1.本发明涉及胶带技术领域,具体为一种可重工自排气的热减粘胶带及其制备方法。
背景技术:
2.随着科技的发展,自动化程度越来越高,生产工艺的稳定性和可持续性成为提高企业竞争力的重要手段。为保证高端电子产品在生产工艺上的连续性和稳定性,企业通常在制程中对电子元器件采取相关的保护措施。
3.目前,针对电子元器件的保护措施主要有以下两种:一种是低粘的压敏胶带,另一种是通过引入膨胀微球热失粘胶带。然而上述两种胶带均存在一定的弊端,首先对于表面粗糙的电子元器件低粘压敏胶带其粘附力差,且在制程过程中存在滑移的危险导致器件保护失效;而引入热膨胀微球失粘胶带其原理是胶层在受热后胶层里的微球体积会膨胀增大导致粘附力失效从而起到减粘的效果,然而此类胶带的表面通常粗糙不平,体积膨胀后胶层内部会存在气体导致胶层偏软,其受到外力作用后容易发生收缩或者滑移现象从而影响其稳定性。同时上述两种胶带热失粘后粘附力无法恢复,不可重复使用,造成资源浪费。
技术实现要素:
4.本发明的目的在于提供一种可重工自排气的热减粘胶带及其制备方法,以解决上述背景技术中提出的问题。本发明提出的可重工自排气的热减粘胶带在减粘前具有良好的粘性,温度提高到55
‑
60℃粘性失效,可被轻易移除,当温度降至室温后,粘性又可重新恢复,重复使用。
5.本发明提供了一种可重工自排气的热减粘胶带,包括基材和热减粘胶层,所述热减粘胶层由热减粘胶涂覆于所述基材上固化形成。
6.其中所述热减粘胶包括以下成分:丙烯酸硬单体、丙烯酸软单体、功能单体、引发剂、松香/萜烯树脂和交联剂。
7.进一步的,所按重量份数计,所述丙烯酸硬单体、丙烯酸软单体、功能单体、引发剂、松香/萜烯树脂的比例为(3
‑
8):(30
‑
40):(3
‑
5):(0.2
‑
0.5):(5
‑
10)。
8.进一步的,所述丙烯酸硬单体为甲基丙烯酸二甲基氨基乙酯、甲基丙烯酸乙酰乙酰氧基乙酯、甲基丙烯酸甲氧基乙酯、甲基丙烯酸羟乙酯、丙烯酸羟乙酯、丙烯酸羟丙酯、n
‑
羟甲基丙烯酰胺中的一种或任意几种;所述丙烯酸软单体为丙烯酸乙酯、丙烯酸丁酯、甲基丙烯酸丁酯、甲基丙烯酸已酯、丙烯酸正辛酯、丙烯酸月桂酯中的一种或几种。
9.进一步的,所述功能单体为丙烯酸、丙烯酸
‑2‑
羟乙酯、丙烯酸
‑2‑
羟丙酯、甲基丙烯酸、甲基丙烯酸缩水甘油酯、丙烯酰胺或羟基丙烯酰胺中的任意一种或几种的组合。
10.进一步的,所述引发剂为过氧化苯甲酰、过氧二叔丁基、过氧化十二酰、过氧化叔戊酸叔丁酯、过氧化二碳酸二异丙酯、偶氮二异丁腈、偶氮二异庚腈、偶氮二异丁酸二甲酯、偶氮二异丁脒盐酸盐、偶氮异丁氰基甲酰胺、异丙苯过氧化氢中的一种或几种混合物。
11.进一步的,所述交联剂为三羟甲基丙烷
‑
三[3
‑
(2
‑
甲基氮丙啶基)]丙酸酯。
[0012]
进一步的,所述基材为pet薄膜、bopp薄膜、pp薄膜、pi薄膜、pe薄膜或者pvc薄膜中的任意一种。
[0013]
本发明还提出了一种可重工自排气的热减粘胶带的制备方法,包括如下步骤:
[0014]
s1.将硬单体、软单体、功能单体和引发剂分为两份,在反应釜内加入第一份硬单体、第一份软单体、第一份功能单体和第一份引发剂,搅拌升温至80
‑
90℃,搅拌速率为300
‑
500rpm;
[0015]
s2.按重量份数计,继续在反应釜内部滴加第二份的硬单体、第二份软单体、第二份功能单体和第二份引发剂,滴加用时60min,滴加结束后,继续保温反应200min;之后加入松香/萜烯树脂,继续混合搅拌40min,得到原胶;
[0016]
s3.在原胶中加入三羟甲基丙烷
‑
三[3
‑
(2
‑
甲基氮丙啶基)]丙酸酯,设置搅拌机速度为200
‑
400rpm,继续搅拌15min,得所述热减粘胶;
[0017]
s4.在所述基材的一面涂覆热减粘胶,在所述塑料基材的另一面涂覆热减粘胶并将其制备为网格状。
[0018]
进一步的,按重量份数计,所述第一份硬单体与第二份硬单体的比例为(2
‑
5):(2
‑
4);第一份软单体与第二份软单体比例为(20
‑
30):(10
‑
15);第一份功能单体与第二份功能单体的比例为(2
‑
5):(1
‑
3);第一份引发剂与第二份引发剂的比例为(0.3
‑
0.4):(0.1
‑
0.2)。
[0019]
进一步的,所述s4中,热固型涂布机烘箱温度从外到里呈阶梯状上升,到达最高温110℃后呈阶梯状逐步下降,机速为12m/min,涂布干量为30g/m2。
[0020]
与现有技术相比,本发明所达到的有益效果是:本发明在丙烯酸中加入了松香/萜烯增粘树脂,高软化点的苯乙烯改性萜烯树脂能够提高热减粘胶在室温下的粘性和高温内聚,其次液态松香树脂不仅能够提高胶带的初粘,同时也可以降低胶带的硬度,防止冬天温度过低导致胶带在使用时局部应力集中,导致跳点脱胶。
[0021]
同时本发明还使用三羟甲基丙烷
‑
三[3
‑
(2
‑
甲基氮丙啶基)]丙酸酯作交联剂,提高压敏胶带的内聚强度,室温下三元环氮丙啶与羧基发生开环反应生成酯基和氨基。三官能团的三羟甲基丙烷
‑
三[3
‑
(2
‑
甲基氮丙啶基)]丙酸酯与聚丙烯酸酯中的羧基发生交联反应后提高了胶层的内聚。
[0022]
此外在母胶中引入三羟甲基丙烷
‑
三[3
‑
(2
‑
甲基氮丙啶基)]丙酸酯后,其在常温下具有良好的粘合性能,当温度提高到55
‑
60℃后,母胶粘性失效可轻易移除,当恢复室温后粘性又可重新恢复,重复使用。羟甲基丙烷
‑
三[3
‑
(2
‑
甲基氮丙啶基)]丙酸酯分子链较长且无大的支链存在,交联后改善了聚丙烯酸酯的空间位阻。在高温下分子运动加剧分子链段发生旋转,由于n,o,h元素的存在形成大量的氢键,而且分子空间位阻小使得整个胶层发生收缩变硬,无法浸润被贴物,粘性失活。当恢复室温后分子链段旋转部分恢复原始状态,氢键失效,胶层粘性恢复。同时通过测试胶层的流变发现,加入三羟甲基丙烷
‑
三[3
‑
(2
‑
甲基氮丙啶基)]丙酸酯后随着温度的增加,储能模量急剧下降,恢复室温后模量恢复到初始状态。
[0023]
在工艺方面,本发明使用了网格胶工艺,在热减粘胶带靠近玻璃屏幕侧引入网格。一般,当产品出现问题时,需要将产品上玻璃制品与胶带分开以重新加工,而常规的平面热
减粘胶如不经过任何处理便在高温下将胶带与玻璃制品分开,由于玻璃表面能低,会导致胶带出现鼓泡现象,进而使胶带无法二次使用,而在玻璃屏幕侧使用排列为网格状的网格胶,高温下气体可以及时在孔隙中排除,胶带不会产生鼓泡现象,胶带可重复使用,节约资源。
附图说明
[0024]
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
[0025]
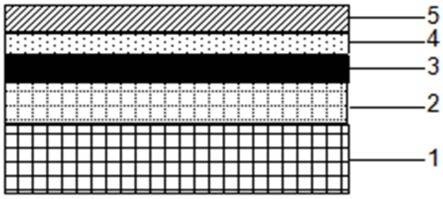
图1是本发明的一种可重工自排气的热减粘胶带结构示意图;
[0026]
图2是实施例4在不同温度下,掺加2wt%的三羟甲基丙烷
‑
三[3
‑
(2
‑
甲基氮丙啶基)]丙酸酯的热减粘胶性能变化曲线图;
[0027]
图3是对比例4在不同温度下,掺加2wt%的甲苯二异氰酸酯的热减粘胶性能变化曲线图;
[0028]
图4是对比例9在不同温度下,掺加2wt%的n,n
’‑
甲苯
‑
2,4
‑
二(1
‑
氮丙啶羰基化物)的热减粘胶性能变化曲线图;
[0029]
图1中1
‑
网格离型,2
‑
网格胶,3
‑
基材薄膜,4
‑
热减粘胶,5
‑
离型膜。
具体实施方式
[0030]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0031]
下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0032]
实施例一:
[0033]
一种可重工自排气的热减粘胶带的制备方法,包括如下步骤:
[0034]
s1.在反应釜内加入12g甲基丙烯酸二甲基氨基乙酯、90g丙烯酸
‑2‑
乙基己酯、10g羟基丙烯酰胺、1.5g偶氮二异丁腈,搅拌升温至85℃,搅拌速率为300rpm;
[0035]
s2.继续在反应釜内部滴加8g甲基丙烯酸二甲基氨基乙酯、50g丙烯酸
‑2‑
乙基己酯、6g羟基丙烯酰胺、0.5g偶氮二异丁腈,滴加用时60min,滴加结束后,继续保温反应200min;之后加入萜烯树脂,继续混合搅拌40min,得到原胶;
[0036]
s3.在原胶中加入0.5wt%三羟甲基丙烷
‑
三[3
‑
(2
‑
甲基氮丙啶基)]丙酸酯,设置搅拌机速度为200
‑
400rpm,继续搅拌15min,得所述热减粘胶;
[0037]
s4.在pp薄膜基材的一面涂覆热减粘胶,在pp薄膜基材的另一面涂覆热减粘胶并将其制备为网格状。烘箱温度从外到里呈阶梯状上升,到达最高温110℃后呈阶梯状逐步下降,机速为12m/min,涂布干量为30g/m2。
[0038]
实施例二:
[0039]
一种可重工自排气的热减粘胶带的制备方法,包括如下步骤:
[0040]
s1.在反应釜内加入12g甲基丙烯酸二甲基氨基乙酯、90g丙烯酸
‑2‑
乙基己酯、10g羟基丙烯酰胺、1.5g偶氮二异丁腈,搅拌升温至85℃,搅拌速率为300rpm;
[0041]
s2.继续在反应釜内部滴加8g甲基丙烯酸二甲基氨基乙酯、50g丙烯酸
‑2‑
乙基己酯、6g羟基丙烯酰胺、0.5g偶氮二异丁腈,滴加用时60min,滴加结束后,继续保温反应200min;之后加入萜烯树脂,继续混合搅拌40min,得到原胶;
[0042]
s3.在原胶中加入1.0wt%三羟甲基丙烷
‑
三[3
‑
(2
‑
甲基氮丙啶基)]丙酸酯,设置搅拌机速度为200
‑
400rpm,继续搅拌15min,得所述热减粘胶;
[0043]
s4.在pp薄膜基材的一面涂覆热减粘胶,在pp薄膜基材的另一面涂覆热减粘胶并将其制备为网格状。烘箱温度从外到里呈阶梯状上升,到达最高温110℃后呈阶梯状逐步下降,机速为12m/min,涂布干量为30g/m2。
[0044]
实施例三:
[0045]
一种可重工自排气的热减粘胶带的制备方法,包括如下步骤:
[0046]
s1.在反应釜内加入12g甲基丙烯酸二甲基氨基乙酯、90g丙烯酸
‑2‑
乙基己酯、10g羟基丙烯酰胺、1.5g偶氮二异丁腈,搅拌升温至85℃,搅拌速率为300rpm;
[0047]
s2.继续在反应釜内部滴加8g甲基丙烯酸二甲基氨基乙酯、50g丙烯酸
‑2‑
乙基己酯、6g羟基丙烯酰胺、0.5g偶氮二异丁腈,滴加用时60min,滴加结束后,继续保温反应200min;之后加入萜烯树脂,继续混合搅拌40min,得到原胶;
[0048]
s3.在原胶中加入1.5wt%三羟甲基丙烷
‑
三[3
‑
(2
‑
甲基氮丙啶基)]丙酸酯,设置搅拌机速度为200
‑
400rpm,继续搅拌15min,得所述热减粘胶;
[0049]
s4.在pp薄膜基材的一面涂覆热减粘胶,在pp薄膜基材的另一面涂覆热减粘胶并将其制备为网格状。烘箱温度从外到里呈阶梯状上升,到达最高温110℃后呈阶梯状逐步下降,机速为12m/min,涂布干量为30g/m2。
[0050]
实施例四:
[0051]
一种可重工自排气的热减粘胶带的制备方法,包括如下步骤:
[0052]
s1.在反应釜内加入12g甲基丙烯酸二甲基氨基乙酯、90g丙烯酸
‑2‑
乙基己酯、10g羟基丙烯酰胺、1.5g偶氮二异丁腈,搅拌升温至85℃,搅拌速率为300rpm;
[0053]
s2.继续在反应釜内部滴加8g甲基丙烯酸二甲基氨基乙酯、50g丙烯酸
‑2‑
乙基己酯、6g羟基丙烯酰胺、0.5g偶氮二异丁腈,滴加用时60min,滴加结束后,继续保温反应200min;之后加入萜烯树脂,继续混合搅拌40min,得到原胶;
[0054]
s3.在原胶中加入2.0wt%三羟甲基丙烷
‑
三[3
‑
(2
‑
甲基氮丙啶基)]丙酸酯,设置搅拌机速度为200
‑
400rpm,继续搅拌15min,得所述热减粘胶;
[0055]
s4.在pp薄膜基材的一面涂覆热减粘胶,在pp薄膜基材的另一面涂覆热减粘胶并将其制备为网格状。烘箱温度从外到里呈阶梯状上升,到达最高温110℃后呈阶梯状逐步下降,机速为12m/min,涂布干量为30g/m2。
[0056]
实施例五:
[0057]
一种可重工自排气的热减粘胶带的制备方法,包括如下步骤:
[0058]
s1.在反应釜内加入12g甲基丙烯酸二甲基氨基乙酯、90g丙烯酸
‑2‑
乙基己酯、10g羟基丙烯酰胺、1.5g偶氮二异丁腈,搅拌升温至85℃,搅拌速率为300rpm;
[0059]
s2.继续在反应釜内部滴加8g甲基丙烯酸二甲基氨基乙酯、50g丙烯酸
‑2‑
乙基己酯、6g羟基丙烯酰胺、0.5g偶氮二异丁腈,滴加用时60min,滴加结束后,继续保温反应200min;之后加入萜烯树脂,继续混合搅拌40min,得到原胶;
[0060]
s3.在原胶中加入2.5wt%三羟甲基丙烷
‑
三[3
‑
(2
‑
甲基氮丙啶基)]丙酸酯,设置搅拌机速度为200
‑
400rpm,继续搅拌15min,得所述热减粘胶;
[0061]
s4.在pp薄膜基材的一面涂覆热减粘胶,在pp薄膜基材的另一面涂覆热减粘胶并将其制备为网格状。烘箱温度从外到里呈阶梯状上升,到达最高温110℃后呈阶梯状逐步下降,机速为12m/min,涂布干量为30g/m2。
[0062]
对比例一:
[0063]
一种可重工自排气的热减粘胶带的制备方法,包括如下步骤:
[0064]
s1.在反应釜内加入12g甲基丙烯酸二甲基氨基乙酯、90g丙烯酸
‑2‑
乙基己酯、10g羟基丙烯酰胺、1.5g偶氮二异丁腈,搅拌升温至85℃,搅拌速率为300rpm;
[0065]
s2.继续在反应釜内部滴加8g甲基丙烯酸二甲基氨基乙酯、50g丙烯酸
‑2‑
乙基己酯、6g羟基丙烯酰胺、0.5g偶氮二异丁腈,滴加用时60min,滴加结束后,继续保温反应200min;之后加入萜烯树脂,继续混合搅拌40min,得到原胶;
[0066]
s3.在原胶中加入0.5wt%的甲苯二异氰酸酯,设置搅拌机速度为200
‑
400rpm,继续搅拌15min,得所述热减粘胶;
[0067]
s4.在pp薄膜基材的一面涂覆热减粘胶,在pp薄膜基材的另一面涂覆热减粘胶并将其制备为网格状。烘箱温度从外到里呈阶梯状上升,到达最高温110℃后呈阶梯状逐步下降,机速为12m/min,涂布干量为30g/m2。
[0068]
对比例二:
[0069]
一种可重工自排气的热减粘胶带的制备方法,包括如下步骤:
[0070]
s1.在反应釜内加入12g甲基丙烯酸二甲基氨基乙酯、90g丙烯酸
‑2‑
乙基己酯、10g羟基丙烯酰胺、1.5g偶氮二异丁腈,搅拌升温至85℃,搅拌速率为300rpm;
[0071]
s2.继续在反应釜内部滴加8g甲基丙烯酸二甲基氨基乙酯、50g丙烯酸
‑2‑
乙基己酯、6g羟基丙烯酰胺、0.5g偶氮二异丁腈,滴加用时60min,滴加结束后,继续保温反应200min;之后加入萜烯树脂,继续混合搅拌40min,得到原胶;
[0072]
s3.在原胶中加入1.0wt%的甲苯二异氰酸酯,设置搅拌机速度为200
‑
400rpm,继续搅拌15min,得所述热减粘胶;
[0073]
s4.在pp薄膜基材的一面涂覆热减粘胶,在pp薄膜基材的另一面涂覆热减粘胶并将其制备为网格状。烘箱温度从外到里呈阶梯状上升,到达最高温110℃后呈阶梯状逐步下降,机速为12m/min,涂布干量为30g/m2。
[0074]
对比例三:
[0075]
一种可重工自排气的热减粘胶带的制备方法,包括如下步骤:
[0076]
s1.在反应釜内加入12g甲基丙烯酸二甲基氨基乙酯、90g丙烯酸
‑2‑
乙基己酯、10g羟基丙烯酰胺、1.5g偶氮二异丁腈,搅拌升温至85℃,搅拌速率为300rpm;
[0077]
s2.继续在反应釜内部滴加8g甲基丙烯酸二甲基氨基乙酯、50g丙烯酸
‑2‑
乙基己酯、6g羟基丙烯酰胺、0.5g偶氮二异丁腈,滴加用时60min,滴加结束后,继续保温反应200min;之后加入萜烯树脂,继续混合搅拌40min,得到原胶;
[0078]
s3.在原胶中加入1.5wt%的甲苯二异氰酸酯,设置搅拌机速度为200
‑
400rpm,继续搅拌15min,得所述热减粘胶;
[0079]
s4.在pp薄膜基材的一面涂覆热减粘胶,在pp薄膜基材的另一面涂覆热减粘胶并将其制备为网格状。烘箱温度从外到里呈阶梯状上升,到达最高温110℃后呈阶梯状逐步下降,机速为12m/min,涂布干量为30g/m2。
[0080]
对比例四:
[0081]
一种可重工自排气的热减粘胶带的制备方法,包括如下步骤:
[0082]
s1.在反应釜内加入12g甲基丙烯酸二甲基氨基乙酯、90g丙烯酸
‑2‑
乙基己酯、10g羟基丙烯酰胺、1.5g偶氮二异丁腈,搅拌升温至85℃,搅拌速率为300rpm;
[0083]
s2.继续在反应釜内部滴加8g甲基丙烯酸二甲基氨基乙酯、50g丙烯酸
‑2‑
乙基己酯、6g羟基丙烯酰胺、0.5g偶氮二异丁腈,滴加用时60min,滴加结束后,继续保温反应200min;之后加入萜烯树脂,继续混合搅拌40min,得到原胶;
[0084]
s3.在原胶中加入2.0wt%的甲苯二异氰酸酯,设置搅拌机速度为200
‑
400rpm,继续搅拌15min,得所述热减粘胶;
[0085]
s4.在pp薄膜基材的一面涂覆热减粘胶,在pp薄膜基材的另一面涂覆热减粘胶并将其制备为网格状。烘箱温度从外到里呈阶梯状上升,到达最高温110℃后呈阶梯状逐步下降,机速为12m/min,涂布干量为30g/m2。
[0086]
对比例五:
[0087]
一种可重工自排气的热减粘胶带的制备方法,包括如下步骤:
[0088]
s1.在反应釜内加入12g甲基丙烯酸二甲基氨基乙酯、90g丙烯酸
‑2‑
乙基己酯、10g羟基丙烯酰胺、1.5g偶氮二异丁腈,搅拌升温至85℃,搅拌速率为300rpm;
[0089]
s2.继续在反应釜内部滴加8g甲基丙烯酸二甲基氨基乙酯、50g丙烯酸
‑2‑
乙基己酯、6g羟基丙烯酰胺、0.5g偶氮二异丁腈,滴加用时60min,滴加结束后,继续保温反应200min;之后加入萜烯树脂,继续混合搅拌40min,得到原胶;
[0090]
s3.在原胶中加入2.5wt%的甲苯二异氰酸酯,设置搅拌机速度为200
‑
400rpm,继续搅拌15min,得所述热减粘胶;
[0091]
s4.在pp薄膜基材的一面涂覆热减粘胶,在pp薄膜基材的另一面涂覆热减粘胶并将其制备为网格状。烘箱温度从外到里呈阶梯状上升,到达最高温110℃后呈阶梯状逐步下降,机速为12m/min,涂布干量为30g/m2。
[0092]
对比例六:
[0093]
一种可重工自排气的热减粘胶带的制备方法,包括如下步骤:
[0094]
s1.在反应釜内加入12g甲基丙烯酸二甲基氨基乙酯、90g丙烯酸
‑2‑
乙基己酯、10g羟基丙烯酰胺、1.5g偶氮二异丁腈,搅拌升温至85℃,搅拌速率为300rpm;
[0095]
s2.继续在反应釜内部滴加8g甲基丙烯酸二甲基氨基乙酯、50g丙烯酸
‑2‑
乙基己酯、6g羟基丙烯酰胺、0.5g偶氮二异丁腈,滴加用时60min,滴加结束后,继续保温反应200min;之后加入萜烯树脂,继续混合搅拌40min,得到原胶;
[0096]
s3.在原胶中加入0.5wt%的n,n
’‑
甲苯
‑
2,4
‑
二(1
‑
氮丙啶羰基化物),设置搅拌机速度为200
‑
400rpm,继续搅拌15min,得所述热减粘胶;
[0097]
s4.在pp薄膜基材的一面涂覆热减粘胶,在pp薄膜基材的另一面涂覆热减粘胶并
将其制备为网格状。烘箱温度从外到里呈阶梯状上升,到达最高温110℃后呈阶梯状逐步下降,机速为12m/min,涂布干量为30g/m2。
[0098]
对比例七:
[0099]
一种可重工自排气的热减粘胶带的制备方法,包括如下步骤:
[0100]
s1.在反应釜内加入12g甲基丙烯酸二甲基氨基乙酯、90g丙烯酸
‑2‑
乙基己酯、10g羟基丙烯酰胺、1.5g偶氮二异丁腈,搅拌升温至85℃,搅拌速率为300rpm;
[0101]
s2.继续在反应釜内部滴加8g甲基丙烯酸二甲基氨基乙酯、50g丙烯酸
‑2‑
乙基己酯、6g羟基丙烯酰胺、0.5g偶氮二异丁腈,滴加用时60min,滴加结束后,继续保温反应200min;之后加入萜烯树脂,继续混合搅拌40min,得到原胶;
[0102]
s3.在原胶中加入1.0wt%的n,n
’‑
甲苯
‑
2,4
‑
二(1
‑
氮丙啶羰基化物),设置搅拌机速度为200
‑
400rpm,继续搅拌15min,得所述热减粘胶;
[0103]
s4.在pp薄膜基材的一面涂覆热减粘胶,在pp薄膜基材的另一面涂覆热减粘胶并将其制备为网格状。烘箱温度从外到里呈阶梯状上升,到达最高温110℃后呈阶梯状逐步下降,机速为12m/min,涂布干量为30g/m2。
[0104]
对比例八:
[0105]
一种可重工自排气的热减粘胶带的制备方法,包括如下步骤:
[0106]
s1.在反应釜内加入12g甲基丙烯酸二甲基氨基乙酯、90g丙烯酸
‑2‑
乙基己酯、10g羟基丙烯酰胺、1.5g偶氮二异丁腈,搅拌升温至85℃,搅拌速率为300rpm;
[0107]
s2.继续在反应釜内部滴加8g甲基丙烯酸二甲基氨基乙酯、50g丙烯酸
‑2‑
乙基己酯、6g羟基丙烯酰胺、0.5g偶氮二异丁腈,滴加用时60min,滴加结束后,继续保温反应200min;之后加入萜烯树脂,继续混合搅拌40min,得到原胶;
[0108]
s3.在原胶中加入1.5wt%的n,n
’‑
甲苯
‑
2,4
‑
二(1
‑
氮丙啶羰基化物),设置搅拌机速度为200
‑
400rpm,继续搅拌15min,得所述热减粘胶;
[0109]
s4.在pp薄膜基材的一面涂覆热减粘胶,在pp薄膜基材的另一面涂覆热减粘胶并将其制备为网格状。烘箱温度从外到里呈阶梯状上升,到达最高温110℃后呈阶梯状逐步下降,机速为12m/min,涂布干量为30g/m2。
[0110]
对比例九:
[0111]
一种可重工自排气的热减粘胶带的制备方法,包括如下步骤:
[0112]
s1.在反应釜内加入12g甲基丙烯酸二甲基氨基乙酯、90g丙烯酸
‑2‑
乙基己酯、10g羟基丙烯酰胺、1.5g偶氮二异丁腈,搅拌升温至85℃,搅拌速率为300rpm;
[0113]
s2.继续在反应釜内部滴加8g甲基丙烯酸二甲基氨基乙酯、50g丙烯酸
‑2‑
乙基己酯、6g羟基丙烯酰胺、0.5g偶氮二异丁腈,滴加用时60min,滴加结束后,继续保温反应200min;之后加入萜烯树脂,继续混合搅拌40min,得到原胶;
[0114]
s3.在原胶中加入2.0wt%的n,n
’‑
甲苯
‑
2,4
‑
二(1
‑
氮丙啶羰基化物),设置搅拌机速度为200
‑
400rpm,继续搅拌15min,得所述热减粘胶;
[0115]
s4.在pp薄膜基材的一面涂覆热减粘胶,在pp薄膜基材的另一面涂覆热减粘胶并将其制备为网格状。烘箱温度从外到里呈阶梯状上升,到达最高温110℃后呈阶梯状逐步下降,机速为12m/min,涂布干量为30g/m2。
[0116]
对比例十:
[0117]
一种可重工自排气的热减粘胶带的制备方法,包括如下步骤:
[0118]
s1.在反应釜内加入12g甲基丙烯酸二甲基氨基乙酯、90g丙烯酸
‑2‑
乙基己酯、10g羟基丙烯酰胺、1.5g偶氮二异丁腈,搅拌升温至85℃,搅拌速率为300rpm;
[0119]
s2.继续在反应釜内部滴加8g甲基丙烯酸二甲基氨基乙酯、50g丙烯酸
‑2‑
乙基己酯、6g羟基丙烯酰胺、0.5g偶氮二异丁腈,滴加用时60min,滴加结束后,继续保温反应200min;之后加入萜烯树脂,继续混合搅拌40min,得到原胶;
[0120]
s3.在原胶中加入2.5wt%的n,n
’‑
甲苯
‑
2,4
‑
二(1
‑
氮丙啶羰基化物),设置搅拌机速度为200
‑
400rpm,继续搅拌15min,得所述热减粘胶;
[0121]
s4.在pp薄膜基材的一面涂覆热减粘胶,在pp薄膜基材的另一面涂覆热减粘胶并将其制备为网格状。烘箱温度从外到里呈阶梯状上升,到达最高温110℃后呈阶梯状逐步下降,机速为12m/min,涂布干量为30g/m2。
[0122]
依据《gb/t 2792
‑
2014》规定对实施例1
‑
5、对比例1
‑
10的性能进行检测,结果如下表所示:
[0123][0124]
表1.对不锈钢板常温剥离力(贴合面积10
×
2.54cm)
[0125]
[0126]
表2.在60℃下对不锈钢板剥离力(贴合面积10
×
2.54cm)
[0127][0128]
表3.在85℃下对不锈钢板剥离力(贴合面积10
×
2.54cm)
[0129][0130]
表4.对不锈钢板常温保持力(贴合面积2
×
2cm)
[0131]
[0132][0133]
表5.在85℃下对不锈钢板保持力(贴合面积2
×
2cm)
[0134][0135]
表6.在不同温度下,掺加量为2wt%的不同交联剂的性能变化
[0136]
通过表6和附图2
‑
4可以看出加入三羟甲基丙烷
‑
三[3
‑
(2
‑
甲基氮丙啶基)]丙酸酯交联剂后,热减粘胶流变曲线在室温下粘性正常。但随着温度的上升损耗模量急速下降,当温度上升到60℃左右具有粘性的胶体粘性失活,无法与流变转速杆完全粘合,转速杆在旋转过程中与胶体无法随时产生剪切应力,因此损耗模量曲线出现急剧波动,而储能模量未出现明显变化。而掺加了甲苯二异氰酸酯和n,n
’‑
甲苯
‑
2,4
‑
二(1
‑
氮丙啶羰基化物)这两款交联剂的热减粘胶并未出现上述现象,侧面验证加入三羟甲基丙烷
‑
三[3
‑
(2
‑
甲基氮丙啶基)]丙酸酯交联剂后在高温下出现粘性失活。
[0137]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0138]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可
以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。