1.发明涉及自动组装设备领域,尤其涉及一种喇叭平板组装线。
背景技术:
2.随着科技的发展与人文的进步,工业开启4.0时代。越来越多的制造厂商采用智能化自动化类的先进设备以减少人工的操作,从而降低人工成本以及提高生产效率和提高产品的合格率。
3.在应对平板电脑的组装流程中,其中一道组装过程是要将喇叭装在平板电脑的特定位置上。现有的方法是提供平板流水线以及喇叭流水线,由人工将喇叭的底面的膜撕掉后再将喇叭装入平板电脑的喇叭位上。而目前,暂时还没有一台智能化自动话的设备能够完成上述组装工艺,以降低人工成本及提高安装的合格率。
4.因此,急需要一种能够提高工作效率、降低人工成本及提高准确率的喇叭平板组装线来克服上述缺陷。
技术实现要素:
5.发明的目的在于提供一种提高工作效率、降低人工成本及提高准确率的喇叭平板组装线。
6.为实现上述目的,本发明的喇叭平板组装线包括用于输送平板电脑的平板输送设备、用于承放若干个喇叭的托盘、用于输送托盘的喇叭输送设备、用于拍摄喇叭的位置及矫正喇叭在平板上的安装位置的顶部ccd相机、用于撕掉喇叭底层膜的撕膜装置、用于拍摄撕膜后的喇叭位置的底部ccd相机、用于取走喇叭及压装喇叭的双重吸附取料模组、用于驱动双重吸附取料模组移动的第一移动龙门架及用于驱动顶部ccd相机移动的第二移动龙门架,平板输送设备及喇叭输送设备呈相互平行地间隔开,喇叭输送设备带动托盘呈间歇性的移动,底部ccd相机及撕膜装置位于平板输送设备及喇叭输送设备之间,底部ccd 相机与撕膜装置沿平板输送设备的输送线方向依次设置,第一移动龙门架及第二移动龙门架均横跨于平板输送设备及喇叭输送设备的外侧上并呈间隔开的设置,双重吸附取料模组安装于第一移动龙门架的输出端上,第一移动龙门架驱动双重吸附取料模组沿前后、左右及上下方向移动以从喇叭输送设备上取走喇叭并带动喇叭依次移动至撕膜装置处撕膜、底部ccd相机处及平板输送设备处压装喇叭,顶部ccd相机安装于第二移动龙门架上,第二移动龙门架带动ccd 相机沿前后、左右及上下方向移动。
7.与现有技术相比,本发明的喇叭平板组装线借助平板输送设备、喇叭输送设备、顶部ccd相机、撕膜装置、底部ccd相机、双重吸附取料模组、第一移动龙门架及第二移动龙门架之间的相互配合,平板输送设备及喇叭输送设备呈平行的间隔开的设置,而底部ccd相机及撕膜装置设于平板输送设备与喇叭输送设备之间,从而达到空间利用合理;借助第一移动龙门架带动双重吸附取料模组可在喇叭输送设备、撕膜装置、平板输送设备之间移动,从而完成取料、撕膜、压装的过程;借助底部ccd相机能够在压装前得到喇叭的角度位置是否
摆正;借助顶部ccd相机能够反映托盘中喇叭的位置,从而使得取料的正确位置以及在压装喇叭时可帮助喇叭压装在正确的位置上。故本发明的喇叭平板组装线具有提高工作效率、降低人工成本及提高准确率的优点。
8.较佳地,本发明的喇叭平板组装线还包括用于将满载喇叭的托盘一个个地输出的托盘输出装置及用于将空载的托盘层叠堆砌的托盘层叠装置,托盘输出装置位于喇叭输送设备的输入端,托盘层叠装置位于喇叭输送设备的输出端。
9.较佳地,双重吸附取料模组包括安装块、气缸、磁性吸头及真空吸嘴,气缸穿置于安装块内,磁性吸头连接于气缸的输出端上,磁性吸头具有一内缩于安装块内的第一位置及与安装块的底面齐平的第二位置,气缸驱动磁性吸头在第一位置与第二位置之间切换,真空吸嘴穿置安装块内,真空吸嘴的底部与安装块的底部齐平,当磁性吸头位于第二位置时,磁性吸头的底面与安装块的底面齐平。
10.较佳地,双重吸附取料模组还包括旋转电机,旋转电机的输出端与安装块连接。
11.较佳地,喇叭输送设备包括外壁、皮带、驱动皮带做回转运动的驱动模组及宽度调节机构,宽度调节机构连接于外壁的外侧。
12.较佳地,宽度调节机构包括第一支撑座、第二支撑座、驱动电机、主动轮、从动轮、传送带及丝杠,第一支撑座及第二支撑组沿一水平方向呈间隔开的设置,驱动电机安装于第一支撑座上,主动轮与驱动电机的输出端连接,从动轮安装于第二支撑座上,传送带套接于主动轮与从动轮上,丝杠穿置于从动轮中并呈水平设置,从动轮内侧壁上设有螺纹,丝杠的端部连接输送设备的外壁。
13.较佳地,撕膜装置包括驱动器、第一传动组件、第二传动组件、第一支撑板、第二支撑板、第三支撑板及夹持组件,第一支撑板、第二支撑板及第三支撑板均呈水平设置且第一支撑板、第二支撑板及第三支撑板沿高到低呈间隔开的设置,第一支撑板沿前后方向呈滑动地设于第二支撑板上,第二支撑板可相对第三支撑板上下移动,夹持组件呈可转动地设于第一支撑板上,第一传动组件设于夹持组件的尾部并安装于第一支撑板上,驱动器安装于第三支撑板上,第二传动组件安装于第三支撑板上并向上与第一支撑板连接,驱动器驱动第二传动组件运动,第二传动组件连动第一支撑板及第二支撑板一起向下移动,同时,第二传动组件还连动第一支撑板相对第二支撑板向后移动,第一支撑板的向后移动连动第一传动组件转动以连动夹持组件旋转,以使得夹持组件夹住膜之后做向下移动、旋转及往后移动的撕膜动作。
14.较佳地,第二传动组件从右往左依次包括第一导向板、连动板及第二导向板,第一导向板具有从后往前逐渐向下倾斜的斜槽,第二导向板具有沿前后方向水平设置的水平槽及与连接于水平槽一端上方的初始位置槽,初始位置槽与水平槽相互连通,连动板的两侧分别具有穿置于斜槽内的第一导向柱及穿置于水平槽内的第二导向柱,连动板向上与第一支撑板连接。
15.较佳地,第一传动组件包括固定安装于第二支撑板上的齿条、安装于第一支撑板上的下齿轮及安装于夹持组件的尾端的上齿轮。
16.较佳地,本发明的喇叭平板组装线还包括二次下压装置,二次下压装置设于平板输送设备的上方并设于第一移动龙门架的后方。
附图说明
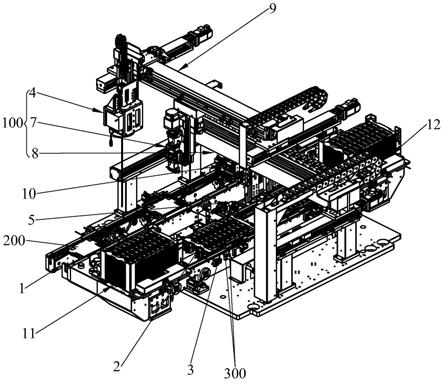
17.图1是本发明的喇叭平板组装线的俯视结构示意图。
18.图2是本发明的喇叭平板组装线的立体结构示意图。
19.图3是本发明的喇叭平板组装线之第一移动龙门架及双重吸附取料模组的立体结构示意图。
20.图4是本发明的喇叭平板组装线之双重吸附取料模组的立体结构示意图。
21.图5是本发明的喇叭平板组装线的双重吸附取料模组省略旋转电机后的立体结构示意图。
22.图6是图5的双重吸附取料模组的正视结构示意图。
23.图7是沿图6中的a
‑
a剖切线剖开后且磁性吸头处于第二位置的剖视示意图。
24.图8是本发明的喇叭平板组装线之双重吸附取料模组的仰视结构示意图。
25.图9是本发明的喇叭平板组装线之喇叭输送设备的立体示意图。
26.图10是本发明的喇叭平板组装线之喇叭输送设备的宽度调节机构的立体结构示意图。
27.图11是本发明的喇叭平板组装线之喇叭输送设备的宽度调节机构的正视结构示意图。
28.图12是沿图11中的a
‑
a剖切线剖切后的剖视图。
29.图13是本发明的喇叭平板组装线之撕膜装置的立体结构示意图。
30.图14是本发明的喇叭平板组装线之撕膜装置的另一视角立体结构示意图。
31.图15是本发明的喇叭平板组装线之撕膜装置的第二传动组件的立体示意图。
具体实施方式
32.为了详细说明发明的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
33.请参阅图1至图2,本发明的喇叭平板组装线100包括用于输送平板电脑 200的平板输送设备1、用于承放若干个喇叭300的托盘2、用于输送托盘2的喇叭输送设备3、用于拍摄喇叭300的位置及将喇叭300对准在平板上的安装位置的顶部ccd相机4、用于撕掉喇叭300底层膜的撕膜装置5、用于拍摄撕膜后的喇叭300位置的底部ccd相机6、用于取走喇叭300及压装喇叭300的双重吸附取料模组7、用于驱动双重吸附取料模组7移动的第一移动龙门架8及用于驱动顶部ccd相机4移动的第二移动龙门架9。平板输送设备1及喇叭输送设备3呈相互平行地间隔开,喇叭输送设备3带动托盘2呈间歇性的移动。底部ccd相机6及撕膜装置5位于平板输送设备1及喇叭输送设备3之间,底部 ccd相机6与撕膜装置5沿平板输送设备1的输送线方向依次设置。第一移动龙门架8及第二移动龙门架9均横跨于平板输送设备1及喇叭输送设备3的外侧上并呈间隔开的设置,双重吸附取料模组7安装于第一移动龙门架8的输出端上,第一移动龙门架8驱动双重吸附取料模组7沿前后、左右方向及上下方向移动以从喇叭输送设备3上取走喇叭300并带动喇叭300依次移动至撕膜装置5处撕膜、底部ccd相机6处及平板输送设备1处压装喇叭300,顶部ccd 相机4安装于第二移动龙门架9上,第二移动龙门架9带动ccd相机沿前后、左右及上下方向移动。。借助顶部ccd相机4,从而获得托盘2处喇叭300的位置,从而方便双重吸附取料模组7在确定的位置上取料;同时,获得喇叭
300 在平板的安装区域,以方便双重吸附取料模组7在正确的位置上安装喇叭300。借助底部ccd相机6,从而获得喇叭300被吸附后的位置状态,从而可在安装平板的过程矫正喇叭300的位置状态。较优的是,本发明的喇叭平板组装线100 还包括二次下压装置10,二次下压装置10设于平板输送设备1的上方并设于第一移动龙门架8的后方。借助二次下压装置10,在双重吸附取料模组7进行第一次压装后,可利用二次下压装置10对喇叭300进行再次施压,从而保证将喇叭300压装在平板上。可理解的是,喇叭300撕膜后喇叭300的底部具有粘性,先将喇叭300粘紧在预定位置上后再对喇叭300二次压紧。更具体地,如下:
34.请参阅图1及图2,本发明的喇叭平板组装线100还包括用于将满载喇叭 300的托盘2一个个地输出的托盘输出装置11及用于将空载的托盘2层叠堆砌的托盘层叠装置12,托盘输出装置11位于喇叭输送设备3的输入端,托盘层叠装置12位于喇叭输送设备3的输出端。举例而言,托盘输出装置11将最底部的满载托盘2输送至喇叭输送设备3上,喇叭输送设备3带动托盘2移动至一取料位置,待托盘2中的喇叭300全部取走后,喇叭输送设备3带动托盘2移动继续往前运动至托盘层叠装置12,托盘层叠装置12将托盘2从下往上堆砌。可理解的是,托盘输出装置11及托盘层叠装置12的结构及工作原理为本领域技术所熟知,故不在此赘述。
35.请参阅图3,第一移动龙门架8包括左右移动机构81、前后移动机构82及竖直移动机构83,前后移动机构82安装于左右移动机构81的输出端上,竖直移动机构83安装于前后移动机构82的输出端上,双重吸附取料模组7安装于竖直移动机构83的输出端上,左右移动机构81的移动方向与平板输送设备1 的输送方向一致。借助左右移动机构81、前后移动机构82及竖直移动机构83 之间的相互配合,从而能够带动双重吸附取料模组7在喇叭输送设备3的托盘2 的停留处、撕膜装置5、底部ccd相机6处及平板输送设备1的平板的停留处四者之间移动。可理解的是,第一移动龙门架8及第二移动龙门架9的结构原理一致,故第二移动龙门架9的具体结构及原理不在此赘述。值得注意的是,喇叭输送设备3输送托盘2停留在一取料位置,第一移动龙门可带动双重吸附取料模组7在该取料位置处取走喇叭300;平板输送设备1输送平板停留在一组装位置,第一移动龙门架8带动双重吸附取料模组7在该组装位置处压装喇叭 300。
36.请参阅图4至图8,双重吸附取料模组7包括安装块71、气缸72、磁性吸头73、真空吸嘴74、进气接头75及真空接头79。气缸72穿置于安装块71内,磁性吸头73连接于气缸72的输出端上,磁性吸头73具有一内缩于安装块71 内的第一位置及与安装块71的底面齐平的第二位置。气缸72驱动磁性吸头73 在第一位置与第二位置之间切换,真空吸嘴74穿置安装块71内,真空吸嘴74 的底部与安装块71的底部齐平,当磁性吸头73位于第二位置时,磁性吸头73 的底面与安装块71的底面持平。可理解的是,真空吸嘴74通过真空接头79与外界的真空装置连接以达到吸附及放松的状态;进气接头75与气缸72连通,通气时,气缸72驱动磁性吸头73移动至第二位置。借助真空吸嘴74及磁性吸头73的双重作用下,可快速吸附喇叭300。当需要放下产品时,气缸72驱动磁性吸头73退回第一位置,真空吸嘴74在真空装置的作用下释放喇叭300。较优的是,于本实施例中,还包括压力传感器76,压力传感器76设于安装块71 的上方。较优的是,本发明的双重吸附取料模组7还对产品进行施压,值得注意的是,安装块71的底面为平面,当吸附喇叭300后将产品压装在平板的预定位置时,由安装块71的底面对喇叭300进行施压。借助压力传感器76,防止施压力度超过上限,以免产品被损
坏。同时,借助真空吸嘴74的底面及磁性吸头73的底面与安装块71的底面齐平,从而能够达到一边吸紧喇叭300一边将喇叭300压装在平板的预定位置的目的。
37.请参阅图7,气缸72包括缸体721及活塞杆722,缸体721固定穿置于安装块71内,活塞杆722呈部分地穿置于缸体721内并可沿上下方向移动,磁性吸头73连接于活塞杆722的末端。较优的是,本发明的双重吸附取料模组 7还包括包裹块77,包裹块77套接于活塞杆722的末端,包裹块77具有供活塞杆722及磁性吸头73穿过的穿孔。举例而言,包裹块77具有内缩于安装块 71内的第三位置及与安装块71的底面齐平的第四位置,气缸72带动包裹块77 于第三位置及第四位置之间切换。可理解的是,当包裹块77位于第四位置时,磁性吸头73位于第二位置,故磁性吸头73的底面与包裹块77的底面齐平设置。借助包裹块77,有利于维持磁性吸头73的稳定性,防止其脱落。较优的是,于本实施例中,本发明的双重吸附取料模组7还包括一缓冲垫78,缓冲垫78 套接于活塞杆722上并位于包裹块77的上方。借助缓冲垫78,当气缸72启动活塞杆722向上内缩时,防止包裹块77与缸体721发生猛烈的碰撞,能够有效减缓冲击,保护缸体721及包裹块77。
38.请参阅图4及图7,双重吸附取料模组7还包括弹性缓冲机构761,弹性缓冲机构761设于压力传感器76的上方。具体地,弹性缓冲机构761包括支撑柱 7611、弹簧7612、上压板7613及下压板7614,支撑柱7611及弹簧7612设于上压板7613及下压板7614之间,支撑柱7611还分别位于弹簧7612的两侧。借助弹性缓冲机构761,以使得双重吸附取料模组7在施压的时候能够缓冲得到保护。可理解的是,双重吸附取料模组7安装于第一移动龙门架8上,由第一移动龙门架8驱动双重吸附取料模组7下压以将喇叭300压装在平板的特定位置上。
39.请参阅图4,双重吸附取料模组7还包括旋转电机70,具体地,于本实施例中,旋转电机70与的输出端与弹性缓冲机构761连接;当然,于其他实施例中,当略去压力传感器76及弹性缓冲机构761时,旋转电机70的输出端与安装块71连接,故不以此为限。借助旋转电机70,当底部ccd相机6拍摄得到的喇叭300的需要矫正位置时,旋转电机70旋转以使得喇叭300旋转而得到校正。
40.举例而言,当双重吸附取料模组7工作时:外界的真空装置启动,真空吸嘴74处产生真空而吸紧产品,同时,进气接头75充入气体,驱动活塞杆722 向下移动,从而带动包裹块77移动至第四位置和磁性吸头73移动至第二位置,由于产品的外壳为金属,故磁性吸头73可利用磁性吸附产品,产品能够得到双重吸附,从而保证产品的取料及放料反应迅速,另外,安装块71的底面为平面,当吸附产品后,在第一移动龙门架8的移动下移动至特定位置后,竖直移动机构83对双重吸附取料模组7施压,以使得安装块71的底面将压力传导至喇叭,使得喇叭300牢固地粘贴在特定位置上。待施压完毕后,喇叭300固定在平板 200上,可同时关闭真空吸嘴74及进气接头75,从而使得磁性吸头73向上移动以与喇叭300脱离磁性连接,同时真空吸嘴74放松产品。
41.请参阅图9,喇叭输送设备3包括外壁31、皮带32、驱动皮带32做回转运动的驱动模组33及宽度调节机构34。宽度调节机构34连接于外壁31的外侧。可理解的是,于本实施例中,喇叭输送设备3与平板输送设备1的结构一致,两者的外壁31、皮带32、驱动模组33的基本结构及工作原理为本领域技术人员所熟知,故不在此赘述。由于喇叭输送设备3及平板输送设备1各具有宽度调节机构34,借助宽度调节机构34,从而调节喇叭输送设备3及平板输送设备 1之间的间距,从而适应场地的要求。
42.请参阅图10至图12,宽度调节机构34包括第一支撑座341、第二支撑座 342、驱动电机343、主动轮344、从动轮345、传送带346及丝杠347。驱动电机343安装于第一支撑座341上,主动轮344与驱动电机343的输出端连接。第二支撑座342、从动轮345及丝杠347的数量分别为两个,第二支撑座342分别位于第一支撑座341的两侧并一水平方向呈间隔开设置。从动轮345一对一地安装于第二支撑座342上,丝杠347一对一地穿置于从动轮345上并呈水平设置,传送带346套接于主动轮344与从动轮345上。可理解的是,于其他实施例中,根据输送设备100的长度大小,可改变第二支撑座342、从动轮345及丝杠347的数量,如一个、三个或四个不等,故不以此为限。从动轮345内侧壁上设有螺纹,丝杠347的端部连接喇叭输送设备3的外壁31。具体地,丝杠 347的端部固定连接有连接块3471,连接块3471与喇叭输送设备3连接。当宽度调节机构34工作时,驱动电机343驱动主动轮344转动,从而带动传送带346 及从动轮345转动,由于从动轮345的内侧壁上设有螺纹,可理解的是,丝杠 347的外侧壁设有螺纹,故从动轮345的转动带动丝杠347的前后移动,由于丝杠347的端部连接外壁31,故丝杠347可推动整个喇叭输送设备3移动。
43.请参阅图9,宽度调节机构34还包括支撑滑动模组348。支撑滑动模组348 穿置于喇叭输送设备3的底部,支撑滑动模组348包括滑轨3481及滑设于滑轨 3481上的滑块3482。具体地,外壁31的底部设有与滑块3482连接的连接板311。故借助支撑滑动模组348,当丝杠347推动外壁31时,滑块3482相对滑轨3481 滑动,从而减小移动的阻力,还为喇叭输送设备3的移动提供导向的作用,使得喇叭输送设备3的移动更加稳定可靠。
44.请继续参阅图10至图11,宽度调节机构34还包括两个换向轮349,换向轮349分别位于主动轮344的两侧并高于主动轮344,换向轮349于左右方向还与主动轮344相切设置,换向轮349还低于从动轮345并沿高度方向与从动轮 345相切,传送带346套接于主动轮344、从动轮345及换向轮349上。借助换向轮349,有利于张紧传送带346,从而使得从动轮345能够同步地转动,使得丝杠347的移动更加稳定可靠。
45.请参阅图12,从动轮345与第二支撑座342之间通过一套筒3410及一轴承 3412连接。套筒3410部分穿置于第二支撑座342内,轴承3412位于套筒3410 与第二支撑座342之间。借助轴承3412,帮助套筒3410的转动更加流畅,另外,还能保持第二支撑座342的稳定性,避免套筒3410的转动影响第二支撑座342 的稳定。套筒3410部分露出于第二支撑座342外且穿置于从动轮345上。套筒 3410的内侧壁具有螺纹,丝杠347穿置于套筒3410上,借助丝杠347与套筒 3410之间的螺纹相对的运动,套筒3410的转动能够带动丝杠347沿前后方向移动。
46.当宽度调节机构34工作时,驱动电机343驱动主动轮344转动,从而带动传送带346、从动轮345、套筒3410转动,套筒3410的转动带动丝杠347的移动,由于丝杠347连接喇叭输送设备3的外壁31,喇叭输送设备3的底部与滑块3482连接,故丝杠347可推动或者拉动整个喇叭输送设备3进行移动,以调节其在场地的位置。
47.请参阅图13至图15,撕膜装置5包括驱动器51、第一传动组件52、第二传动组件53、第一支撑板54、第二支撑板55、第三支撑板56及夹持组件57。具体地,第一支撑板54、第二支撑板55及第三支撑板56均呈水平设置且第一支撑板54、第二支撑板55及第三支撑板56沿高到低呈间隔开的设置,第一支撑板54沿前后方向呈滑动地设于第二支撑板55上,第二支撑板55可相对第三支撑板56上下移动。更具体地,第三支撑板56两侧竖直地设立有滑轨561,
第二支撑板55的两侧设有滑设于滑轨561上的滑块551。夹持组件57呈可转动地设于第一支撑板54上,第一传动组件52设于夹持组件57的尾部并安装于第一支撑板54上。驱动器51安装于第三支撑板56上,第二传动组件53安装于第三支撑板56上并向上与第一支撑板54连接。更具体地,第二支撑板55设有供第二传动组件53穿出的穿置孔。驱动器51驱动第二传动组件53运动,第二传动组件53连动第一支撑板54及第二支撑板55一起向下移动,同时,第二传动组件53还连动第一支撑板54相对第二支撑板55向后移动,第一支撑板54的向后移动连动第一传动组件52转动以连动夹持组件57旋转,以使得夹持组件 57夹住膜之后做向下移动、旋转及往后移动的撕膜动作。可理解的是,夹持组件57的具体结构与原理为本领域技术人员所熟知,故不在此赘述。
48.请参阅图15,第二传动组件53从右往左依次包括第一导向板531、连动板 532及第二导向板533。第一导向板531具有从后往前逐渐向下倾斜的斜槽5311,第二导向板533具有沿前后方向水平设置的水平槽5331及与连接于水平槽5331 一端上方的初始位置槽5332,初始位置槽5332与水平槽5331相互连通,连动板532的两侧分别具有穿置于斜槽5311内的第一导向柱5321及穿置于水平槽 5331内的第二导向柱5322,连动板532向上与第一支撑板54连接。初始时,第一导向柱5321位于斜槽5311的最高点,第二导向柱5322位于初始位置槽5332 内。
49.请参阅图13至图14,第一传动组件52包括固定安装于第二支撑板55上的齿条521、安装于第一支撑板54上的下齿轮522及安装于夹持组件57的尾端的上齿轮523。
50.当撕膜装置5工作时,驱动器51与第一导向板531连接,驱动器51驱动第一导向板531向后移动,斜槽5311驱动第一导向柱5321沿着斜槽5311向下移动,从而带动第一支撑板54及第二支撑板55一起向下移动,从而带动夹持组件57一起向下移动。待第一导向柱5321滑移至斜槽5311的最下方时,此时的第一导向板531仍然在驱动器51的作用下向后移动,从而带动第二导向柱 5322从初始位置槽5332滑向水平槽5331并在水平槽5331内向后移动,从而带动第一支撑板54相对第二支撑板55向后水平移动,从而带动下齿轮522滚动地啮合于齿条521上,下齿轮522的滚动带动上齿轮523的转动,从而带动夹持组件57做旋转运动。
51.结合附图,对发明的喇叭平板组装线100的工作原理进行说明:托盘输出装置11将满载喇叭300的托盘2输出至喇叭输送设备3,喇叭输送设备3将托盘2输送至取料位置,第一移动龙门架8先带动双重吸附取料模组7移动至取料位置处并吸附喇叭300,再将喇叭300移动至撕膜装置5处撕膜,再将喇叭 300移动至底部ccd相机6处对撕膜后的喇叭300进行初步的位置检测,再将喇叭300移动至平板输送设备1处,平板输送设备1将平板输送至一组装位置处停顿等待喇叭300的组装,双重吸附取料模组7将喇叭300对准平板的特定位置处,先通过旋转电机70矫正喇叭300的角度后,再向下将喇叭300对准特定位置并下压,随后双重吸附取料模组7释放喇叭300,平板输送设备1将组装好喇叭300的平板移动至二次下压装置10的下方,由二次下压装置10对喇叭 300再次压紧,压紧喇叭300后,平板输送设备1将平板输出下料。待托盘2中的喇叭300全部被取走后,喇叭输送设备3将空载的托盘2输送至托盘层叠装置12上。托盘输出装置11继续将满载的托盘2输出。
52.与现有技术相比,本发明的喇叭平板组装线100借助平板输送设备1、喇叭输送设备3、顶部ccd相机4、撕膜装置5、底部ccd相机6、双重吸附取料模组7、第一移动龙门架8及第二移动龙门架9之间的相互配合,平板输送设备 1及喇叭输送设备3呈平行的间隔开的设
置,而底部ccd相机6及撕膜装置5 设于平板输送设备1与喇叭输送设备3之间,从而达到空间利用合理;借助第一移动龙门架8带动双重吸附取料模组7可在喇叭输送设备3、撕膜装置5、平板输送设备1之间移动,从而完成取料、撕膜、压装的过程;借助底部ccd相机6能够在压装前得到喇叭300的角度位置是否摆正;借助顶部ccd相机4能够反映托盘2中喇叭300的位置,从而使得取料的正确位置以及在压装喇叭300 时可帮助喇叭300压装在正确的位置上。故本发明的喇叭平板组装线100具有提高工作效率、降低人工成本及提高准确率的优点。
53.以上所揭露的仅为发明的较佳实例而已,不能以此来限定发明之权利范围,因此依发明权利要求所作的等同变化,均属于发明所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。