1.本技术涉及外包装技术领域,尤其是涉及一种袋体成型加工工艺及设备。
背景技术:
2.印刷品纸袋通常为一端开口且另一端封闭的长方体结构,且印刷品纸袋的封闭端内设有底卡,以提高印刷品纸袋封闭端的承载能力。为了便于印刷品纸袋的堆叠,印刷品纸袋相对设置且面积较小的两个侧壁通常还设有折痕,以使得印刷品纸袋面积较大的两个侧壁可以相互抵接,并同时使得封闭端的侧壁可以平行抵接在任一面积较大的侧壁上。
3.印刷品纸袋在加工时,通常先将单张印刷品进行折叠和粘接,以构成两端开口的扁平状结构,然后再将底卡放置在其中一个开口端内,再将放置有底卡的开口端进行粘接封闭。底卡的放置可以通过底卡放置装置完成,如申请号为201510044478.9的中国发明专利申请文件公开了一种纸袋机的自动放底卡装置,其包括机架、副机架、纸袋输送机构、底卡分卡机构和底卡输送机构。机架1水平设置,纸袋输送机构设在机架上,且纸袋输送机构用于底卡的水平传输;副机架倾斜设置在机架的上方,且底卡输送机构设在副机架上,底卡输送机构用于底卡的传输。底卡分卡机构设在底卡输送机构上,通过底卡分卡机构的控制,底卡逐张掉落在纸袋上。
4.针对上述中的相关技术,发明人认为底卡分开机构将底卡放下时,底卡由于其运动的惯性,易在纸袋上滑移,致使底卡掉落在纸袋上的位置产生偏差,加工时出现残次品。
技术实现要素:
5.为了使得底卡掉落在纸袋上时不易因惯性而滑移,本技术提供一种袋体成型加工工艺及设备。
6.第一方面,本技术提供一种袋体成型加工工艺,采用如下的技术方案:一种袋体成型加工工艺,其特征在于:包括以下步骤:s1.将印刷品折叠成两端开口的长方体状的袋体;s2.对袋体面积较小且相对设置的两个侧壁进行折叠,以使得两个面积较大且相对设置的两个侧壁相互抵接;s3.再对袋体任一面积较大侧壁的一端沿靠近该侧壁中部的方向反向翻折,翻折的一端构成袋体的袋底;s4.对袋底的侧壁进行挤压,使得袋底形成有开口槽,开口槽的开口方向为竖直远离地面的方向;s5.将底卡放置在袋底的开口槽内;s6.在袋底开口槽侧壁的外侧涂胶,并将袋底的开口槽进行封闭。
7.通过采用上述技术方案,将底卡放置在袋底的开口槽内,开口槽的侧壁可以对底卡进行限位,底卡在袋体上的位置更加准确,因此加工的过程中不易出现残次品。
8.第二方面,本技术提供一种袋体成型加工设备,采用如下的技术方案:
一种袋体成型加工设备,包括机架以及设在机架上的袋体传输机构、底卡传输机构和底卡放料机构,所述底卡传输机构设在袋体传输机构远离地面的一侧,所述底卡放料机构设在底卡传输机构上,所述袋体传输机构远离底卡传输机构的一端设有用于两端开口的袋体进行堆码的袋体堆码机构,所述袋体堆码机构和底卡传输机构之间设有袋底压槽机构,所述袋底压槽机构将袋体的一端挤压形成用于底卡放置的开口槽。
9.通过采用上述技术方案,袋体从袋体堆码机构移动至袋体传输机构时,袋体传输机构可以驱使袋体滑移,且袋底压槽机构可以将两端开口的袋体的一端挤压形成有开口槽;同时,底卡放料机构控制底卡的储存和放料,底卡传输机构将底卡进行传输;当底卡移动至底卡传输机构靠近袋体传输机构的一端时,底卡可以从底卡传输机构上顺利掉落到袋体的开口槽内,底卡由于开口槽侧壁的限位不易在袋体上随意滑移,因此加工过程中不易出现残次品。
10.可选的,所述袋体传输机构包括沿袋体进料方向依次设置在机架上的步进输送组件和连续输送组件,所述步进输送组件和连续传输组件均包括主动件、从动件和往复件,主动件和从动件均转动设置,所述往复件张紧设置在主动件和从动件之间,所述步进输送组件的主动件由步进驱动件驱动,所述连续输送组件的主动件由连续驱动件驱动。
11.通过采用上述技术方案,袋体进入袋体传输机构时,袋体先通过步进输送组件确定相同的送料时间间隔,以使得连续输送组件可以同时输送多个间距相同的袋体,此时配合以底卡的定时送料,可以实现底卡与袋体一一对应式的精准送料,从而进一步减小残次品发生的概率。
12.可选的,所述步进输送组件远离地面一侧的水平高度小于机架远离地面一侧的水平高度,所述步进输送组件的往复件上设有伸出机架远离地面一侧外的定位件,所述定位件用于对袋体进行拨动,所述定位件设有一个或者在往复件上等间距设有多个。
13.通过采用上述技术方案,步进输送组件的往复件往复运动时,可以定时地对机架上的袋体进行拨动,从而使得袋体进料的时间间隔更加准确;即便是袋体掉落在步进输送组件上的位置不定时,仍可以达到对袋体定时送料的目的。
14.可选的,所述袋底压槽机构包括均设在连续输送组件上方的袋底挤压组件、袋底吸附组件和袋口压紧组件,所述袋底挤压组件和袋底吸附组件沿袋体的进料方向依次设置,所述袋底挤压组件用于对袋底沿进料方向两侧的侧壁进行挤压,所述袋底吸附组件用于对袋底沿进料方向两端的侧壁进行吸附,所述袋口压紧组件并排设置在袋底挤压组件和袋底吸附组件的一侧,所述袋口压紧组件包括多个沿袋体进料方向转动设置且用于将袋口压紧在连续输送组件上的压紧轮。
15.通过采用上述技术方案,袋口压紧组件可以对袋体的袋口一端进行限位,当袋体通过袋底挤压组件时,袋底挤压组件可以对袋底沿袋体长度方向两侧的侧壁进行挤压,以使得袋底沿袋体长度方向两侧的侧壁相互靠近并直立起来;然后当袋体通过袋底吸附组件时,袋底吸附组件可以对袋底沿进料方向两端的侧壁进行吸附,以使得袋底沿进料方向两端的侧壁也直立起来并构成开口槽。
16.可选的,所述袋底挤压组件包括挤压杆和限位杆,所述挤压杆沿袋体的进料方向设置,且挤压杆并排设置有两根,所述挤压杆用于与袋底沿袋体进料方向两侧的侧壁相抵接,所述限位杆设在两根挤压杆之间,限位杆和挤压杆与连续输送组件之间设有用于袋底
通过的间隙。
17.通过采用上述技术方案,袋底通过袋底挤压组件时,挤压杆可以对袋底沿袋体进料方向两侧的侧壁进行挤压,以使其直立;此时限位板对袋底的中部进行限位,可以提高挤压杆的挤压效果。
18.可选的,所述袋底吸附组件包括转动设置在机架上的驱动轴以及设在驱动轴上的吸盘,所述驱动轴的转动方向为袋体的进料方向,所述吸盘和连续输送组件之间设有用于袋底通过的间隙,所述吸盘与袋底沿袋体进料方向两端的侧壁相抵接。
19.通过采用上述技术方案,当吸盘与袋底沿袋体进料方向两端的侧壁相抵接时,吸盘可以对袋底沿袋体进料方向两端的侧壁进行吸附,且吸盘转动时,可以对袋底沿袋体进料方向两端的侧壁进行提拉,以达到使得袋底沿袋体进料方向两端的侧壁直立起来的目的。
20.可选的,所述袋底吸附组件远离袋底挤压组件的一侧设有袋底修整组件,袋底修整组件包括间隔设置的两块导向板,所述导向板沿袋体的进料方向设置,所述导向板用于与袋底沿袋体进料方向两侧的侧壁相抵接。
21.通过采用上述技术方案,当袋底的开口槽基本成型后,导向板与袋底沿袋体进料方向两侧的侧壁相抵接,导向板对开口槽的形状进行进一步的修整,以使得开口槽的侧壁更容易保持直立状态。
22.可选的,所述袋体堆码机构包括堆码输送组件和限位组件,所述堆码输送组件的出料端设在袋体传输机构进料端的上方,所述限位组件设在堆码输送组件的进料端。
23.通过采用上述技术方案,堆码的袋体可以通过限位组件进行限位,当堆码输送组件往复运动时,堆码输送组件可以带动限位组件内的袋体滑移,从而达到驱使袋体进料的目的。
24.可选的,所述堆码输送组件的出料端设有缓冲组件,所述缓冲组件包括缓冲辊轮和缓冲压轮,所述缓冲辊轮和缓冲压轮之间设有供纸袋通过的间隙,所述缓冲压轮设在缓冲辊轮的上方。
25.通过采用上述技术方案,袋体通过堆码输送组件的出料端时,缓冲压轮可以对袋体进行缓冲,以减小袋体通过堆码输送组件的出料端时的速度,从而使得袋体更加平稳地移动至袋体传输机构上。
26.综上所述,本技术包括以下至少一种有益技术效果:1.袋底压槽机构将两端开口的袋体的一端挤压形成有开口槽,底卡掉落到袋体的开口槽内,开口槽侧壁对底卡进行限位以使得底卡不易在袋体上随意滑移,加工过程中不易出现残次品;2.通过设置缓冲压轮,其可以对袋体进行缓冲,以减小袋体通过堆码输送组件的出料端时的速度,从而使得袋体更加平稳地移动至袋体传输机构上。
附图说明
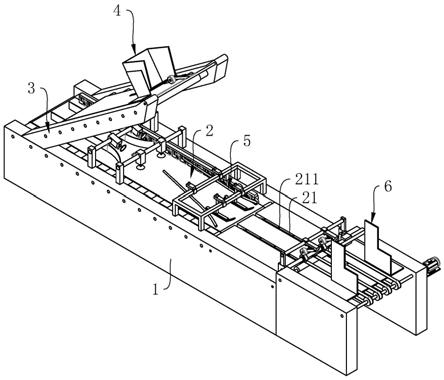
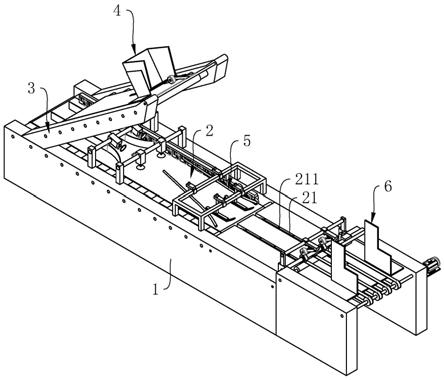
27.图1是本技术袋体成型工艺加工步骤的示意图;图2是本技术袋体成型加工设备整体的结构示意图;图3是本技术实施例中袋体堆码机构的结构示意图;
图4是本技术实施例中缓冲压轮的结构示意图;图5是本技术实施例中袋底压槽机构的结构示意图。
28.附图标记说明:1、机架;2、袋体传输机构;21、步进输送组件;211、定位件;22、连续输送组件;3、底卡传输机构;4、底卡放料机构;5、袋底压槽机构;51、袋底挤压组件;511、挤压杆;512、限位杆;52、袋底吸附组件;521、驱动轴;522、吸盘;523、连接臂;53、袋口压紧组件;531、压紧轮;54、袋底修整组件;541、导向板;6、袋体堆码机构;61、堆码输送组件;62、限位组件;621、限位板;622、限位部;63、缓冲组件;631、缓冲辊轮;632、缓冲压轮;633、固定杆;634、支撑臂;635、缓冲臂;636、缓冲弹簧。
具体实施方式
29.以下结合附图1
‑
5对本技术作进一步详细说明。
30.本技术实施例公开一种袋体成型加工工艺。参照图1,袋体成型加工工艺包括以下步骤:s1.将如图1a所示的印刷品折叠成如图1b所示的两端开口的长方体状的袋体;具体施工时,可以先通过压痕机对印刷品进行折痕的冲压,然后通过手动或者折纸机等自动化设备辅助的方式对印刷品进行折叠;印刷品的两侧相互抵接后可以采用粘接固定的方式;s2.参照图1c,对袋体面积较小且相对设置的两个侧壁进行折叠,以使得两个面积较大且相对设置的两个侧壁相互抵接;两个面积较小的侧壁折叠在两个面积较大的侧壁之间,且两个面积较小的侧壁本身均折叠为两层;s3.参照图1d,再对袋体任一面积较大侧壁的一端沿靠近该侧壁中部的方向反向翻折,翻折的一端构成袋体的袋底;折叠后袋体一端的两侧形成有两个形状相同的等腰梯形结构,两个等腰梯形机构之间通过面积较大的两个侧壁固定连接;s4.参照图1e,对面积较大的两个侧壁在袋底处进行挤压,并对两个等腰梯形结构进行提拉,以使得面积较大的两个侧壁和两个等腰梯形机构构成矩形的开口槽,且开口槽的开口方向与袋口的开口方向呈一定的夹角,夹角可以为90度;s5.参照图1f,将底卡放置在袋底的开口槽内;s6.参照图1g,在袋底开口槽侧壁的外侧涂胶,然后将开口槽的侧壁粘接固定,以将袋底的开口槽进行封闭。
31.本技术实施例还公开一种袋体成型加工设备。参照图2,袋体成型加工设备包括机架1、袋体传输机构2、底卡传输机构3、底卡放料机构4、袋底压槽机构5和袋体堆码机构6,且袋体成型加工设备用于完成s3
‑
s5的自动化加工步骤。
32.机架1用作各机构的固定基础,且机架1用于将各机构抬离地面,以便于袋体的加工作业。袋体堆码机构6设在机架1的一端,袋体堆码机构6用于堆码如图1d所示的两端开口的袋体。袋体传输机构2设在机架1上,且袋体传输机构2用于将袋体从机架1的一端输送至机架1的另一端。底卡传输机构3设在机架1远离袋体堆码机构6的一端,且底卡传输机构3倾斜设置在袋体传输机构2的上方;底卡放料机构4设在底卡传输机构3远离袋体传输机构2的一侧,且底卡放料机构4设在底卡传输机构3远离袋体传输机构2的一端。底卡放料机构4用于底卡的储存和放料,底卡传输机构3用于底卡的传输。
33.袋底压槽机构5同样固定在机架1上,且袋底压槽机构5设在底卡传输机构3靠近袋体传输机构2的一端和袋体堆码机构6之间,袋底压槽机构5用于将如图1d所示的两端开口的袋体的一端挤压形成有开口槽。当底卡移动至底卡传输机构3靠近袋体传输机构2的一端时,袋体在袋体传输机构2的驱动下移动至底卡传输机构3靠近袋体传输机构2一端的下方,此时底卡可以顺利进入到袋体的开口槽内。
34.参照图2和图3,袋体堆码机构6包括堆码输送组件61、限位组件62和缓冲组件63。堆码输送组件61可以采用往复输送带,堆码输送组件61水平设置于机架1内,且堆码输送组件61远离地面的一侧设在机架1的上方。堆码输送组件61可以并排设置有多组,本实施例中设有四组。四组堆码输送组件61的主动带轮均固定在同一转轴上,通过电机驱使转轴转动即可驱使全部堆码输送组件61往复运动。
35.限位组件62设在堆码输送组件61的进料端,且限位组件62包括固定在机架1远离地面一侧的限位板621。限位板621并排设置有两个,两个限位板621之间设有限位部622,限位部622设在限位板621沿进料方向的后端,袋体堆码在两个限位板621之间,且袋体与限位部622相抵接形成有限位。限位板621靠近机架1的一端与机架1之间设有供袋体通过的进料口,四组堆码输送组件61均从进料口穿过。堆码输送组件61往复运动时,即可带动袋体滑移并使得袋体通过进料口,从而达到驱使袋体进料的目的。
36.参照图3和图4,缓冲组件63设在堆码输送组件61的出料端,缓冲组件63包括缓冲辊轮631和缓冲压轮632。缓冲辊轮631转动设置在机架1上,且缓冲辊轮631远离地面的一侧与堆码输送组件61远离地面一侧相平齐。缓冲辊轮631可以间隔设置两个,且两个缓冲辊轮631同步驱动。
37.机架1在缓冲辊轮631的上方设有固定杆633,固定杆633上固定有支撑臂634,支撑臂634远离固定杆633的一端转动连接有缓冲臂635,缓冲臂635和支撑臂634设在同一竖直平面内,且缓冲臂635远离其与支撑臂634转动连接处的一端和支撑臂634之间设有缓冲弹簧636。缓冲压轮632转动设置缓冲臂635靠近缓冲弹簧636的一端上,且缓冲压轮632和缓冲辊轮631之间设有通过袋体通过的间隙。缓冲压轮632和缓冲辊轮631一一对应。
38.袋体通过堆码输送组件61的出料端时,缓冲压轮632和缓冲臂635在袋体的挤压下沿远离缓冲辊轮631的方向运动,且缓冲臂635对缓冲弹簧636进行挤压以使得缓冲弹簧636被压缩,缓冲弹簧636对缓冲压轮632施加反作用力,以使得缓冲压轮632对袋体进行缓冲,从而减小袋体通过堆码输送组件61的出料端时的速度。
39.参照图3和图5,袋体传输机构2包括步进输送组件21和连续输送组件22,步进输送组件21和连续输送组件22沿袋体的进料方向依次设置。步进输送组件21和连续输送组件22均包括主动件、从动件和往复件,主动件和从动件均转动设置,往复件张紧设置在主动件和从动件之间,因此步进输送组件21和连续输送组件22可以设置为往复传送带和往复传送链中的任意一种。本实施例中,步进输送组件21设置为往复传送链,连续输送组件22设置为往复传送带。步进输送组件21的主动件由步进驱动件驱动,如步进电机;连续输送组件22的主动件由连续驱动件驱动,如连续电机。
40.参照图2和图3,步进输送组件21和连续输送组件22远离地面一侧的高度均小于堆码输送组件61的高度,即机架1在步进输送组件21和堆码输送组件61相互靠近的一端形成有台阶。同时,步进输送组件21远离地面一侧的水平高度小于机架1远离地面一侧的水平高
度,即步进输送组件21的往复件嵌设在机架1内。当袋体从堆码输送组件61的出料端滑出时,袋体由于缓冲组件63的缓冲,可以平稳地掉落在机架1上。
41.参照图2和图5,步进输送组件21的往复件上垂直设有定位件211,定位件211可以是固定在链条上的金属杆,且定位件211可以伸出机架1远离地面的一侧。定位件211可以在步进输送组件21的往复件上仅设有一个,定位件211也可以在步进输送组件21的往复件上等间距设有多个。当步进输送组件21的往复件上往复运动时,定位件211可以以相同的时间间隔对机架1上的袋体进行拨动,从而达到将袋体步进送至连续输送组件22上的目的。由于连续输送组件22远离地面的一侧与机架1相平齐,因此连续输送组件22可以同时输送多张间距相同的袋体。
42.参照图5,袋底压槽机构5包括均设在连续输送组件22上方的袋底挤压组件51、袋底吸附组件52和袋口压紧组件53。袋底挤压组件51、袋底吸附组件52沿袋体的进料方向依次设置,袋口压紧组件53并排设置在袋底挤压组件51和袋底吸附组件52的一侧。袋口压紧组件53包括多个转动设置的压紧轮531,压紧轮531和连续输送组件22远离地面的一侧之间设有供袋体通过的间隙,且多个压紧轮531沿袋体的进料方向进行设置,多个压紧轮531从连续输送组件22的进料端设置到连续输送组件22的出料端。袋体在连续输送组件22上运动时,袋体的袋口被压紧在压紧轮531和连续输送组件22远离地面的一侧之间。
43.参照图5,袋底挤压组件51包括挤压杆511和限位杆512,限位杆512和挤压杆511之间均设有供袋体通过的间隙。挤压杆511沿袋体的进料方向设置,且挤压杆511并排设置有两根。两根挤压杆511之间的距离沿进料方向逐渐减小,且两根挤压杆511与连续输送组件22之间的距离沿进料方向逐渐增大。限位杆512设在两根挤压杆511之间,且限位杆512的长度方向为袋体的进料方向。限位杆512也可以并排设置有两根。限位杆512可以依次通过竖直、水平的横杆与机架1固定连接。限位杆512靠近步进输送组件21的一端沿远离地面的方向延伸,以使得袋体更容易进入到限位杆512和连续输送组件22之间。
44.袋体在连续输送组件22上运动,且袋体通过袋底挤压组件51时,袋口压紧组件53可以对袋体的袋口一端进行限位,并且限位杆512可以对袋体的袋底一端进行限位,此时挤压杆511可以对袋底沿袋体长度方向两侧的侧壁进行挤压,以使得袋底沿袋体长度方向两侧的侧壁相互靠近并直立起来。
45.参照图5,袋底吸附组件52包括驱动轴521和吸盘522。驱动轴521转动设置在机架1上,且驱动轴521的转动方向为袋体的进料方向。吸盘522通过连接臂523固定在驱动轴521上,且吸盘522和连续输送组件22远离地面的一侧之间设有供袋底通过的间隙。吸盘522连通有吸气管,吸气管远离吸盘522的一端与抽气设备固定连接。通过抽气设备的抽气,使得吸盘522可以产生吸力。吸气管可以从驱动轴521内穿过,以使得驱动轴521驱使连接臂523和吸盘522转动时,吸气管不易打结。
46.当吸盘522沿靠近连续输送组件22的方向转动,且与袋底相抵接时,可以使得吸盘522与袋底沿袋体进料方向两端的侧壁中的任意一个相抵接,此时吸盘522可以对该侧壁进行吸附,且吸盘522继续沿远离连续输送组件22的方向转动时,可以对该侧壁进行提拉,以使得该侧壁直立起来。袋底吸附组件52沿袋体的进料方向间隔设有两组,以使得袋底沿袋体进料方向两端的侧壁均可以直立起来。当袋底依次通过袋底挤压组件51和袋底吸附组件52后,袋底的开口槽基本成型为如图1e所示的形状。
47.参照图5,袋底吸附组件52远离袋底挤压组件51的一侧设有袋底修整组件54,袋底修整组件54包括导向板541。导向板541沿袋体的进料方向设置,且导向板541间隔设置有两块,两块导向板541沿袋底开口槽长度方向的轴线对称设置。两个导向板541之间的距离沿袋体进料方向先逐渐减小,然后保持不变;当两个导向板541之间的距离保持不变时,两个导向板541之间的距离等于袋底开口槽的宽度。
48.当袋底的开口槽基本成型后,导向板541与袋底沿袋体进料方向两侧的侧壁相抵接,导向板541对开口槽的形状进行进一步的修整,以使得开口槽的侧壁更容易保持直立状态。袋底通过袋底修整组件54,且移动至底卡传输机构3靠近袋体传输机构2的一端时,底卡可以顺势掉落在袋底的开口槽内,此时开口槽的侧壁可以对底卡进行限位,以使得底卡不易在袋体上滑移,从而使得加工过程中不易出现残次品。
49.本技术实施例一种袋体成型加工设备的实施原理为:加工时,先如图1d所示的袋体堆码放置在两个限位板621之间,并使得袋体与限位部622相抵接,然后驱使堆码输送组件61往复运动,以使得堆码输送组件61将袋体依次进行传输。袋体移动至堆码输送组件61的出料端时对缓冲压轮632和缓冲臂635形成挤压,以使得缓冲臂635对缓冲弹簧636进行压缩,此时缓冲弹簧636通过缓冲臂635和缓冲压轮632对袋体施加反作用力,从而对袋体形成缓冲。
50.袋体从堆码输送组件61下落至步进输送组件21时,步进输送组件21的定位件211等时间间隔对袋体进行拨动,以达到以相同频率将袋体传输至连续输送组件22上的目的。袋体达到连续输送组件22上后,袋体之间等间距分布,且袋体的袋口一端被限位在压紧轮531和连续输送组件22之间,袋体的袋底一端依次通过袋底挤压组件51、袋底吸附组件52和袋底修整组件54。
51.袋底通过袋底挤压组件51时,挤压杆511对袋底沿袋体进料方向两侧的侧壁进行挤压,以使其直立,此时限位板621对袋底的中部进行限位,以提高挤压杆511的挤压效果。袋底通过袋底吸附组件52时,吸盘522转动至与袋底沿袋体进料方向两端的侧壁相抵接,且吸盘522通过吸力对其进行提拉,以使得袋底沿袋体进料方向两端的侧壁同样直立。袋底通过袋底修整组件54时,导向板541与袋底沿袋体进料方向两侧的侧壁相抵接,进一步使得袋底开口槽的侧壁更容易保持直立状态。
52.袋体在移动的过程中,底卡放料机构4依次对底卡依次进行放料,并通过底卡传输机构3对底卡进行传输。当袋底形成开口槽,且移动至底卡传输机构3靠近袋体传输机构2的一端时,底卡可以顺利掉落在袋底的开口槽内,且底卡由于开口槽侧壁的限位不易随意滑移,加工过程中不易制出残次品。
53.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。