1.本发明涉及一种冲压成型装置,特别是涉及一种蛋挞成型机用蛋挞生坯冲压成型装置,属于食品生产设备技术领域。
背景技术:
2.传统的蛋挞成型机在对蛋挞成型压制过程中会将面团中多余的面皮冲压出去,造成多余面皮浪费,同时由于多余的面料被挤压出去导致面皮薄厚不均,另外还需人工对多余残面进行收集,浪费人力物力。
技术实现要素:
3.本发明的主要目的是为了解决现有技术的不足,而提供一种蛋挞成型机用蛋挞生坯冲压成型装置。
4.一种蛋挞成型机用蛋挞生坯冲压成型装置,包括:机架以及安装在所述机架顶部的转盘,所述转盘上设有多个分布均匀的脱碗座,所述转盘的因此而设有气缸支架,所述气缸支架的顶部设有连接板,所述连接板的顶部安装有与所述气缸支架平行分布的外模气缸,所述外模气缸的内部安装有连杆,所述连杆的底部安装有内模气缸,所述内模气缸的一侧安装有与所述脱碗座相互配合的导向杆。
5.优选的,所述内模气缸的内部由上至下依次安装有内模气缸、安装在所述内模气缸内部的模头安装座、一端安装在所述模头安装座内部的复位弹簧,所述复位弹簧的外部套设有与所述模头安装座连接的中模头,所述复位弹簧的底部安装有螺栓,所述螺栓上套设有用以脱模的内模头,所述内模头的外部套设有用以密封面团溢出的外模头。
6.优选的,所述内模头的底部与所述脱碗座相互配合,所述外模头与所述脱碗座的顶部相互配合。
7.优选的,所述中模头的底部为圆台状,所述内模头为圆台状内模头,所述内模头的底部与所述中模头的底部处于同一水平线上。
8.优选的,所述连杆上开设有与所述导向杆相互配合的定位槽。
9.优选的,所述气缸支架的一侧安装有插入所述模头安装座内部与所述复位弹簧相互配合的气压喷头。
10.优选的,所述机架的底部安装有与所述转盘相互配合的电机。
11.优选的,所述模头安装座和所述中模头之间设有存放所述复位弹簧的密闭空腔。
12.优选的,所述外模气缸贯穿所述连接板,所述连接板为一端为半圆状另一端为直角边的连接薄板。
13.优选的,所述脱碗座均匀的分布在所述转盘的内径边缘。
14.本发明的有益技术效果:按照本发明的蛋挞成型机用蛋挞生坯冲压成型装置,设有外模头便于将脱碗座密封住防止面团溢出,同时也便于中模头向下冲压面团使其白城蛋挞坯,减少面团的浪费同时也便于使冲压的蛋挞坯厚薄均匀,无需人工拾捡残面,减少人工
成本;同时设有复位弹簧和气压喷头便于带动内模头向下冲压将冲压完成的蛋挞坯脱模,减少粘连,提高生产效率。
附图说明
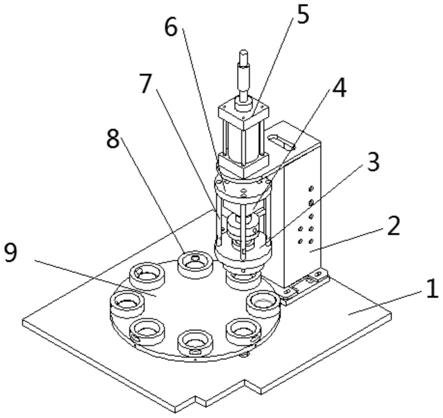
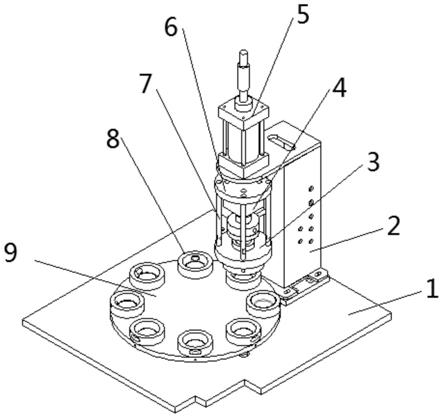
15.图1为按照本发明的蛋挞成型机用蛋挞生坯冲压成型装置的一优选实施例的整体结构主视图;
16.图2为按照本发明的蛋挞成型机用蛋挞生坯冲压成型装置的一优选实施例的整体结构右视图;
17.图3为按照本发明的蛋挞成型机用蛋挞生坯冲压成型装置的一优选实施例的整体结构左视图;
18.图4为按照本发明的蛋挞成型机用蛋挞生坯冲压成型装置的一优选实施例的整体装置结构俯视图;
19.图5为按照本发明的蛋挞成型机用蛋挞生坯冲压成型装置的一优选实施例的整体结构立体示意图。
20.图中:1
‑
机架,2
‑
气缸支架,3
‑
外模头,4
‑
内模气缸,5
‑
外模气缸,6
‑
外模气缸连接板,7
‑
拉杆,8
‑
脱碗座,9
‑
转盘,10
‑
螺栓,11
‑
中模头,12
‑
复位弹簧,13
‑
模头下连接,14
‑
导向杆,15
‑
内模气缸,16
‑
模头安装座,17
‑
内模头,18
‑
气压喷头。
具体实施方式
21.为使本领域技术人员更加清楚和明确本发明的技术方案,下面结合实施例及附图对本发明作进一步详细的描述,但本发明的实施方式不限于此。
22.如图1
‑
图5所示,本实施例提供的蛋挞成型机用蛋挞生坯冲压成型装置,包括:机架1以及安装在机架1顶部的转盘9,转盘9上设有多个分布均匀的脱碗座8,转盘9的因此而设有气缸支架2,气缸支架2的顶部设有连接板,连接板的顶部安装有与气缸支架2平行分布的外模气缸5,外模气缸5的内部安装有连杆,连杆的底部安装有内模气缸4,内模气缸4的一侧安装有与脱碗座8相互配合的导向杆14。设有外模头3便于将脱碗座8密封住防止面团溢出,同时也便于中模头11向下冲压面团使其白城蛋挞坯,减少面团的浪费同时也便于使冲压的蛋挞坯厚薄均匀,无需人工拾捡残面,减少人工成本;同时设有复位弹簧12和气压喷头18便于带动内模头17向下冲压将冲压完成的蛋挞坯脱模,减少粘连,提高生产效率。
23.在本实施例中,如图1所示,内模气缸4的内部由上至下依次安装有内模气缸15、安装在内模气缸4内部的模头安装座16、一端安装在模头安装座16内部的复位弹簧12,复位弹簧12的外部套设有与模头安装座16连接的中模头11,复位弹簧12的底部安装有螺栓10,螺栓10上套设有用以脱模的内模头17,内模头17的外部套设有用以密封面团溢出的外模头3。内模头17的底部与脱碗座8相互配合,外模头3与脱碗座8的顶部相互配合。中模头11的底部为圆台状,内模头17为圆台状内模头,内模头17的底部与中模头11的底部处于同一水平线上。将内模头17与中模头11的底部保持在同一水平线上,既能够便于中模头11对面团的冲压,也能便于内模头17在冲压完成后进行脱模。设有复位弹簧12便于在气压喷头18的冲压下将复位弹簧12进行挤压带动内模头17向下冲压使蛋挞坯与中模头11分离,冲压完成后内模头17在复位弹簧12弹力的作用下回缩。
24.在本实施例中,如图1所示,连杆上开设有与导向杆14相互配合的定位槽。气缸支架2的一侧安装有插入模头安装座16内部与复位弹簧12相互配合的气压喷头18。机架1的底部安装有与转盘9相互配合的电机。模头安装座16和中模头11之间设有存放复位弹簧12的密闭空腔。外模气缸5贯穿连接板,连接板为一端为半圆状另一端为直角边的连接薄板。脱碗座8均匀的分布在转盘9的内径边缘。将脱碗座8设置在转盘9的外径边缘技能增加转盘9存放脱碗座8的个数,也便于脱碗座8与内模气缸4的相互配合;设有导向杆14便于控制连杆向下冲压,防止冲压错位。导向杆14为气缸支架2控制的气压导向杆。
25.如图1
‑
图5所示,一种蛋挞成型机用蛋挞生坯冲压成型装置的工作原理如下:
26.步骤1:当转盘9在电机的带动下使存放面团的脱碗座8转动到内模气缸4的正下;
27.步骤2:启动外模气缸5向下冲压进而带动外模头3与脱碗座8密封,同时中模头11向下冲压,蛋挞坯冲压完成;
28.步骤3:启动气压喷头18冲压复位弹簧12带动内模头17向下冲压,使蛋挞坯脱模,蛋挞坯冲压完成。
29.综上所述,在本实施例中,按照本实施例的蛋挞成型机用蛋挞生坯冲压成型装置,本实施例提供的蛋挞成型机用蛋挞生坯冲压成型装置,将内模头17与中模头11的底部保持在同一水平线上,既能够便于中模头11对面团的冲压,也能便于内模头17在冲压完成后进行脱模。设有复位弹簧12便于在气压喷头18的冲压下将复位弹簧12进行挤压带动内模头17向下冲压使蛋挞坯与中模头11分离,冲压完成后内模头17在复位弹簧12弹力的作用下回缩。将脱碗座8设置在转盘9的外径边缘技能增加转盘9存放脱碗座8的个数,也便于脱碗座8与内模气缸4的相互配合;设有导向杆14便于控制连杆向下冲压,防止冲压错位。导向杆14为气缸支架2控制的气压导向杆。
30.以上所述,仅为本发明进一步的实施例,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明所公开的范围内,根据本发明的技术方案及其构思加以等同替换或改变,都属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。