1.本发明涉及增材制造技术领域,具体涉及一种可定量选区双向铺粉的大型细长类零件打印设备。
背景技术:
2.在现有的粉床打印中,传统双向铺粉装置采用撞击换向的方式,影响刮刀的工作精度,降低设备的使用周期,提高了日常维修次数,从而影响了打印效率,增加成本;同时,传统铺粉装置通过漏粉槽全区域送粉,粉末用量大,造成粉材浪费;传统打印基板为直径250mm的圆形基板,打印零件的尺寸受基板尺寸影响局限大,打印零件的形状也受到限制,无法适用于大型细长类零件(长宽比大于1,长度大于250mm的零件)的打印,增加了打印空间,提升了空间气氛保护的难度,影响了打印效率和打印设备的广泛使用;传统打印设备打印结束后人工进行粉末回收,无法实时回收粉末,造成粉材浪费,增加打印成本。
技术实现要素:
3.为了克服上述现有技术的缺点,本发明的目的在于提供一种可定量选区双向铺粉的大型细长类零件打印设备,可根据零件形状实现定量选区铺粉,提升双向铺粉的工作精度及稳定性,实现粉末回收利用,具有控制灵敏、结构稳定、降低成本等优点。
4.为实现上述目的,本发明采用以下技术方案:
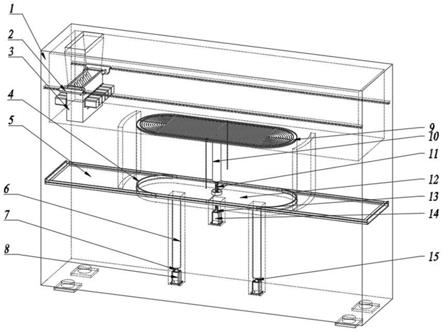
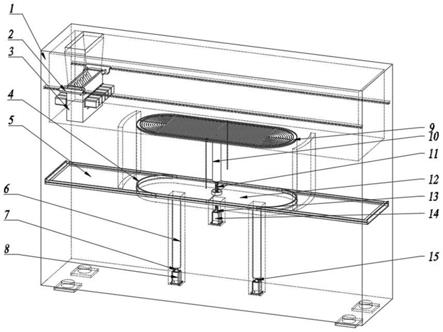
5.一种可定量选区双向铺粉的大型细长类零件打印设备,包括机架1,机架1上部和铺粉装置固定件2连接,铺粉装置固定件2上连接有铺粉装置3;
6.机架1底部对称安装有2个第一步进电机8,第一步进电机8和第一丝杠7底部连接,第一丝杠7与托板轴6连接,托板轴6顶部与第一落粉板12连接;
7.机架1内部中间位置连接有第二落粉板5,第二落粉板5中部与磁吸4连接,通过磁吸4实现与第一落粉板12连接;
8.机架1中部位置安装有第二步进电机14,第二步进电机14和第二丝杠11底部连接,第二丝杠11与基板轴10连接,基板轴10顶部与打印基板9连接。
9.所述的机架1上部设有落粉仓101;
10.机架1上部连接有托架槽102,托架槽102放置铺粉装置固定件2;
11.机架1内部设有第一电机槽105和第二电机槽108,第一电机槽105放置第一步进电机8,第二电机槽108放置第二步进电机14;
12.机架1的中部设有落粉板槽104,落粉板104两侧设有落粉板导轨109,落粉板槽104放置第二落粉板5;
13.机架1上部两侧开有清理槽106,清理槽106下端与第二落粉板5相通;
14.机架1上部中间设有打印基板槽103,打印基板槽103两侧设有打印基板导轨槽107;
15.机架1底部四个角位置设有机架底座1010,用于支撑整个机架1。
16.所述的铺粉装置3上部左右两侧各均布3个以上的落粉块302,在落粉仓101落粉时,粉末均布两侧;铺粉装置3中部左右两侧各均布3个以上的第一铺粉步进电机309,第一铺粉步进电机309与第一铺粉丝杠303相连,通过控制不同位置第一铺粉丝杠303的不同角度的转动,实现选区定量送粉;铺粉装置3下部布置第二铺粉步进电机305和第三铺粉步进电机3010;第二铺粉步进电机305和第二铺粉丝杠307底部连接,第二铺粉丝杠307头部插入第一铺粉刮刀308,实现第一铺粉刮刀308上下运动;第三铺粉步进电机3010和第三铺粉丝杠3012底部连接,第三铺粉丝杠3012头部插入第二铺粉刮刀3013,实现第二铺粉刮刀3013上下运动;通过协调第二铺粉步进电机305和第三铺粉步进电机3010控制,实现铺粉刮刀双向刮粉。
17.所述的打印基板9包括等距等径圆管901,等距等径圆管901通过打印支撑结构903连接;打印基板9四周开有打印基板孔902,便于与基板轴10连接;打印基板9两侧有打印基板导轨904,打印基板导轨904与打印基板导轨槽107配合;打印基板9底部开有打印基板槽905,打印基板槽905和第一落粉板12配合;打印基板9采用3d打印制造。
18.所述的基板轴10顶部设有支撑杆1001,支撑杆1001与打印基板孔902连接;基板轴10内部为基板轴轴内腔1002,基板轴轴内腔1002与第二丝杠11连接。
19.在打印开始前,第一步进电机8工作,托板轴6带动第一落粉板12上升,第一落粉板12嵌入打印基板槽905,为刚开始打印的粉末提供支撑;打印进行初始阶段,第二步进电机14工作,基板轴10带动打印基板9逐层下降,第一步进电机8工作,托板轴6带动第一落粉板12同步下降,实现分层打印成形;打印进行一段时间后,第二步进电机14工作,基板轴10带动打印基板9逐层打印后下降;打印件底部成形,第一步进电机8工作速度加快,托板轴6带动第一落粉板12下降到落粉板槽102位置,通过磁吸4与第二落粉板5接合,实现实时接粉,对落粉板板中的粉末进行过筛等操作,实现粉末循环利用;当打印完成后,将机架1上表面细微残余的粉末通过清理槽106扫入第二落粉板5中,对第二落粉板5中的粉末进行过筛操作,实现粉末的循环利用。
20.本发明的有益效果为:
21.(1)本发明通过铺粉装置3可实现铺粉装置定量选区铺粉,减少粉末损耗,降低成本。
22.(2)本发明通过协调第二铺粉步进电机305和第三铺粉步进电机3010控制,实现电控双向铺粉,减少设备损耗,提升生产效率。
23.(3)本发明采用适用于大型细长零件的打印基板9,减少打印空间,进而减少气氛保护空间,提升生产效率,降低成本
24.(4)本发明打印基板9及第一落粉板6及其升降结构的独特设计,实现了粉末实时回收,降低成本。
附图说明
25.图1为本发明整体结构示意图。
26.图2为本发明机架1结构示意图。
27.图3为本发明铺粉装置3结构示意图。
28.图4为本发明打印基板9结构示意图。
29.图5为本发明整体结构除机架及铺粉装置示意图。
30.图6为本发明大型细长零件铺粉选区示意图。
具体实施方式
31.下面将结合附图和实施例对本发明做详细描述。
32.参照图1、图2,一种可定量选区双向铺粉的大型细长类零件打印设备,包括机架1,机架1上部和铺粉装置固定件2连接,铺粉装置固定件2上连接有铺粉装置3;
33.机架1底部对称安装有2个第一步进电机8,第一步进电机8通过第一联轴器15和第一丝杠7底部连接,第一丝杠7与托板轴6连接,托板轴6顶部与第一落粉板12连接,实现第一落粉板12上下运动;
34.机架1内部中间位置连接有第二落粉板5,第二落粉板5中部与磁吸4连接,通过磁吸4实现与第一落粉板12连接,用以收集打印完成后机架1上的残留粉末,以及在打印过程中由打印基板9漏下的粉,进行粉末回收;
35.机架1中部位置安装有第二步进电机14,第二步进电机14通过第二联轴器13和第二丝杠11底部连接,第二丝杠11与基板轴10连接,基板轴10顶部与打印基板9连接,实现打印基板9上下运动。
36.参照图2,所述的机架1上部设有落粉仓101;
37.机架1上部连接有托架槽102,托架槽102放置铺粉装置固定件2;
38.机架1内部设有第一电机槽105和第二电机槽108,第一电机槽105放置第一步进电机8,第二电机槽108放置第二步进电机14;
39.机架1的中部设有落粉板槽104,落粉板104两侧设有落粉板导轨109,落粉板槽104放置第二落粉板5;
40.机架1上部两侧开有清理槽106,清理槽106下端与第二落粉板5相通;
41.机架1上部中间设有打印基板槽103,打印基板槽103两侧设有打印基板导轨槽107;
42.机架1底部四个角位置设有机架底座1010,用于支撑整个机架1。
43.参照图3,所述的铺粉装置3上部左右两侧各均布6个落粉块302,在落粉仓101落粉时,粉末均布两侧;铺粉装置3中部左右两侧各均布6个第一铺粉步进电机309,第一铺粉步进电机309通过第一铺粉联轴器304与第一铺粉丝杠303相连,通过控制不同位置第一铺粉丝杠303的不同角度的转动,实现选区定量送粉;铺粉装置3下部布置第二铺粉步进电机305和第三铺粉步进电机3010;第二铺粉步进电机305通过第二铺粉联轴器306和第二铺粉丝杠307底部连接,第二铺粉丝杠307头部插入第一铺粉刮刀308,实现第一铺粉刮刀308上下运动;第三铺粉步进电机3010通过第三铺粉联轴器3011和第三铺粉丝杠3012底部连接,第三铺粉丝杠3012头部插入第二铺粉刮刀3013,实现第二铺粉刮刀3013上下运动;通过协调第二铺粉步进电机305和第三铺粉步进电机3010控制,实现铺粉刮刀双向刮粉。
44.参照图4、图5,所述的打印基板9包括等距等径圆管901,便于实时漏粉;等距等径圆管901通过打印支撑结构903连接;打印基板9四周开有打印基板孔902,便于与基板轴10连接;打印基板9两侧有打印基板导轨904,打印基板导轨904与打印基板导轨槽107配合;打印基板9底部开有打印基板槽905,打印基板槽905和第一落粉板12配合;打印基板9采用3d
打印制造。
45.参照图4、图5,所述的基板轴10顶部设有支撑杆1001,支撑杆1001与打印基板孔902连接,支撑打印基板9;基板轴10内部为基板轴轴内腔1002,基板轴轴内腔1002与第二丝杠11连接。
46.参照图1、图2、图3及图6,将大型细长类零件(长宽比大于1,长度大于250mm)的示意件置于打印基板9,开始铺粉前,落粉仓101落粉到铺粉装置3,基于零件形状,对零件形状进行分区;铺粉装置3工作,对应纵向布置12个第一铺粉电机309工作,第一铺粉丝杠303根据对应区域零件面积,控制第一铺粉丝杠303转动角度定量落粉,对应区域不在打印区域时,第一铺粉丝杠303迅速回转,与对应落粉块302形成密闭,对应区域不落粉,实现选区定量送粉。如图6所示,黑色实现区域为打印零件区域,传统送粉装置铺粉区域布满整个打印基板9平面,而虚线区域为本发明定量铺粉区域。
47.铺粉装置3由左极限位置向右极限位置铺粉时,第二铺粉步进电机305工作,第一铺粉刮刀308向下放出,第三铺粉步进电机3010工作,第二铺粉刮刀3013向上收回,进行刮粉;铺粉装置3由右极限位置向左极限位置铺粉时,第二铺粉步进电机305工作,第一铺粉刮刀308向上收回,第三铺粉步进电机3010工作,第二铺粉刮刀3013向下放出,进行刮粉,实现电控双向铺粉。
48.本发明的工作原理为:
49.在大型细长类零件(长宽比大于1,长度大于250mm)打印过程中,根据零件形状,基于铺粉装置3的特殊结构,由左右均布12个步进电机控制对应位置丝杠转动,实现选区定量送粉。根据铺粉刮刀与粉末出口运动相对位置,铺粉刮刀对应步进电机工作,协调控制铺粉刮刀实用,实现电控双向刮粉。
50.在打印开始前,第一步进电机8工作,托板轴6带动第一落粉板12上升,第一落粉板12嵌入打印基板槽905,为刚开始打印的粉末提供支撑;打印进行初始阶段,第二步进电机14工作,基板轴10带动打印基板9逐层下降,第一步进电机8工作,托板轴6带动第一落粉板12同步下降,实现分层打印成形;打印进行一段时间后,第二步进电机14工作,基板轴10带动打印基板9逐层打印后下降;打印件底部成形,第一步进电机8工作速度加快,托板轴6带动第一落粉板12下降到落粉板槽102位置,通过磁吸4与第二落粉板5接合,实现实时接粉,对落粉板板中的粉末进行过筛等操作,实现粉末循环利用;当打印完成后,将机架1上表面细微残余的粉末通过清理槽106扫入第二落粉板5中,对第二落粉板5中的粉末进行过筛等操作,实现粉末的循环利用。
51.上面结合附图对本发明的实施方式作了详细说明,但是本发明并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下做出各种变化,本发明的保护范围应该以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。