技术特征:
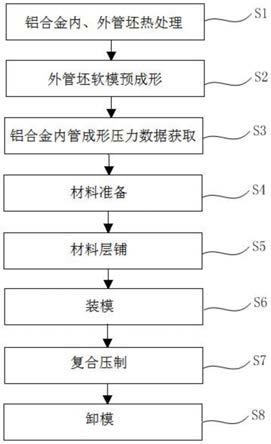
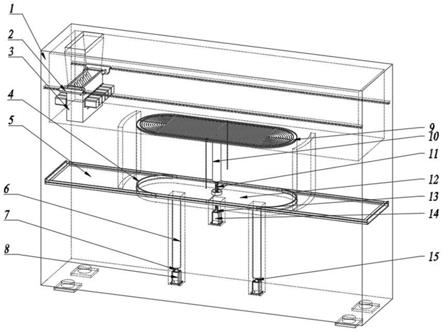
1.一种碳纤维增强铝合金层管构件成形工艺,其特征在于,包括:对铝合金内管坯和铝合金外管坯热处理;对热处理后的铝合金外管坯进行软模预成形,以形成铝合金外管预成形件;将碳纤维预浸料按照所述铝合金外管预成形件的形状层铺,然后将铝合金内管坯放置于已层铺好所述碳纤维预浸料的所述铝合金外管预成形件内,以将所述碳纤维预浸料夹持于所述铝合金外管预成形件与所述铝合金内管坯之间,形成碳纤维增强铝合金层管预成形件;采用固体颗粒介质成形方式对所述碳纤维增强铝合金层管预成形件进行复合压制,形成碳纤维增强铝合金层管构件,并继续保持向所述碳纤维增强铝合金层管构件的铝合金内管施加压力,以使所述碳纤维预浸料中的树脂完全浸润碳纤维;在对所述碳纤维增强铝合金层管构件继续施加压力的同时,对所述碳纤维增强铝合金层管构件进行加热并保温;所述碳纤维增强铝合金层管构件保温完成后进行冷却;冷却完毕之后,对所述碳纤维增强铝合金层管构件卸载,取出所述碳纤维增强铝合金层管构件。2.根据权利要求1所述的碳纤维增强铝合金层管构件成形工艺,其特征在于,采用固溶工艺对所述铝合金外管坯和所述铝合金内管坯进行所述热处理。3.根据权利要求2所述的碳纤维增强铝合金层管构件成形工艺,其特征在于,按照固溶温度450℃~560℃、固溶时间15min~120min的热处理工艺参数对所述铝合金外管坯和所述铝合金内管坯进行固溶处理。4.根据权利要求1所述的碳纤维增强铝合金层管构件成形工艺,其特征在于,对所述碳纤维增强铝合金层管预成形件进行复合压制之前,先更换模具单独对所述铝合金内管坯进行成形,并获取所述铝合金内管坯的成形压力数据,以在复合压制阶段参照所述成形压力数据对所述碳纤维增强铝合金层管预成形件施加压力。5.根据权利要求1所述的碳纤维增强铝合金层管构件成形工艺,其特征在于,采用固体颗粒介质成形方式对热处理后的铝合金外管坯进行软模预成形。6.根据权利要求1所述的碳纤维增强铝合金层管构件成形工艺,其特征在于,所述碳纤维增强铝合金层管预成形件形成于进行复合压制的模具之外。7.根据权利要求1所述的碳纤维增强铝合金层管构件成形工艺,其特征在于,所述碳纤维预浸料在所述铝合金外管预成形件的内侧层铺好之后,将所述碳纤维预浸料与所述铝合金外管预成形件之间抽真空,以对所述碳纤维预浸料进行半固化处理。8.根据权利要求1所述的碳纤维增强铝合金层管构件成形工艺,其特征在于,所述碳纤维增强铝合金层管构件形成后,所述树脂的固化温度为180℃~230℃,所述树脂的固化时间为175min~230min,施加于所述树脂的固化压力为1mpa~6mpa。9.根据权利要求1所述的碳纤维增强铝合金层管构件成形工艺,其特征在于,对所述碳纤维增强铝合金层管预成形件进行复合压制时所采用的固体颗粒为直径0.3mm~0.6mm的二氧化硅颗粒或陶瓷颗粒。10.一种碳纤维增强铝合金层管构件成形模具,用于铝合金外管坯软模预成形以及对碳纤维增强铝合金层管预成形件进行复合压制的过程中,其特征在于,包括:型腔模具,所述型腔模具包括多种具备不同形状且能够相互替换的型腔本体;所述型
腔本体内用于放置待压件和固体颗粒介质,其中,所述待压件包括所述铝合金外管坯和所述碳纤维增强铝合金层管预成形件;压头,所述压头位于所述型腔模具的上方,所述压头用于与所述固体颗粒介质和对应的所述型腔本体配合;紧固组件,所述紧固组件包括自上而下依次设置的紧固螺栓、紧固顶板、紧固滑板、紧固弹簧、紧固支架和紧固底座;所述型腔模具设置于所述紧固底座的上方;所述紧固支架固定设置于所述紧固底座的上方,且所述紧固支架位于所述型腔模具的外周;所述紧固滑板滑动套设于所述紧固支架上,且所述紧固滑板位于所述压头的上方;所述紧固弹簧套设于所述紧固支架上,且所述紧固弹簧的两端分别与所述紧固滑板和所述紧固底座相抵;所述紧固顶板固定于所述紧固支架的顶端,所述紧固螺栓贯穿所述紧固顶板设置,并与所述紧固顶板螺纹连接,所述紧固螺栓能够推动所述紧固滑板下行,以下压所述压头。
技术总结
本发明公开一种碳纤维增强铝合金层管构件成形工艺及成形模具,为纤维金属层管构件成形提出了“铝合金内、外管坯热处理
技术研发人员:董国疆 张学健 朱良金 杨卓云
受保护的技术使用者:燕山大学
技术研发日:2021.09.15
技术公布日:2021/12/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。