这也适用于附图所示的所有其他图案,并且是开口在md和cd方向上的偏移的结果。还应当指出的是,偏移开口提供了特性的组合,例如,在开口图案中可存在旋转对称性,但在开口图案中不存在关于md线条和cd线条的镜像。
95.如上所讨论,幅材在转移操作期间首先接触的带的顶表面的区域在该操作中可为重要的。与该接触区域相关的本发明的一个方面可通过评估接触区域量如何沿带中的md线条改变来看到。md线条接触轮廓总和为沿带中的md线条截取的总接触面积的总和。通过确定md线条接触轮廓总和(通过不同带中的开口的不同布置),md线条接触轮廓总和可用于量化源于开口布置的带差异。
96.md线条接触轮廓总和可通过使用带开口的模型表示来确定。图11示出了起绉带中的开口布置的这种模型表示的示例。在图11中,沿标记为cps的线条计算接触轮廓总和。如本领域的技术人员将认识到的,图11所示的模型表示可通过指定开口的尺寸和开口相对于彼此的关系(例如,开口中心之间的距离和开口中心之间形成的角度)而利用图形程序来创建。此类图形程序的示例是由加利福尼亚州圣荷西(san jose,california)的adobe systems制造的adobe illustrator。利用如图11所示的模型表示,可容易地计算md线条接触轮廓总和,例如,通过使图形程序基于模型中沿着跨模型的cd方向移动的线条cps的白色像素来计算沿md线条的接触面积。
97.图12示出了图11所示的带表示的md线条接触轮廓总和。在图12中,x轴为md线条沿cd方向的位置,并且y轴的“强度”为md线条的接触面积(白色像素)的总和。因此,强度的峰值表示具有最大总接触面积的md线条,而谷值表示具有最低总接触面积的md线条。
98.值得注意的是,在图11所示的起绉带的开口图案的情况下,md线条接触轮廓总和在沿带的cd的基本上重复的距离处具有峰值,如图12所示。最显著的重复峰值在图12中标记为1
‑
5。我们已经注意到,如本文所述,md线条接触轮廓总和的此类规则重复的峰值通常
存在于具有偏移开口的带中。然而,最显著峰值重复的沿cd的距离随着与md线条偏移的角度而明显变化。就这一点而言,下表1针对具有如图11所示的构型但相对于沿md方向的线条具有不同偏移角度的带示出了md线条接触轮廓总和的最显著峰值重复的cd方向上的距离。
99.表1
[0100][0101][0102]
值得注意的是,当偏移角度较小时,表1所示的带的显著重复峰值之间的cd方向上的距离相对较大地开始,例如,对于具有0
‑
9度的偏移角度的带,距离为约1.4mm。然而,在13度的偏移角度处,最显著的重复峰值之间的距离急剧下降至约0.4mm,并且对于具有13
‑
21度的偏移的所有带保持相对较低(低于约0.55mm)。然后,从24度的偏移角度开始,显著重复峰值之间的距离再次变大。我们相信,针对具有在13
‑
21度范围内的偏移角度的带,md接触轮廓总和的最显著的重复峰值之间的短距离指示带的有利于将幅材转移到带上的特性,如上所述。
[0103]
过程
[0104]
本发明的另一个方面涉及用于制造纸制品的过程,其中此类过程使用如本文所述的带以进行起绉操作。在此类过程中,可使用上述一般类型的任何造纸机。当然,本领域的技术人员将认识到可用于执行本文所述的本发明过程的造纸机的各种变型和替代构型。此外,本领域的技术人员将会认识到,作为任何造纸过程的一部分的熟知变量和参数可容易地确定并与本发明的过程结合使用,例如,可基于产品的期望特性来选择用于在造纸过程中形成幅材的配料的具体类型。
[0105]
在根据本发明的实施方案的一些tad过程中,当幅材转移到起绉带上时,幅材的稠度(即,固体含量)介于约15%至约25%之间。在根据本发明的实施方案的其他非tad过程中,带起绉在起绉压区中在压力下发生,同时幅材的稠度介于约30%至约60%之间。在此类过程中,造纸机可具有例如图1所示和上文所述的构型。此类过程的细节可见于前述美国专利号8,394,239 b2中。在该过程中,幅材稠度、在带起绉压区处发生的速度δ、起绉压区处采用的压力,以及带和压区几何形状用于重新布置纤维,同时幅材仍然足够柔韧以经历结构变化。不受理论的束缚,据信起绉带的较慢表面速度致使幅材被基本上模制到起绉带中的开口中,其中纤维与起绉比率成比例地重新对准。一些光纤移动至cd取向,而其他光纤折叠为md带状物。由于该起绉操作,可形成高厚度的片材。如本文所述,具有被布置成偏移线条的开口的多层带非常适用于这些过程。
[0106]
根据本发明的实施方案的过程的另一方面是向起绉带施加真空。如上所述,当幅材在造纸过程中沉积在起绉带上时,可施加真空。真空用于将幅材抽吸到起绉带中的开口中。值得注意的是,在使用和不使用真空的涉及多层带结构的过程中,幅材被抽吸到多层带结构的顶层中的多个开口中,但幅材不被抽吸到多层带结构的底层中。在本发明的一些实施方案中,所施加的真空为约5in.hg至约30in.hg。如上文详细描述的,多层带的底层充当筛网以防止纤维被拉过带结构。当施加真空时,该底层筛网功能是特别重要的,因为防止纤维被拉过产生真空的真空箱结构。
[0107]
纸制品
[0108]
以下试验展示了可在本发明的实施方案中制造的高质量纸制品。
[0109]
使用具有图7所示的带6的构型的带来制造毛巾级基片。在与图1所示的造纸机类似的造纸机上进行试验,采用非tad过程,其中片材以较高的一致速度(如上所述)转移到带上。在表2中示出了该试验的参数。
[0110]
表2
[0111][0112][0113]
另外,还根据表3所示的规格来转换由具有带6的构型的带制成的毛巾基片。
[0114]
表3
[0115]
层数2辊直径(英寸)5.70
‑
6.05
片材计数120
‑
160片材长度(英寸)5.9
‑
7.0片材宽度(英寸)11.0
[0116]
在图13和图14中示出了试验的结果,其中基片的特性在图13中示出,并且经转换产品的特性在图14中示出。如本领域的技术人员将会理解的那样,产品表现出优异的特性。
[0117]
使用图7所示的带4来制造纸巾级基片。如上所述,使用非tad过程,在与图1所示的机器类似的造纸机上进行试验。在试验中使用三种不同的配料:65%hw和35%sw的整合配料、65%桉树(euc)和35%nswk的高级配料,以及具有100%euc的配料。在表4中示出了试验的参数。
[0118]
表4
[0119][0120][0121]
根据表5所示的规格来转换在该试验中制造的纸巾基片中的一些。
[0122]
表5
[0123]
层数2辊直径(英寸)4.45片材计数176片材长度(英寸)4.00片材宽度(英寸)4.00辊压缩18%芯直径(英寸)1 5/8
[0124]
以下示出了试验的结果,其中基片的特性在图15至图17中示出,并且经转换产品的特性在图18中示出。如本领域的技术人员将会理解的那样,产品表现出优异的特性。
[0125]
图19a是用上述带4的试验中制造的纸巾级基片的显微照片,并且图19b是用图7所示带5制造的毛巾级基片的显微照片。在这些显微照片中,圆形较亮区域是在起绉带的开口的偏移线条中形成的圆顶,并且圆顶之间的较暗区域是在起绉带的接触(顶)表面上形成的连接区域。从显微照片中显而易见的是,圆顶具有与起绉带中的开口相同的布置。也就是说,圆顶沿着与沿md的线条(在图中是竖直的)偏移并且与沿cd的线条(在图中是水平的)偏移的线条形成。因为圆顶在md和cd上以与起绉带中的开口相同的方式偏移,所以圆顶具有
与上述起绉带中的开口相同的特性。例如,对于沿md的每个线条,跨圆顶的线条的长度不同于跨圆顶两侧上的相邻圆顶的线条的长度。又如,存在具有60
°
的旋转对称性的六边形圆顶图案,并且沿每个六边形图案的中心圆顶的直径不存在关于md线条和cd线条的镜像。
[0126]
虽然起绉带中的开口通常为圆形的,但此类圆形开口仍然可使幅材成型以在纸制品中产生具有椭圆形形状的圆顶。当起绉带中的开口具有约1.5mm或更大的直径时,可出现此类椭圆形圆顶。根据本发明的实施方案的纸制品的另一个独特方面涉及存在于一些产品中的圆顶的椭圆形性质。我们已发现,与具有椭圆形圆顶的其他纸制品相比,本发明产品中的一些产品中的椭圆形圆顶的长轴相对于cd以不同角度取向。我们认为,这种差异源于如本文所述的起绉带中存在的偏移开口的线条。
[0127]
圆顶长轴的取向角度的该差值可使用图像分析软件来确定,诸如伊利诺斯州尚佩恩(champaign,illinois)的沃尔夫勒姆研究公司(wolfram research)的wolfram mathematica。现在将描述用于计算圆顶长轴的取向角度的步骤的示例。首先,将纸制品的灰度显微照片转换成显微照片的黑白表示。在图20a和图20b中示出了此类显微照片及其经转换黑白表示的示例。为了进行转换,设定截止值以使得灰度图像的比截止水平更暗的部分被制成黑色,并且灰度图像的比截止水平更亮的部分被制成白色。如在图20b所示的经转换图像中可见,圆顶呈现白色并且圆顶之间的连接区域呈现黑色。
[0128]
为了便于分析,用于制作黑白经转换表示的显微照片中产品的取向应被记录并且在比较不同产品时保持相同。例如,在图20所示的显微照片中,产品的md竖直地对准并且cd水平地对准,并且因此md和cd也在图20所示的黑白经转换表示中分别竖直地和水平地对准。给定具有已知对准的黑白表示,图像分析软件可用于计算长轴的取向,以及圆顶的其他椭圆形特性,诸如圆顶的伸长率、圆顶的长轴的长度、圆顶的短轴的长度等。
[0129]
使用此类图像分析,将根据本发明的实施方案的产品中圆顶的椭圆形特性与其他纸制品的圆顶中的椭圆形特性进行比较。结果在下表6中示出。使用具有开口的偏移线条的起绉带来制造产品1
‑
3。具体地讲,产品1和2由具有图7所示的带4的构型的带制造,并且产品3由具有图7所示的带6的构型的带制造。为了比较,使用不具有偏移开口的起绉带来制造产品4
‑
8,例如,带中的开口具有在md上对准的开口。所有产品1
‑
9均使用相同的造纸机和相同的一般方法来制造,其中参数诸如卷盘起绉和/或转换因子变化。
[0130]
表6
[0131][0132]
在表6所示的结果中,取向角度是相对于沿cd的线测量的,其中正角度意指从cd线条的逆时针方向,并且负角度意指从cd线条的顺时针方向。还需注意,表6中的“计数”是指在确定取向、伸长率以及长轴和短轴测量值时检查的圆顶的数量。还需注意,表6中的伸长率被计算为1
‑
(长轴长度/短轴长度),并且因此指示圆顶成型的椭圆形程度。
[0133]
从表6所示的结果中可以看出,与由不具有偏移开口的带制造的产品的圆顶的长轴取向相比,通过具有开口的偏移线条的带制造的产品在其圆顶的长轴中具有不同取向。具体地讲,产品1
‑
3的圆顶的长轴在顺时针方向上具有约4至5度的中值取向。另一方面,产品4
‑
8的圆顶的长轴具有在相反(逆时针)方向上明显更多的其长轴的中值取向,其中取向在顺时针方向上约2
°
至在逆时针方向上约2.5
°
的范围内。鉴于圆顶的椭圆特性的其他相似性,取向的差值全部是更值得注意的,其中对于所有产品,长轴和短轴的长度的中值相对类似。不受理论的约束,我们相信当幅材被转移到带上时,取向中的这种差值是带的接触幅材的区域的结果。如上所讨论,在起绉压区中,造纸幅材被转移到起绉带的顶侧上,并且在该过程中,幅材的纤维素纤维被重新定位和取向。因此,带的接触区域对转移操作和幅材中的后续纤维取向具有显著影响。并且,也如上所讨论,具有开口的偏移线条的带的接触区域与不具有开口的偏移线条的带的接触区域相比明显不同。我们相信起绉带的这些不同接触区域产生所观察的圆顶长轴取向的差异。
[0134]
本发明的实施方案中的纸制品具有指示用起绉带制造产品的过程的相对密度。为了理解本发明的该方面,可使用一定技术来提供纸制品诸如本发明的那些中的局部纤维密度的表示,该技术的分辨率接近从同步加速器或实验室仪器获得的三维x射线显微计算机断层摄影术(xr
‑
μct)表示的基础分辨率。此类实验室仪器的示例是加利福尼亚州普莱森顿(pleasanton,ca)的xradia公司(xradia,inc.)的microxct
‑
200。具体地讲,利用下文所述的技术,可在纸制品的中心表面处确定垂直(法向的)纤维密度。需注意,由于压花、起绉、干燥特征等,密度可在平面外方向上变化。
[0135]
利用纤维密度确定技术,xr
‑
μct数据集在其经历radon变换或john变换之后被接收,以将径向投射的x射线图像转换成由二维灰度图像的堆叠组成的三维数据集。例如,在法国格里诺尔(grenoble,france)的欧洲同步辐射设施处从同步器加速器接收的纸制品数据由2000个切片组成,每个切片的尺寸为2000
×
约800个像素,具有八位灰度值。灰度值表
示质量的衰减,对于相对均匀的分子质量的材料,该质量的衰减非常接近于质量或成形的三维分布。纸制品主要由纤维素纤维组成,因此假定恒定的x射线衰减系数,并且因此灰度和质量之间的直接关系是有效的。
[0136]
由radon或john变换生成的xr
‑
μct数据集将空隙空间示为有限的灰度值,以及示出在0至255范围内的较高灰度值下的质量。切片图像还示出可见伪影,该伪影源自纸制品样本在暴露期间的移动,或源自旋转或z定位级的不精确移动。这些伪影表现为在各种取向上从质量投射的线条。如果纸制品样本在垂直于纸制品样本的主平面的轴线上的x射线束内旋转,则其也可包含必须处理的“振铃”伪影和较高灰度的中心“针”,因为这指示纸制品样本中不存在的质量。具体地讲,针对从同步加速器接收的xr
‑
μct数据集可能是这种情况。
[0137]
分割过程是指包含在纸制品样品中的材料的不同相的分离。这仅区分固体纤维素纤维和空气(空隙空间)。为了获得代表性的层析成像数据集,可使用称为imagej的开放软件来采用以下分割过程,imagej是在美国国家卫生研究院(united states national institute of health)处开发的公共领域的图像处理程序。首先,通过使用具有边缘检测和条件手段过滤的扩散技术使图像均匀化,并且将二值化用作分割的主要方法。接下来,对图像堆叠进行颗粒识别和移除,其中颗粒被定义为对于扫描主体而言不连续的任何分量。最后,在完全分割的一位图像上根据原始扫描数据重新建立灰度级。以相同方式处理所有切片,使得生成数据集,该数据集清楚地区分纤维质量和空隙空间。
[0138]
纸制品样品的相对密度可通过如下方式根据分段的xr
‑
μct数据集来计算:首先生成接近样品的上边界和下边界的表面,并且然后计算这两者之间的中心表面。然后使用在中心表面内的每个位置处确定的表面法向矢量来确定圆筒内的单位体积质量,其为1
×
1像素乘以沿表面法向矢量的上表面和下表面之间的距离(以像素计)。所有计算均可使用马萨诸塞州纳蒂克(natick,massachusetts)的mathworks,inc.的来执行。具体规程包括表面确定、表面法线和三维厚度、三维密度和三维密度表示,如现在将描述的。
[0139]
对于表面确定,xr
‑
μct数据集中的切片为x
‑
z投影,其中x
‑
y平面是样本的主平面并且是由md或cd形成的相同平面。因此,z轴垂直于x
‑
y平面并且每个切片表示y方向上的单位步长。因此,每个切片将产生连接切片中指示的纤维的最大(上部)位置和最小(下部)位置的曲线。
[0140]
沿z轴的没有发现质量的那些区域(即在材料内存在通孔的那些区域)可能存在创建连续中心表面的问题。为了克服这一点,可通过围绕周边将孔扩张两个像素(增加孔尺寸)来填充孔,并且取决于被调整的表面,可针对具有用于最大值、最小值或中心的有限z值的周围位置确定平均值。然后可用平均z位置值填充孔,使得不发生间断,并且使得表面平滑将不会受到空隙空间的不利影响。
[0141]
然后可将稳健的三维平滑样条函数应用于每个表面。用于执行该函数的算法由d.garcia,计算统计与数据分析,54:1167
‑
1178(2010)描述,其公开内容以其整体通过引用并入。平滑参数可变化以产生一系列文件,这些文件提供以或多或少的程度呈现单独纤维细节的一系列表面光滑度。
[0142]
可使用函数“surfnorm”在平滑的中心表面内的每个顶点处计算三维表面法线。该算法基于x、y和z矩阵的三次拟合。对角向量可被计算并交叉以形成法线。穿过每个顶点并终止于上平滑表面和下平滑表面处的平行于表面法线的线段可用于确定纸制
品样品在垂直于中心表面的方向上的厚度。
[0143]
通过如下方式沿垂直于中心表面的路径确定三维相对纤维密度:假定直角矩形棱柱,其中两个维度是一个像素并且第三维度是从两个外部平滑表面延伸穿过顶点的线段的长度。包含在该体积内的质量被确定为具有有限质量的体素,如由来自断层摄影数据集的灰度值指示的。因此,如果沿着线段的所有体素具有255的灰度值,则顶点处的最大相对密度等于一。纤维素纤维的泡壁的最大值取为1.50g/cm3。
[0144]
三维纤维密度的便利表示可通过以下方式来进行:使用平滑中心表面在四个维度上标测纤维密度以显示样品的面外变形的程度,以及将三维密度指示为在标测图内的每个位置处具有值的光谱曲线图。这些标测图可被示为最大值为1的相对密度,或归一化为如所指示的最大值为1.50g/cm3的纤维素的密度。
[0145]
图21a和图21b示出了使用图7所示的带4来制造的纸制品的xr
‑
μct相对密度确定的柱状图。具体地讲,图21a示出了纸制品的圆顶的密度确定,并且图21b示出了纸制品的连接区域的密度确定。为了比较,图21c和图21d示出了使用织造结构化织物来制造的纸制品的xr
‑
μct相对密度确定的柱状图。如上所讨论,结构化织物是造纸过程中的起绉带的熟知替代方案。如本领域也熟知的,用结构化织物制成的纸制品包括在造纸过程期间形成于结构化织物的织造纱线之间的凹穴中的圆顶区域,并且存在在造纸过程中形成于构成结构化织物的成形表面的结节上的连接区域。图21c示出了在织物的凹穴区域中形成的圆顶的密度确定,并且图21d示出了在织物的结节上形成的纸制品的连接区域的密度确定。在图21a至图21d的全部中,x轴示出了相对密度值,并且y轴示出了每个相对密度值下的像素数(以对数标度计)。
[0146]
使用图21a至图21d所示的分析,确定了在起绉带的开口中形成的圆顶的相对密度的平均值(图21a)为约14.9,并且在织物的凹穴中形成的圆顶的相对密度的平均值(图21c)为约16.8。此外,形成在起绉带的接触表面上的连接区域的相对密度的平均值(图21b)为约24.0,然而形成在结构化织物中的结节上的连接区域的相对密度的平均值(图21d)为约18.5。因此,由带形成的圆顶的平均相对密度比由结构化织物形成的圆顶的密度小约12%,然而通过带形成的产品的连接区域的平均相对密度比在结构化织物上形成的连接区域的平均相对密度高约30%。我们已发现,这些关系也是针对由其他起绉带制成的纸制品与由其他结构化织物制成的纸制品相比较的情况。也就是说,由起绉带制成的产品中的圆顶相对密度低于由结构化织物制成的产品中的圆顶相对密度,并且由起绉带制成的产品中的连接区域中的相对密度高于由结构化织物制成的产品中的连接区域的相对密度。因此,纸制品的不同区域(圆顶和连接区域)的平均相对密度指示产品是通过起绉带制成的还是通过结构化织物制成的。
[0147]
虽然已在某些具体示例性实施方案中描述了本发明,但根据本公开,许多附加修改和变型对于本领域技术人员将是显而易见的。因此,应当理解,可以以不同于具体描述的方式来实践本发明。因此,本发明的示例性实施方案应当在所有方面被认为是说明性的而非限制性的,并且本发明的范围由本技术及其等同物可支持的任何权利要求来确定,而不是由前述描述来确定。
[0148]
工业适用性
[0149]
本文所述的装置、过程和产品可用于生产商业纸制品,诸如厕纸和纸巾。因此,所
述装置、过程和产品具有与纸制品行业相关的许多应用。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。