1.本发明属于管构件成型技术领域,涉及一种碳纤维增强铝合金层管构件成型技术,特别是涉及一种碳纤维增强铝合金层管构件成形工艺及成形模具。
背景技术:
2.(一)名词解释:
3.纤维金属层板(fiber metal laminates,简称fmls):由金属薄板、纤维材料和连接剂依次铺贴后,在特定温度和压力条件下固化而成的夹层材料。
4.层管构件:以管材为原始胚料经冲压加工制备而来的一类具有薄壁特征的零件。
5.碳纤维预浸料:通过高温高压技术将环氧树脂复合在碳纤维上形成的材料。
6.模压成形:将一定量的预浸料放入成形温度下的模具型腔中,然后刚性凸模与凹模闭合加压,而使其成形并固化的工艺。
7.固体颗粒介质成形技术(方式):利用固体颗粒代替刚性凸模的作用对板料进行软模成形;其中,固体颗粒介质为承压能力强、流动性能好的微小颗粒。
8.(二)技术背景
9.在轻量化设计和制造中,材料设计和结构设计是实现轻量化的两大基本思路。在材料设计方面,优质轻质合金材料(如铝合金、镁合金、钛合金)已经得到了广泛的应用,复合材料以其独特的性能正在得到广泛关注。在结构设计方面,薄壁结构零件具有明显的轻量化效果,历来是轻量化设计中的首选结构。纤维金属层板材料兼具有金属材料和纤维增强复合材料的特点,纤维金属层板构件与等体积铝合金构件相比减重25%以上,而成本仅为等体积纤维增强复合材料构件的1/3左右,同时还具有高强度、高损伤容限、耐腐蚀等良好的服役性能,在航空航天、汽车制造、轨道交通、五金电子等各个领域具有广阔的应用前景和开发潜力。
10.目前,纤维金属层板的成形方式主要有两种工艺思路:第一种是分别成形加工金属及纤维,经表面处理后将金属和纤维分层铺设,再利用连接方式将其粘接为纤维金属层板,而后利用热压罐工艺进行固化制成目标结构件;第二种是先将金属板与纤维层粘接成纤维金属层板,再利用传统塑性成形工艺(如冲压成形)加工成目标零件。其中,第一种成形思路的关键点是利用热压罐工艺进行固化,但是,热压罐投资成本较大,用于批量不大的小构件生产成本太高;而且液压成形工艺在高温高压条件下液体密封存在极大的困难,且高温条件下液体介质化学物理稳定性差给工艺过程带来了极大的安全隐患。第二种成形思路能够发挥传统冲压工艺便捷高效的优点,通常采用热压罐工艺、热模压工艺和轧制工艺,但是,难以通过二次加工成形大曲率层管构件,距离传统金属板材冲压成形质量仍有较大差距。
11.目前,纤维金属层板的制备技术已经相对成熟,但是现有制备技术制得的纤维金属层板一般属于半成品材料,往往需要进行二次加工才能制得能够使用的零部件。传统的金属冲压加工须利用金属材料的塑性变形,但是金属材料和纤维材料的塑性存在差异,现
有纤维金属层板/管中的纤维几乎不具备塑性,使得复合层板/管在二次加工中各层之间的变形难以协调,很容易造成褶皱、分层分裂等缺陷,给该产品的二次加工带来了巨大难题,在很大程度上制约了该类复合层管构件走向更广的应用领域,只能在少数场景有应用价值。因此,在此基础上开发层管构件的制备技术,将纤维金属层管构件推广至更多应用场景具有重大意义。
12.目前发展较为成熟的层管构件成形工艺有滚弯成形工艺、热压成形工艺及冲压成形工艺。滚弯成形工艺存在构件成形质量低和回弹变形两大问题;热压成形工艺容易产生界面分层和孔隙等缺陷,严重的会发生层板剥离;冲压成形工艺无法在较厚的纤维金属层板上成形小弯曲半径,只能通过选用最薄的层板分步冲压后胶接固化的工艺来避免分层和纤维脱粘。在实际工艺过程中,由于纤维延伸率较低,无法成形大曲率、复杂结构的复合层管构件。
技术实现要素:
13.本发明的目的是提供一种碳纤维增强铝合金层管构件成形工艺及成形模具,以解决上述现有技术存在的纤维金属二次加工困难、使用场景受限的问题,为纤维金属层管构件成形提出“铝合金内、外管坯热处理
→
铝合金外管坯软模成形
→
碳纤维预浸料和外层铝合金管成形件层铺(铺贴)
→
碳纤维增强铝合金层管预成形件复合压制
→
卸模”的工艺路线,可依据不同系列的铝合金所具备的塑性性能和冶金结合性能,开发细致的复合成形工艺过程,实现层管构件复合成形一体化制备方案。
14.为实现上述目的,本发明提供了如下方案:
15.本发明提供一种碳纤维增强铝合金层管构件成形工艺,包括:
16.对铝合金外管坯和铝合金内管坯热处理;
17.对热处理后的铝合金外管坯进行软模预成形,以形成铝合金外管预成形件;
18.将碳纤维预浸料按照所述铝合金外管预成形件的形状层铺,然后将铝合金内管坯放置于已层铺好所述碳纤维预浸料的所述铝合金外管预成形件内,以将所述碳纤维预浸料夹持于所述铝合金外管预成形件与所述铝合金内管坯之间,形成碳纤维增强铝合金层管预成形件;
19.采用固体颗粒介质成形技术(方式)对所述碳纤维增强铝合金层管预成形件进行复合压制,形成碳纤维增强铝合金层管构件;并在所述碳纤维增强铝合金层管构件形成后,继续向所述碳纤维增强铝合金层管构件的铝合金内管施加压力,以使所述碳纤维预浸料中的树脂完全浸润碳纤维;
20.保持所述碳纤维增强铝合金层管构件形成后,继续向所述碳纤维增强铝合金层管构件施加的压力,即在对所述碳纤维增强铝合金层管构件继续施加压力的同时,并对所述碳纤维增强铝合金层管构件进行加热并保温;其中,加热升温阶段所述树脂熔融,并与碳纤维浸润充分;加热至高温阶段,所述树脂固化,同时实现对铝合金内管成形件和/或铝合金外管成形件的人工时效处理;
21.所述碳纤维增强铝合金层管构件保温完成后进行冷却;冷却完毕之后,对所述铝合金内管成形件卸载,取出所述碳纤维增强铝合金层管构件。
22.可选的,采用固溶工艺对所述铝合金外管坯进行所述热处理。
23.可选的,按照固溶温度450℃~560℃、固溶时间15min~120min的热处理工艺参数对所述铝合金内管坯、所述铝合金外管坯进行固溶处理。
24.可选的,对所述碳纤维增强铝合金层管预成形件进行复合压制之前,先更换模具单独对铝合金内管坯进行成形,并获取铝合金内管坯的成形压力数据,以在复合压制阶段参照所述成形压力数据对所述碳纤维增强铝合金层管预成形件施加压力。
25.可选的,采用固体颗粒介质成形技术对热处理后的铝合金外管坯进行软模预成形。
26.可选的,所述碳纤维增强铝合金层管预成形件形成于模具之外。
27.可选的,所述碳纤维预浸料在所述铝合金外管预成形件的内侧层铺好之后,利用真空压力机将所述碳纤维预浸料与所述铝合金外管预成形件之间抽真空,以对所述碳纤维预浸料进行半固化处理。
28.可选的,所述碳纤维增强铝合金层管构件形成后,所述树脂的固化温度为180℃~230℃,所述树脂的固化时间为175min~230min,施加于所述树脂的固化压力为1mpa~6mpa。
29.可选的,将所述碳纤维增强铝合金层管构件及复合压制模具放置于加热炉或加热箱内进行加热并保温。
30.可选的,对所述碳纤维增强铝合金层管构件进行加热时的升温速率为3℃/min~5℃/min。
31.可选的,对所述碳纤维增强铝合金层管构件进行加热时的升温速率为1.5℃/min。
32.可选的,对所述碳纤维增强铝合金层管预成形件进行复合压制时所采用的固体颗粒为直径0.3mm~0.6mm的二氧化硅颗粒或陶瓷颗粒。
33.可选的,在对所述碳纤维增强铝合金层管预成形件进行复合压制之前,先将进行复合压制的模具升温至第一温度,然后等待所述模具的温度降至第二温度后,再将所述碳纤维增强铝合金层管预成形件装入所述模具内进行所述复合压制。
34.可选的,所述第一温度为90℃~100℃,所述第二温度为70℃~80℃。
35.可选的,在所述碳纤维增强铝合金层管预成形件形成之前还包括:通过丙酮去除所述铝合金外管预成形件以及铝合金内管坯表面的油污。
36.可选的,在去除所述铝合金外管预成形件以及所述铝合金内管坯表面的油污之后,对所述碳纤维增强铝合金层管预成形件形成之前还包括:对所述铝合金外管预成形件以及所述铝合金内管坯依次进行naoh碱洗、hno3脱氧和磷酸阳极氧化处理。
37.同时,本发明提出一种碳纤维增强铝合金层管构件成形模具,用于铝合金外管坯软模预成形以及对碳纤维增强铝合金层管预成形件进行复合压制的过程中,其特征在于,包括:
38.型腔模具,所述型腔模具包括多种具备不同形状且能够相互替换的型腔本体;所述型腔本体内用于放置待压件和固体颗粒介质,其中,所述待压件包括所述铝合金外管坯和所述碳纤维增强铝合金层管预成形件;
39.压头,所述压头位于所述型腔模具的上方,所述压头用于与所述固体颗粒介质和对应的所述型腔本体配合;
40.紧固组件,所述紧固组件包括自上而下依次设置的紧固螺栓、紧固顶板、紧固滑
板、紧固弹簧、紧固支架和紧固底座;所述型腔模具设置于所述紧固底座的上方;所述紧固支架固定设置于所述紧固底座的上方,且所述紧固支架位于所述型腔模具的外周;所述紧固滑板滑动套设于所述紧固支架上,且所述紧固滑板位于所述压头的上方;所述紧固弹簧套设于所述紧固支架上,且所述紧固弹簧的两端分别与所述紧固滑板和所述紧固底座相抵;所述紧固顶板固定于所述紧固支架的顶端,所述紧固螺栓贯穿所述紧固顶板设置,并与所述紧固顶板螺纹连接,所述紧固螺栓能够推动所述紧固滑板下行,以下压所述压头。
41.本发明相对于现有技术取得了以下技术效果:
42.本发明提供的碳纤维增强铝合金层管构件成形工艺,为纤维金属层管构件成形提出了“铝合金内、外管坯热处理
→
铝合金外管坯软模成形
→
碳纤维预浸料和外层铝合金管成形件层铺(铺贴)
→
碳纤维增强铝合金层管预成形件复合压制(包含装模)
→
卸模”的工艺路线,可依据不同系列的铝合金所具备的塑性性能和冶金结合性能,开发细致的复合成形工艺过程,实现层管构件复合成形一体化制备方案,尤其适用于制备异形截面纤维金属层管构件制备,解决纤维金属层管二次加工困难问题,扩大纤维金属复合材料应用范围,为复杂形状纤维金属层管复合材料成形提供参考,在复合零件的同时解决层管构件成形的问题。
43.此外,本发明提供的碳纤维增强铝合金层管构件成形工艺先对金属管坯预成形,可保证成形层管构件的质量;设计可替换不同型腔形状的成形模具,减少产品投资,适用于小批量复杂截面管件的生产;采用固体颗粒作为传压介质,具有传热、传压均匀,耐热,易密封等优点。同时,固体颗粒介质成形技术适用于小批量构件的生产,固体颗粒介质可以在各个方向上为复合压制过程提供可靠的层板贴合压力和树脂固化压力,而且颗粒介质加载便捷、易于密封、耐热性强;其次,先预成形金属板坯后复合压制纤维层和金属层的方案避开了金属层和纤维层协调变形的问题,可以有效避免层板成形中存在的各类问题,实用性强;树脂固化的过程同时实现铝合金管件的时效处理,两个工艺过程合二为一,可有效减少能耗。
44.本发明提出的成形模具,结构布置合理,便于拆装,可用于实施包含上述碳纤维增强铝合金层管构件成形工艺在内的多种层管构件成形工艺,尤其适用于异形截面纤维金属层管构件制备。
附图说明
45.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
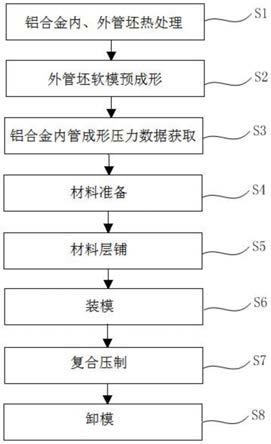
46.图1为本发明实施例所公开的碳纤维增强铝合金层管构件成形工艺的流程示意图;
47.图2为本发明实施例所公开的铝合金外管坯成形前的状态结构示意图;
48.图3为本发明实施例所公开的碳纤维增强铝合金层管预成形件的结构示意图;
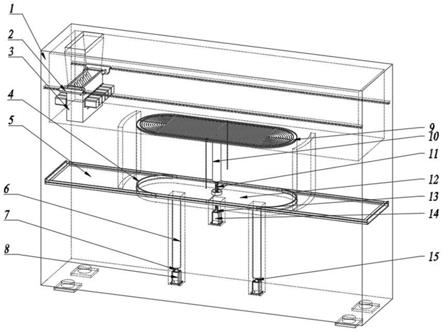
49.图4为本发明实施例所公开的复合压制过程的状态结构示意图;
50.图5为本发明实施例所公开的碳纤维增强铝合金层管构件树脂固化状态的结构示
意图。
51.其中,附图标记为:压头1、型腔模具2、铝合金外管坯3、固体颗粒介质4、铝合金外管预成形件5、碳纤维预浸料6、铝合金内管坯7、紧固螺栓8、紧固顶板9、紧固滑板10、紧固弹簧11、紧固支架12、碳纤维增强铝合金层管预成形件13、紧固底座14、碳纤维增强铝合金层管构件15。
具体实施方式
52.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
53.本发明的目的之一是提供一种碳纤维增强铝合金层管构件成形工艺,以解决现有技术存在的纤维金属二次加工困难、使用场景受限的问题,为纤维金属层管构件成形提出“金属管件预成形
→
纤维层铺贴
→
层管构件复合压制”的工艺路线,可依据不同系列的铝合金所具备的塑性性能和冶金结合性能,开发细致的复合成形工艺过程,实现层管构件复合成形一体化制备方案。
54.本发明的另一目的还在于提供一种可用于实施上述碳纤维增强铝合金层管构件成形工艺的成形模具。
55.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
56.实施例一
57.如图1
‑
5所示,本实施例提供一种碳纤维增强铝合金层管构件成形工艺,具体包括如下工艺路线:
58.s1)对铝合金外管坯3和铝合金内管坯6进行热处理:可按照固溶温度450℃
‑
560℃、固溶时间15min
‑
120min热处理工艺参数对铝合金外管坯3和铝合金内管坯6进行固溶水淬处理,以提高板材的延伸率、降低变形抗力。本实施例中,铝合金外管坯3和铝合金内管坯6可优选采用6系铝合金制作。
59.s2)对热处理后的铝合金外管坯3进行软模预成形:将铝合金外管坯3放置于型腔模具2内,并在铝合金外管坯3内添加固体颗粒介质4,可利用液压机加载压头1实现铝合金外管坯软模预成形,并形成铝合金外管预成形件5。
60.s3)铝合金内管成形压力数据获取:由于后续复合压制阶段对成形品质影响比较大,施加压力过小,影响铝合金内管成形质量;当成形压力过大时,树脂在尚未来得及浸润碳纤维丝束时,就被迅速挤出构件外,造成浸润不良,也可能导致碳纤维预浸料断裂。因此,在此阶段需更换型腔模具2,以对铝合金内管坯预先进行一次铝合金内管成形,并获取成形压力数据。
61.s4)材料准备阶段:将压头1、型腔模具2以及紧固组件组装后,连同固体颗粒介质4放置于加热炉中加热至90℃~100℃。同时,利用丙酮除去铝合金外管预成形件5和铝合金内管坯7的表面油污,并依次进行naoh碱洗、hno3脱氧和磷酸阳极氧化处理,以提高管件壁面的粘结强度。
62.s5)材料层铺:为方便层铺碳纤维,提高模具温度控制准确性,层铺过程在成形模具之外进行。将预先制备好的碳纤维预浸料6按照铝合金外管预成形件5形状层铺在其内壁面,因为碳纤维预浸料6本身具有一定黏度,所以能够大致铺出成形形状。碳纤维预浸料6层铺完成之后,为防止成形过程中固体颗粒介质4从边缘进入到碳纤维层底部以及纤维层出现褶皱,可利用真空压力机将碳纤维预浸料6与铝合金外管预成形件5之间抽取真空,进行半固化处理。然后将铝合金内管坯放置于已经层铺好碳纤维预浸料6的铝合金外管预成形件5内,以使碳纤维预浸料6夹持于铝合金外管预成形件5与铝合金内管坯7之间,形成碳纤维增强铝合金层管预成形件。其中,上述铝合金内管坯与上述工艺3)中的铝合金内管坯为不同的两个管坯,但两个内管坯所要成形的形状是相同的,工艺3)中的铝合金内管坯成形是为了该工艺5)中铝合金内管坯的成形提供参数参考。
63.s6)装模阶段:材料层铺完成后,从加热炉中取出工艺4)中组装好的成形模具整体。为使碳纤维预浸料14中的树脂初步熔化,进一步与铝合金管件的管壁粘结,待成形模具冷却至80℃,将层铺好的碳纤维增强铝合金层管预成形件13放入型腔模具2内,然后依次向铝合金内管坯7内放置固体颗粒介质4和压头1。
64.s7)复合压制阶段:装模完成后,安装工艺3)获取的内管成形压力参数,由液压机向压头1提供压力,使铝合金内管坯7成形为与型腔模具2形状匹配的铝合金内管,此过程中,碳纤维增强铝合金层管预成形件13内的碳纤维预浸料6和铝合金外管预成形件5同步成形,以使碳纤维增强铝合金层管预成形件13成形为相应的层管构件,即成形为碳纤维增强铝合金层管构件15。之后进入树脂固化阶段:层管构件形成后,液压机卸载,再利用紧固组件为压头1提供1mpa~6mpa的压力,将压头1、型腔模具2、固体颗粒介质4和碳纤维增强铝合金层管构件放置于紧固支架12内,依次安装紧固弹簧11,紧固滑板10、紧固顶板9和紧固螺栓8,通过旋转紧固螺栓8对紧固滑板10施加压力,进而对压头1施加压力,紧固弹簧11可调整施加压力,避免压力过高,同时紧固弹簧11还起到对紧固滑板10复位的作用。通过紧固组件原位对碳纤维增强铝合金层管构件继续施压,可促使碳纤维预浸料6中的树脂完全浸润碳纤维,提高树脂对铝合金表面微孔的渗透和扩散作用。再之后,将组装后成形模具及紧固组件再次放入加热炉中,一种情况下,可以1.5℃/min的升温速率加热至180℃,保温200min,升温阶段碳纤维预浸料6中的树脂在较低的反应速度下熔融,与碳纤维浸润充分;高温阶段,碳纤维预浸料6中的树脂充分固化,同时高温阶段可以实现6系铝合金管件,即铝合金外管预成形件5和铝合金内管的人工时效处理,以提高层管构件的使用强度。另一种情况下,将组装后成形模具及紧固组件再次放入加热炉中后,可以1.5℃/min的升温速率加热至190℃,保温230min。还可以有一种情况是,在将组装后成形模具及紧固组件再次放入加热炉中后,以2℃/min的升温速率加热至230℃,保温180min。
65.s8)卸模阶段:层管构件在加热炉中保温完成后,等待模具冷却至常温。模具冷却完成后,紧固组件卸载,从而可取下压头1,取出固体颗粒介质4与形成的碳纤维增强铝合金层管构件。最后将碳纤维增强铝合金层管构件边缘进行修剪即得到最终零件。
66.本实施例中,根据材料类型与管件厚度的不同,上述工艺s7)中固化温度大致范围优选为180℃~230℃,固化过程中保持在压头1上的压力大致范围优选为1mpa~6mpa。
67.本实施例中,上述工艺s2)和s7)均优选采用固体颗粒介质成形技术对热处理后的铝合金外管坯3进行软模预成形、对碳纤维增强铝合金层管预成形件进行复合压制成形。其
中,固体颗粒介质4可以优选直径0.3mm~0.6mm的二氧化硅颗粒或陶瓷颗粒,加压过程模具的缝隙中会进入颗粒,但因为固体颗粒之间相互摩擦作用最终会起到封闭作用的。
68.本实施例中,当型腔模具2选用如图2、4所示的具备双凹环结构时,可实现双凸环状碳纤维增强铝合金层管构件的制备,扩大了纤维金属层管应用范围。同时,预成形阶段铝合金采用了固溶处理,提高了塑性性能;利用压力自锁装置实现固化压力保持,简单便捷;复合压制过程中融合树脂固化和铝合金人工时效,巧妙综合了铝合金低温变形热处理和碳纤维增强铝合金层管构件制备技术,提高复合构件使用强度,实现高质量复合层管构件的成形制备。
69.本实施例中,在复合压制过程中,应用了固体颗粒介质软模成形技术。固体颗粒介质传热、传压均匀,耐热,易密封,而且具有流动性,压力过大的位置颗粒会向压力较低部位流动而防止过载,同时利用流动性,提高了细微部位的成形精度,避免了模压成形中填充异形截面部位困难的问题。
70.本实施例设计了“铝合金内、外管坯热处理
→
铝合金外管坯软模成形
→
碳纤维预浸料和外层铝合金管成形件层铺
→
碳纤维增强铝合金层管预成形件复合压制
→
卸模”的纤维增强金属层管构件复合成形一体化工艺方案。先预成形后复合压制的方案避开了金属层和纤维层协调变形的问题,可以有效避免层板成形中存在的纤维层断裂等问题,提高了碳纤维增强铝合金构件的应用范围。
71.本实施例将复合构件放在一定温度的加热炉中,这一特定温度既保证了纤维层之间及纤维层与铝合金构件间充分结合,同时在这一特定温度下,铝合金内管坯和铝合金外管坯无论选用7系铝合金管材还是6系铝合金管材,均能够达到其时效温度,保证了复合构件的使用强度。
72.本实施例采用固体颗粒介质成形技术实现层管构件的复合压制,与液压成形相比无需密封,没有污染,固体颗粒介质可循环使用,符合低碳环保要求;颗粒介质软模成形工艺,具有传热、传压均匀,密封性好等优点。由于只需要更换不同具有不同形状型腔的成形模具,减少了产品投资,可用于小批量大曲率构件生产。
73.本实施例中所涉及的碳纤维增强铝合金层管构件成形模具,可用于铝合金外管坯软模预成形以及对碳纤维增强铝合金层管预成形件进行复合压制和碳纤维增强铝合金层管构件树脂固化的过程中,包括压头1、型腔模具2和紧固组件。其中,型腔模具2包括多种具备不同形状且能够相互替换的型腔本体;型腔本体内用于放置待压件和固体颗粒介质4,其中,待压件包括铝合金外管坯3和碳纤维增强铝合金层管预成形件13。压头1位于型腔模具2的上方,用于与固体颗粒介质4和对应的型腔本体配合。紧固组件包括自上而下依次设置的紧固螺栓8、紧固顶板9、紧固滑板10、紧固弹簧11、紧固支架12和紧固底座14;型腔模具2设置于紧固底座14的上方;紧固支架12固定设置于紧固底座14的上方,且紧固支架12位于型腔模具2的外周;紧固滑板10滑动套设于紧固支架12上,且紧固滑板10位于压头1的上方;紧固弹簧11套设于紧固支架12上,且紧固弹簧11的两端分别与紧固滑板10和紧固底座14相抵或连接;紧固顶板9固定于紧固支架12的顶端,紧固螺栓8贯穿紧固顶板9设置,并与紧固顶板9螺纹连接,紧固螺栓8能够推动紧固滑板10下行,以下压压头1。
74.上述碳纤维增强铝合金层管构件成形模具,结构布置合理,便于拆装,可用于实施包含上述碳纤维增强铝合金层管构件成形工艺在内的多种层管构件成形工艺,尤其适用于
异形截面纤维金属层管构件制备。
75.需要说明的是,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
76.本发明中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。