1.本发明涉及集装袋领域,具体涉及一种集装袋缝制装置。
背景技术:
2.集装袋是一种柔性运输包装容器,应用广泛,配以起重机或叉车,就可以实现集装单元化。常见集装袋生产企业的生产线均为半自动形式,需要大量人员干预,生产效率低,生产质量可控性查差。目前尚不存在成熟的集装袋自动生产线。
3.因此,实践中亟待提供一种能够实现全自动化生产的集装袋缝制装置,以减少人员干预、提高生产效率和质量。
技术实现要素:
4.本发明旨在提供一种能够实现全自动化生产的集装袋缝制装置,以提高生产效率。
5.在本发明的一方面,提供了一种集装袋缝制装置,包括:吊带缝制机,其下料和缝制吊带,吊带具有相反的第一端部和第二端部,以及位于二者中间的中间部位;袋底下料机,其下料袋底;吊带袋底缝制机,其用于缝合袋底和吊带;袋底工装,其支撑袋底,并能够在第一方位和第二方位之间转动,在第一方位,吊带袋底缝制机将吊带的第一端部缝合至袋底的第一位置;在第二方位,吊带袋底缝制机将吊带的中间部位和第二端部缝合至袋底的第二位置和第三位置,其中,袋底的中心、第二位置和第三位置共线,第一端部和中间部位之间的吊带部分形成集装袋的吊耳。
6.根据该方案,利用袋底工装将吊带的三个部位在预定位置缝合至袋底,提高了袋底和吊带连接强度,且实现了自动化的吊带和袋底缝合。
7.可选地,袋底工装被配置为从第一方位转动270度抵达第二方位。
8.可选地,第一位置、第二位置和第三位置占据袋底工装的四个中心对称位置中的三个。
9.在本发明的另一方面,提供了一种集装袋缝制装置,包括:吊带缝制机,其下料和缝制吊带,吊带包括第一吊带和第二吊带,其各自具有相反的第一端部和第二端部,以及位于二者中间的中间部位;袋底下料机,其下料袋底;吊带袋底缝制机,其用于缝合袋底和吊带;袋底工装,其支撑袋底,并能够转动;袋底工装被配置为在第一次转动中从第一方位转动至第二方位,在第一方位,吊带袋底缝制机将第一吊带的第一端部缝合至袋底的第一位置,在第二方位,吊带袋底缝制机将第一吊带的中间部位和第二端部缝合至袋底的第二位置和第三位置,其中,袋底的中心、第二位置和第三位置共线,第一吊带的第一端部和中间部位之间的吊带部分形成集装袋的第一吊耳;袋底工装被配置为在第二次转动中从第二方位转动至第一方位,在第二方位,吊带袋底缝制机将第二吊带的第一端部缝合至袋底的第三位置,在第一方位,吊带袋底缝制机将第二吊带的中间部位和第二端部缝合至袋底的第四位置和第一位置,其中,袋底的中心、第一位置和第四位置共线,第二吊带的第一端部和
中间部位之间的吊带部分形成集装袋的第二吊耳。
10.根据该方案,利用袋底工装将两个吊带在预定位置缝合至袋底,提高了袋底和两个吊带的连接强度,且实现了自动化缝合两个吊带和袋底。
11.可选地,袋底工装被配置为在第一次转动中逆时针从第一方位转动270度抵达第二方位;并且袋底工装被配置为在第二次转动中顺时针从第二方位转动270度抵达第一方位。
12.根据该方案,袋底工装仅需要在两个方位之间转动,控制简便。
13.可选地,第一位置、第二位置、第三位置和第四位置占据袋底工装的四个中心对称位置。
14.根据该方案,袋底和吊带之间形成牢固可靠的连接。
15.可选地,所述吊带缝制机被配置为在第一吊带的第一端部、中间部位、第二端部处缝合袋底加强块;并且,所述吊带缝制机被配置为在第二吊带的中间部位处缝合袋底加强块。
16.根据该方案,利用袋底加强块提高了吊带和袋底之间的连接强度。
17.可选地,对于第一吊带和第二吊带中的每一个,所述吊带缝制机被配置为在其各自的第一端部和中间部位之间的两个部位处,在一侧缝合袋身加强块,在另一侧缝合加强带。
18.根据该方案,利用袋身加强块提高了吊带和袋身之间的连接强度。
19.可选地,所述吊带缝制机包括两个袋身加强块缝制工位和一个加强带缝制工位,两个袋身加强块缝制工位分别用于缝合第一袋身加强块和第二袋身加强块,缝合好的第一袋身加强和第二袋身加强块依次前进到加强带缝制工位,并在该工位缝合各自的加强带。
20.可选地,对于第一吊带和第二吊带中的每一个,所述吊带缝制机被配置为在所述两个部位之间,在吊带的外侧包裹并缝合吊把布。
21.可选地,所述吊带缝制机包括吊把布缝制机和吊把布包裹机,吊把布包裹机被配置为将吊把布包裹在吊带的上下两侧,吊把布缝制机被配置为缝合吊带和吊把布。
22.可选地,所述吊把布包裹机包括支撑器和折叠器,支撑器支撑吊带和吊把布,吊把布的中间部分位于吊带的下方并与吊带重合,两个侧翼部分超出中间部分,所述折叠器被配置为相对于支撑器转动,并在转动过程中推动两个侧翼部分移动至吊带的上方。
23.可选地,所述吊把布包裹机还包括压轮,其配置为将吊带和吊把布的部分压入支撑器的沟槽中,使得吊带和吊把布左右折叠,整体具有六层层叠结构,其中第二和第五层为吊带,其余层为吊把布。
24.在本发明的又一方面,提供了一种集装袋,其由上述任一项所述的集装袋缝制装置制造。
25.在本发明的另一方面,提供了一种集装袋,其包括:袋身、袋底、第一吊带和第二吊带;第一吊带和第二吊带各自具有相反的第一端部和第二端部,以及位于二者中间的中间部位;其中,第一吊带的第一端部缝合至袋底的第一位置,第一吊带的中间部位和第二端部缝合至袋底的第二位置和第三位置,其中,袋底的中心、第二位置和第三位置共线,第一吊带的第一端部和中间部位之间的吊带部分缝合至袋身,并形成集装袋的第一吊耳;其中,第二吊带的第一端部缝合至袋底的第三位置,第二吊带的中间部位和第二端部缝合至袋底的
第四位置和第一位置,其中,袋底的中心、第一位置和第四位置共线,第二吊带的第一端部和中间部位之间的吊带部分缝合至袋身,并形成集装袋的第二吊耳。
26.根据该方案,吊带和袋身、袋底之间形成牢固可靠的连接,使集装袋具有优秀的承重能力。
27.可选地,第一位置、第二位置、第三位置和第四位置处设置袋底加强块;第一吊带和第二吊带各自与袋身缝合的部位设置袋身加强块和加强带,吊带位于袋身加强块和加强带之间。
28.根据该方案,袋底加强块、袋身加强块和加强带进一步提高了集装袋的强度。
附图说明
29.图1示出了本发明的集装袋缝制装置所制造的集装袋的示意图;
30.图2示出了图1的集装袋的底部示意图;
31.图3示出了本发明的集装袋缝制装置的示意图;
32.图4示出了本发明的集装袋缝制装置的透视图;
33.图5示出了本发明的集装袋缝制装置的吊带缝制工位的透视图;
34.图6a和图6b示出了两种吊带的结构示意图;
35.图7a至图7d示出了缝合吊带和袋底的过程的示意图;
36.图8示出了本发明的集装袋缝制装置的吊把布缝制工位的透视图;
37.图9a至图9d示出了缝合吊把布的过程的示意图。
38.附图标记:
39.1上料口;2吊带;3袋底;4袋身;5吊把布;6袋身加强块;7加强带;8袋底加强块;9扎带;10标签;100缝制装置;200检测装置;300折叠装置;400码垛装置;500打包装置;101吊带缝制机;102袋底下料机;103吊带袋底缝制机;104上料口下料机;105上料口缝制机;106袋身下料机;107袋身上料口缝制机;108袋身袋底缝制机;109袋身吊带缝制机;110集装袋脱离机;111环形轨道;112主体工装;113袋底转运机;114吊带定位装置;201吊带下料机;202吊带送料辊;203第一袋底加强块下料机;204第二袋底加强块下料机;205第一袋身加强块下料机;206第二袋身加强块下料机;207加强带下料机;208第三袋底加强块下料机;209第一袋底加强块缝制机;210第二袋底加强块缝制机;211第三袋底加强块缝制机;212第一袋身加强块缝制机;213第二袋身加强块缝制机;214加强带缝制机;221吊把布缝制机;222吊把布包裹机;223支撑器;224折叠器;225压轮;226沟槽。
具体实施方式
40.为了使得本发明的技术方案的目的、方案和优点更加清楚,下文中将结合本发明的具体实施例的附图,对本发明实施例的技术方案进行清楚、完整的描述。除非另有说明,否则本文所使用的术语具有本领域通常的含义。附图中相同的附图标记代表相同的部件。
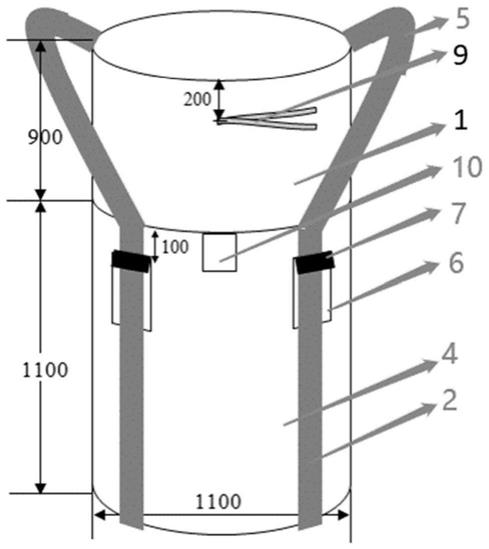
41.图1和图2示出了根据本发明的集装袋缝制装置所生产的集装袋结构示意图,其中图1为整体透视图,图2为底部局部透视图。集装袋主要包括上料口1、吊带2、袋底3和袋身4,其均可采用pp材料制造。上料口1和袋身4均为中空圆筒形结构,上料口1的下端连接至袋身4的上端,形成一体的中空圆筒形结构。袋身4的下端由圆形的袋底3封闭。
42.吊带2具体为两根。每一根吊带2的左右两个端部与袋底3固定连接,具体可沿直径方向并呈90度夹角固定,并分别由袋底加强块8加强固定。每一根吊带2的中部在上料口1的上端口外侧附近形成倒u形的吊耳,其上设置吊把带5。每一根吊带2的位于中部和两个端部之间的两个侧部分别与袋身4的侧面固定连接,并沿着袋身4的轴线方向延伸,而且,吊带2的每侧中间部分与袋身4通过袋身加强块6加强固定。两根吊带2的四个端部在袋底4处对称布置,使得四个侧部在袋身4周围等间距均匀布置。
43.此外,在上料口1的外侧还设置扎带9,用于扎紧上料口1。在吊带2、袋身4和袋身加强块6重叠部位的外侧,还可以设置另一加强带7,以进一步提高连接强度。在袋身4的外侧还可以设置标签10,起到标记或警示作用。图1标出了集装袋的一些示例性尺寸,但这些尺寸仅供参考之用,不构成对本发明的限制。
44.在使用集装袋时,通过上料口1的上侧开口向集装袋内加注物料;然后,通过扎带9扎紧上料口1,实现封口;之后可利用吊带2吊起集装袋,具体在吊把带5的位置吊起,进行转运作业。由于吊带2和袋身4本身的强度可靠,且二者之间的连接部位强度可靠,可实现安全的运输。
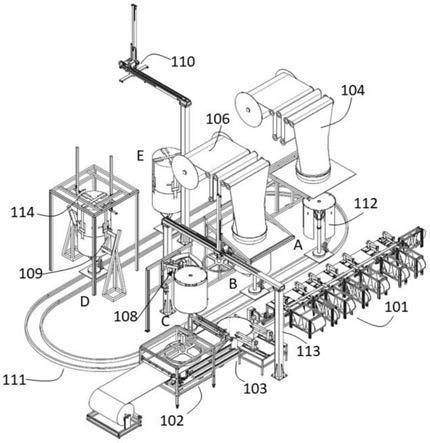
45.图3示出了本发明的集装袋缝制装置的示意图,其用于将上料口1、吊带2、袋底3、袋身4等部件组装为集装袋。缝制装置100主要包括:吊带缝制机101,用于对吊带2进行预加工,在其上缝吊把布5、袋身加强块6、加强带7、袋底加强块8等部件;袋底下料机102,用于下料袋底3;吊带袋底缝制机103,用于将预加工的吊带2与袋底3缝合连接,获得吊带袋底组件;上料口下料机104,用于下料上料口1至工装主体;上料口缝制机105,用于对上料口1进行卷边缝制,并将上料口1与扎带9缝合;袋身下料机106,用于下料袋身4至工装主体;袋身上料口缝制机107,用于将上料口1与袋身4缝合连接,形成袋身上料口组件;袋身袋底缝制机108,用于将袋身上料口组件与吊带袋底组件缝合连接,具体是将袋身与袋底缝合连接;袋身吊带缝制机109,用于将吊带2与袋身4缝合连接,得到缝制完成的集装袋;集装袋脱离机110,用于将缝制完成的集装袋从主体工装脱离。
46.图4示出本发明的集装袋缝制装置100的透视图。缝制装置100具有物料运输装置,其包括环形轨道111和能够沿环形轨道111循环移动的主体工装112。主体工装112的上侧为圆筒形支撑结构,用于在其上套设并支撑由上料口下料机104提供的圆筒形上料口1,以及由袋身下料机106提供的圆筒形袋身4。主体工装112的下侧安装驱动机构,包括驱动主体工装112进行回转运动的回转驱动机构(例如齿轮组机构),驱动主体工装112沿环形轨道111移动的移动驱动机构(例如齿轮齿条机构)。本发明不限制具体的回转驱动机构和移动驱动机构的形式,任何可实现相应运动形式的驱动机构均落入本发明的保护范围。此外,主体工装112可包括多个可张开和收缩的张紧片,通过电动推杆可使其在彼此远离和彼此靠近状态间切换,使得主体工装112在张开和收缩状态间切换,主体工装112在张开状态下直径变大撑紧其上的袋身和上料口,在收缩状态下直径变小释放撑紧力,便于分离集装袋。主体工装112的数量可以是多个,以便同时处理多个集装袋。
47.主体工装112沿着环形轨道111循环运动,并依次经过五个工位:下料口下料工位a,袋身下料缝制工位b,袋身袋底缝制工位c,袋身吊带缝制工位d,以及集装袋脱离工位e。图4示出处于各个工位的五个主体工装112。
48.在下料口下料工位a,上方设置上料口下料机104,用于将物料从卷轴处以压平状
态输出,在主体工装112的上方切换为圆筒形,并套设在在主体工装112上,而后通过热熔装置以预定长度切断,形成上料口1。上料口下料机104的下方设有气爪,用于从上向下拉拽上料口1,使其前进至期望的位置。工位a的侧方设置上料口缝制机105。一方面,上料口缝制机105能够对支撑于主体工装112上的上料口1的上端边缘进行卷边缝纫(本发明中的术语“卷边缝纫”指:对缝纫部位先折叠,再施加缝纫线,以提高缝合强度;优选地,卷边缝纫可为翻折两次后,再施加缝纫线);另一方面,上料口缝制机105能够由上向下移动,用于在上料口1中部的位置缝合扎带9。完成卷边缝纫和缝合扎带之后,气爪将缝合好的上料口1向下拽至主体工装112合适位置,便于与后续的袋身4对接。然后,主体工装112移动至下一工位b。
49.在袋身下料缝制工位b,上方设置袋身下料机106,用于将物料从卷轴处以压平状态输出,在主体工装112的上方切换为圆筒形,并套设在主体工装112上,而后通过热熔装置以预定长度切断,形成袋身4。袋身下料机106的下方设有气爪,用于从上向下拉拽袋身4,使其前进至期望的位置。工位b的侧方设置袋身上料口缝制机107。袋身上料口缝制机107能够对袋身4和上料口1进行卷边缝纫,使得袋身4的下端边缘与上料口1的下端边缘缝合连接。然后,主体工装112移动至下一工位c。
50.在袋身下料缝制工位c,上方设置袋底转运机113,用于将预制好的袋底吊带组件转运至主体工装112上。工位c的侧方设置袋身袋底缝制机108。袋身袋底缝制机108能够对袋身4和袋底3进行卷边缝纫,使得袋身4的上端边缘与袋底3的外周边缘缝合连接。然后,主体工装112移动至下一工位d。
51.在袋身吊带缝制工位d,设置吊带定位装置114,用于将自然下垂的吊带向下拉直,使之与袋身4贴合。工位d的侧方设置袋身吊带缝制机109。袋身吊带缝制机109将袋身4和吊带2缝合连接,特别是将吊带2上预缝的袋身加强块6和加强带7缝合在袋身4上的预定位置,如图2所示,从而完成集装袋的组装。然后,主体工装112移动至下一工位e。
52.在集装袋脱离工位e,上方设置集装袋脱离机110,具体可以是可移动运动的气爪结构,用于将组装好的集装袋从主体工装112上分离,分离后的集装袋可以被转送到生产线的下游,而主体工装112将循环回到下料口下料工位a,用于下一工作循环。
53.图4还示出了用于预制袋底吊带组件的吊带缝制机101、袋底下料机102和吊带袋底缝制机103,它们线性布置,位于环形轨道111的外侧。吊带缝制机101用于对吊带2整体进行加工和缝制,利用多个缝纫机,将吊带2与袋身加强块6、加强带7、袋底加强块8进行缝合,并将吊带2与吊把布5缝制在一起。袋底下料机102用于从成卷的物料下料圆形的袋底3,其具有环形的切断刀具。吊带袋底缝制机103用于将吊带2与袋底3缝合连接,特别是将吊带2上预缝的袋底加强块8缝合在袋底3上的预定位置,如图2所示,从而获得上文所述的袋底吊带组件。
54.图5示出了吊带缝制机101的透视图。吊带缝制机101包括吊带下料机201,其连续输送出初始吊带2。在吊带下料机201的输出口,设置切割机,用于切割期望长度的吊带2。两个吊带送料辊202设置在两端,用于支撑和传送吊带2。在两个吊带送料辊202之间,从左到右依次设置第一袋底加强块下料机203、第二袋底加强块下料机204、第一袋身加强块下料机205、第二袋身加强块下料机206、加强带下料机207、第三袋底加强块下料机208。第一、第二、第三袋底加强块下料机203、204、208将相应的袋底加强块在垂直于吊带2前进方向的方向上输送至吊带2的下方。在第一、第二、第三袋底加强块下料机203、204、208的输出口,还
设置相应的切割机,用于切割出期望长度的袋底加强块8。在第一、第二、第三袋底加强块下料机203、204、208的相对侧,还设置相应的第一、第二、第三袋底加强块缝制机209、210、211,用于将袋底加强块8缝合至吊带2。
55.第一、第二袋身加强块下料机205、206用于将相应的袋身加强块6在垂直于吊带2前进方向的方向上输送至吊带2的下方。在第一、第二袋身加强块下料机205、206的输出口,设置相应的切割机用于切割出期望长度的袋身加强块6。在第一、第二袋身加强块下料机205、206的相对侧,还设置相应的第一、第二袋身加强块缝制机212、213,用于将袋身加强块6缝合至吊带2。
56.加强带下料机207用于将加强带7在垂直于吊带2前进方向的方向上输送至吊带2的上方,加强带7将与袋身加强块6将吊带2夹在中间。在加强带下料机207的输出口还设置相应的切割机,用于切割出期望长度的加强带7。在加强带下料机207的相对侧,还设置相应的加强带缝制机214,用于将加强带7缝合至吊带2。
57.图6a和图6b示出了集装袋的两根吊带2示意图,这两根吊带2结构不同,第一吊带21具有位于两个端部处和中间部位的三个袋底加强块8,第二22仅具有位于中间部位的一个袋底加强块8。具体来说,如图6a所示,第一吊带21从右到左依次设置:位于吊带21的第一端部的第一袋底加强块81、第一袋身加强块61、第二袋身加强块62、第二袋底加强块82、位于吊带21的第二端部的第三袋底加强块83,其中,第一加强带71、第二加强带72与第一袋身加强块61、第二袋身加强块62重叠设置,并与其相对设置在吊带2的正反两侧。如图6b所示,第二吊带22从右到左依次设置:第三袋身加强块63、第四袋身加强块64、第四袋底加强块84,其中,第三加强带73、第四加强带74与第三袋身加强块63、第四袋身加强块64重叠设置,并与其相对设置在吊带2的正反两侧。第二吊带22的两个端部位置均不设置袋底加强块。
58.在加工时,吊带缝制机101交替地制造上述第一吊带21和第二吊带22。
59.如下加工第一吊带21。参见图5,首先,吊带下料机201将初始的吊带2输送至指定位置;然后,第一袋底加强块下料机203、第二袋底加强块下料机204、第一袋身加强块下料机205、第二袋身加强块下料机206、第三袋底加强块下料机208分别下料,然后切割相应加强块,将加强块缝合至吊带2;然后,吊带送料辊202启动,将已经缝合的第一袋身加强块61传送至加强带下料机207的位置,加强带下料机207将第一加强带71输送至第一袋身加强块61和吊带2的上方,然后切割第一加强带71并将其缝合至吊带2;然后重复操作,在已经缝合的第二袋身加强块62上缝合第二加强带72。如此,完成第一吊带21的加工,之后紧接加工第二吊带22。
60.如下加工第二吊带22。参见图5,首先,吊带下料机201将初始的吊带2输送至指定位置;然后,第二袋底加强块下料机204、第一袋身加强块下料机205、第二袋身加强块下料机206分别下料(注意,此时第一和第三袋底加强块下料机203、208不工作),然后切割相应的加强块,将加强块缝合至吊带2;然后,吊带送料辊202启动,将已经缝合的第三袋身加强块623传送至加强带下料机207的位置,加强带下料机207将第三加强带73输送至第三袋身加强块63和吊带2的上方,然后切割第三加强带73并将其缝合至吊带2;然后重复操作,在已经缝合的第四袋身加强块64上缝合第四加强带74。如此,完成第二吊带22的加工,之后紧接加工下一第一吊带21,如此循环。
61.图7a
‑
7d示出了缝制装置100中的吊把布缝制工位和吊带袋底缝制工位的示意图。
如图7a所示,在吊带缝制机101的下游紧接的位置,设置袋底工装220,其具有圆形的上支撑表面,用于在其上支撑圆形的袋底3。而且,袋底工装220可绕其轴向回转运动。吊带袋底缝制机103设置在袋底工装220的上方,如图3所示,其可以是两个平行设置的缝制机,用于将吊带2在其上的袋底加强块8的位置处缝合至袋底3。图中示出了a、b、c、d四个中心对称的位置,对应袋底加强块8的四个缝合位置。
62.首先缝合第一吊带21。如图7a所示,第一吊带21向前输送,当位于吊带21的第一端部的第一袋底加强块81到达袋底工装220的a位置时停止输送,吊带袋底缝制机103运作,将袋底3与第一袋底加强块81缝合。之后,第一吊带21继续向前输送,同时袋底工装220开始逆时针旋转。当第一吊带21输送到一定位置时,如图7b所示,吊带停止输送、袋底工装220停止转动,此时,第一吊带21的位于两个袋身加强块61和62之间的部分行进至吊把布缝制机221的位置,吊把布缝制机221是吊带缝制机101的一部分,其位于上述第三袋底加强块下料机208的位置(即,缝合第一袋底加强块81的工位)与袋底工装220之间,用于在第一吊带21的这一部分的外侧包裹和缝合吊把布5,这一部分将形成集装袋的一个吊耳。完成吊把布5的缝合后,第一吊带21继续向前输送,同时袋底工装220继续逆时针旋转,当旋转到270
°
(相对于图7a的初始位置)时,如图7c所示,第一吊带21上的位于中间部位的第二袋底加强块82和位于第二端部的第三袋底加强块83分别到达b、d两位置。随后,吊带袋底缝制机103运作,将袋底3与第二、第三袋底加强块82、83缝合。此时完成第一吊带2与袋底3的缝合。
63.然后缝合第二吊带22,其加工流程与第一吊带21基本一致,下面仅描述区别。第二吊带22向前输送,当其端部(注意其上无袋底加强块,但与第一吊带21上的第一袋底加强块81的位置对应)到达袋底工装220的d位置时停止输送,吊带袋底缝制机103运作,将袋底3与第二吊带22的端部在位置d缝合,在该位置d存在第一吊带21上的第三袋底加强块83。之后,第二吊带22继续被向前输送,同时袋底工装220开始顺时针旋转。当第二吊带22输送到一定位置时,吊带停止输送、袋底工装220停止转动,此时,第二吊带22的位于两个袋身加强块63和64之间的部分行进至吊把布缝制机221的位置,吊把布缝制机221在第二吊带22的这一部分的外侧包裹和缝合吊把布5,这一部分将形成集装袋的另一个吊耳。完成吊把布5的缝合后,第二吊带22继续向前输送,同时袋底工装220继续顺时针旋转,当旋转到270
°
(相对于图7c的初始位置)时,如图7d所示,第二吊带22上的第四袋底加强块84到达c位置,与此同时,第二吊带22的另一端部(注意其上无袋底加强块,但与第一吊带21上的第三袋底加强块83的位置对应)到达袋底工装220的a位。随后,吊带袋底缝制机103运作,将袋底3在c位置和a位置分别与第四袋底加强块84和第二吊带22的另一端部缝合。此时完成袋底吊带组件的加工,如上文所述,其将被袋底转运机113转运至主体工装112上。之后,袋底工装220清空,接收下一袋底3,进行下一袋底吊带组装工序。
64.需说明,虽然以上描述是针对图6a和图6b所示的不同吊带,但其仅为本发明的一种优选和示例性的实施例,本发明并不限于此。本领域技术人员可基于本发明教导获得其他吊带袋底连接方案,例如,两个吊带的结构可以一致,均为具有两个袋底加强块,一个位于端部、一个位于中间,二者可位于两个袋身加强块同一侧,也可以位于相反侧;又例如,两个吊带的结构均为图6a所示具有三个袋底加强块的形式,或均为图6b所示具有一个袋底加强块的形式。以上变形方案均可属本发明保护范围。
65.图8示出了吊把布缝制工位的示意图。在该工位设置吊把布缝制机221和吊把布包
裹机222。吊把布缝制机221可沿轨道在竖直方向、平行于吊带的方向、垂直于吊带的方向三个正交方向上移动。吊把布包裹机222包括支撑器223、折叠器224和压轮225。如图9a所示,支撑器223为沿吊带布置方向延伸的平板形构件,其上表面用于支撑吊带2。支撑器223的中间设有沟槽226。两个折叠器224铰接在支撑器223的两个边缘处。
66.图9b示出吊把布5被供应至支撑器223的表面,吊带2被供应至吊把布5的上方,吊把布5具有位于吊带2下方且与之重叠的中间部分,以及位于中间部分两侧超出吊带2并位于折叠器224上方的两个侧翼部分。在图9b状态下,可操作驱动机构,驱动两个折叠器224向上翻折,折叠器224的端部推动两个侧翼部分移动到吊带2的上方。图9c示出折叠后的状态,两个侧翼部分的边缘相接,覆盖吊带2的上方,由此,吊把布5完全包裹吊带2的上下表面。之后将折叠器224复位。
67.然后,图8所示的压轮225被驱动移动至两个侧翼部分之间的缝隙位置,并下降推动吊带2的中间部分连同两侧的吊把布5进入支撑器223的沟槽226内,使吊带2对折。驱动压轮225可沿着吊带2方向在沟槽223中移动,使吊带2整体完成对折。折叠后的吊带2形成六层层叠结构,第1、3、4、6层为吊把布5,第2、4层为吊带2,如图9d所示。吊把布缝制机221启动工作,在折叠的吊带2的大致中间位置处施加缝纫线,将六层层叠结构的吊把布5和吊带2缝合在一起。基于这一六层层叠缝合结构,吊带2和吊把布5的强度得到明显增强。
68.本文参照优选的实施例详细描述了本发明的示范性实施方式,然而本领域技术人员可理解的是,在不背离本发明构思的前提下,可以对上述具体实施例做出多种变型和改型,且可以对本发明提出的各种技术特征、结构进行多种组合,而不超出本发明的保护范围,本发明的保护范围由所附的权利要求确定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。